


- 44.00 KB
- 3页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'新疆八钢钢管有限责任公司作业指导书样板、卡规校准技术规范文件编号:XBG/W025-2006版本:A/O受控状态:发放编号:发放日期:编制/日期:审批/日期:批准/日期:2006年02月29日发布2006年03月02日实施
新疆八钢管钢管有限责任公司作业指导书样板、卡规校准技术规范XBG/W001—2006(第1页,共2页)1、目的为了提供准确、可靠的检验、测量结果,对用于检验测量的器具(样板、卡规)进行控制,特制定本规范。2、适用范围适用于我公司生产作业区自制的样板、卡规。3、引用标准4、检定项目和检定条件4.1检定项目和主要工具见表1。检定项目主要工具外观目测孔型正投影内径游标卡尺开槽位置及尺寸游标卡尺4.2检定温度在20℃±10℃范围内。5检定要求和检定方法5.1外观5.1.1要求样板、卡规的规格尺寸应符合图纸要求。5.1.2样板、卡规的表面不应有毛刺、碰伤、锈迹及变形。5.1.3样板、卡规上应标注编号、规格。5.2检定方法:样板、卡规外观用目力观察。5.3样板、卡规的内径尺寸
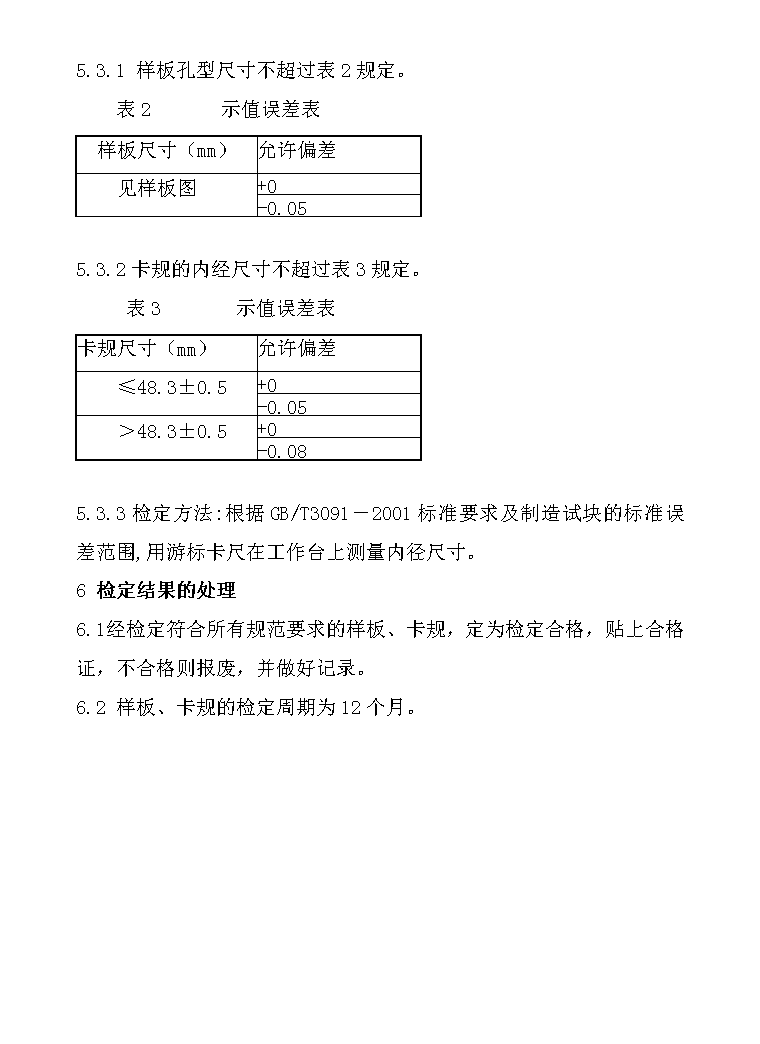
5.3.1样板孔型尺寸不超过表2规定。表2示值误差表样板尺寸(mm)允许偏差见样板图+0-0.055.3.2卡规的内经尺寸不超过表3规定。表3示值误差表卡规尺寸(mm)允许偏差≤48.3±0.5+0-0.05>48.3±0.5+0-0.085.3.3检定方法:根据GB/T3091-2001标准要求及制造试块的标准误差范围,用游标卡尺在工作台上测量内径尺寸。6检定结果的处理6.1经检定符合所有规范要求的样板、卡规,定为检定合格,贴上合格证,不合格则报废,并做好记录。6.2样板、卡规的检定周期为12个月。'
您可能关注的文档
- 钣金折弯加工能力的工艺技术规范
- 《速熔型sbs改性沥青混凝土施工技术规范》
- 一级标准物质技术规范(jjg1006-94)
- 长短信拆分技术规范书
- 全国艾滋病检测技术规范
- 产前超声检查技术规范与报告书写
- 中医药健康管理技术规范
- 云南行政机关规范性文件制定技术规范
- 北京三秋农机作业技术规范
- 第一章技术规范及要求
- 第一项、招标文件第六章货物需求及技术规范中
- 1001007-0220-b0-220kv三相三绕组电力变压器通用技术规范
- 技术规范组织设计目1
- 2016-2017年电力工业以太网交换机技术规范
- 《江苏省生态旅游示范区技术规范(试行)》
- 苏州国有土地上房屋征收估价技术规范
- 24芯光缆楼道分纤箱技术规范书
- pcb制程能力技术规范.doc