


- 1.40 MB
- 9页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
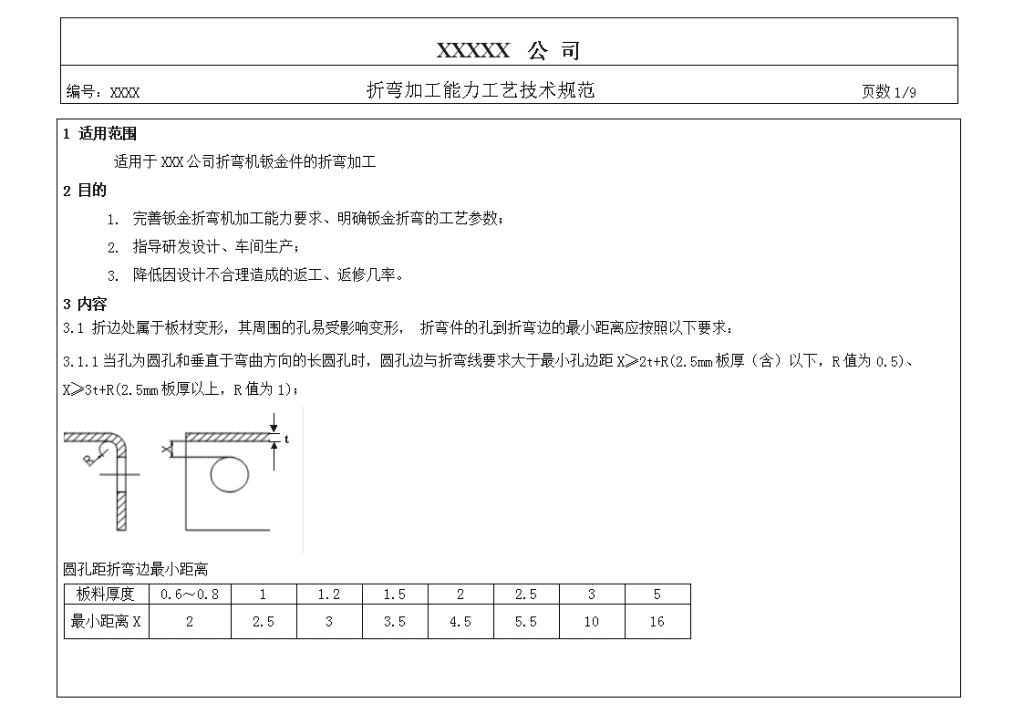
'XXXXX公司编号:XXXX折弯加工能力工艺技术规范页数9/91适用范围适用于XXX公司折弯机钣金件的折弯加工2目的1.完善钣金折弯机加工能力要求、明确钣金折弯的工艺参数;2.指导研发设计、车间生产;3.降低因设计不合理造成的返工、返修几率。3内容3.1折边处属于板材变形,其周围的孔易受影响变形,折弯件的孔到折弯边的最小距离应按照以下要求:3.1.1当孔为圆孔和垂直于弯曲方向的长圆孔时,圆孔边与折弯线要求大于最小孔边距X≥2t+R(2.5mm板厚(含)以下,R值为0.5)、X≥3t+R(2.5mm板厚以上,R值为1);t圆孔距折弯边最小距离板料厚度0.6~0.811.21.522.535最小距离X22.533.54.55.51016
XXXXX公司编号:XXXX折弯加工能力工艺技术规范页数9/9当孔为方孔和平行于弯曲方向的长圆孔时,长圆孔距折弯边最小距离L<2626~50>50最小距离X2t+R2.5t+R3t+R3.2折弯加工工艺3.2.1说明:厂内所拥有的折床以及折弯模具可达到的折弯加工尺寸范围:最大可折出500mm折边(如是盒形,另两边不可大于150mm,如大于150,则需要在设计时进行结构拆分),最小可折出5mm折边(T0.4~1.0mm)。在设计的时候要注意所绘的尺寸必须在以下图表的尺寸范围内,否则会造成折弯交涉,导致加工变形或难以加工。盒形结构
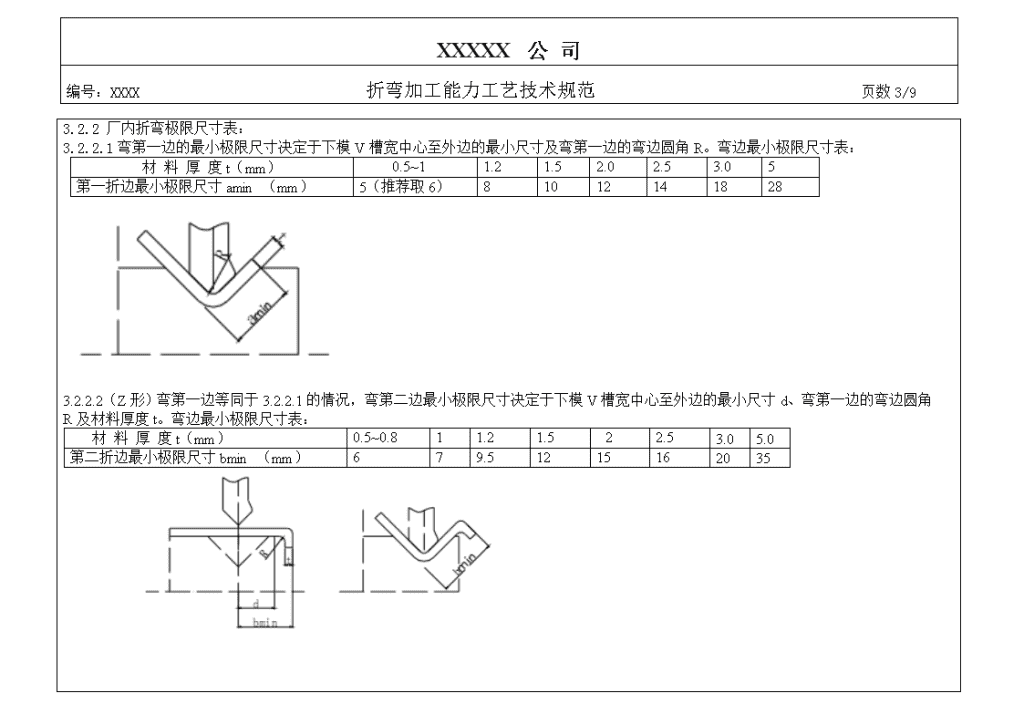
XXXXX公司编号:XXXX折弯加工能力工艺技术规范页数9/93.2.2厂内折弯极限尺寸表:3.2.2.1弯第一边的最小极限尺寸决定于下模V槽宽中心至外边的最小尺寸及弯第一边的弯边圆角R。弯边最小极限尺寸表:材料厚度t(mm)0.5~11.21.52.02.53.05第一折边最小极限尺寸amin(mm)5(推荐取6)810121418283.2.2.2(Z形)弯第一边等同于3.2.2.1的情况,弯第二边最小极限尺寸决定于下模V槽宽中心至外边的最小尺寸d、弯第一边的弯边圆角R及材料厚度t。弯边最小极限尺寸表:材料厚度t(mm)0.5~0.811.21.522.53.05.0第二折边最小极限尺寸bmin(mm)679.51215162035
XXXXX公司编号:XXXX折弯加工能力工艺技术规范页数9/93.2.2.3(U形)弯第一边等同于3.2.2.1的情况,弯第二边,其极限尺寸决定于凸模的几何形状、凹模槽宽V和第二边的弯边尺寸。折弯模实用效果图(表图为1:1CAD图档)对于不同的模具其加工能力都不一样,附上厂内常用的折弯上模,设计零件时,可以直接套用上图折弯模实用效果图进行模拟,较复杂结构可咨询工艺或试制。
XXXXX公司编号:XXXX折弯加工能力工艺技术规范页数9/93.2.3厂内常规折弯最小折边极限表:板厚0.4-1.0mm板厚1.2mm
XXXXX公司编号:XXXX折弯加工能力工艺技术规范页数9/9板厚1.5mm板厚2.0mm
XXXXX公司编号:XXXX折弯加工能力工艺技术规范页数9/9板厚2.5mm板厚3.0mm
XXXXX公司编号:XXXX折弯加工能力工艺技术规范页数9/9板厚5.0mm3.2.4水盆导水线:由于折弯设备加工能力限制,水盆折导水线必须满足以下要求:①、水盆长度L≤3400mm,宽度W≤1400mm;②≥2mm板厚水盆,折导水线后比较平直,导水线效果不明显,不推荐大于2mm板厚折导水线。3.3折弯计算〔公司标准〕3.3.1当折弯角度为90º的自由折弯时,不锈钢板及铜板折弯计算相同,如下表:板厚Tmm0.50.811.21.522.535折弯扣除Q0.81.51.822.53.54.559
XXXXX公司编号:XXXX折弯加工能力工艺技术规范页数9/9展开的长度为:L=L1+L2-QL1、L2为外尺寸3.3.2当锐角折弯(1≤δ<90º)时,不锈钢板及铜板折弯计算相同,如下:展开系数计算式如下:K=0.4txδ/90°故展开计算式为:L=L1+L2+KL为展开长度L1、L2为直段尺寸K为展开系数3.3.3当钝角折弯(90º<β<180º)时,不锈钢板及铜板折弯计算相同,如下:展开计算式为:L=L1+L2-Q*(180-β)º/90º+SL为展开长度L1、L2为外尺寸Q为折弯扣除S=0.4展开补尝尺寸本规范自发布之日起正式执行,请研发、生产、品管知悉。签发发出部门:工艺部提出人:XXX审批人:XXX日期:XX-XX-XX抄送:XX、XX、XX主送:XX、XX、XX'
您可能关注的文档
- 河北建投任丘热电厂热控成套设备技术规范书
- 河南豫联二期 工程dcs技术规范
- 消防工程招标技术规范
- 消防改造控制系统技术规范
- 热电厂仪表技术规范书
- 进口252(245)~550kv交流高压断路器和隔离开关技术规范
- 给水泵汽轮机技术规范书428
- 除氧器技术规范书投标书
- 钢铁冶炼企业职业健康管理技术规范39-2011hb
- 《速熔型sbs改性沥青混凝土施工技术规范》
- 一级标准物质技术规范(jjg1006-94)
- 长短信拆分技术规范书
- 全国艾滋病检测技术规范
- 产前超声检查技术规范与报告书写
- 中医药健康管理技术规范
- 云南行政机关规范性文件制定技术规范
- 北京三秋农机作业技术规范
- 025样板、卡规校准技术规范