

- 99.50 KB
- 10页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
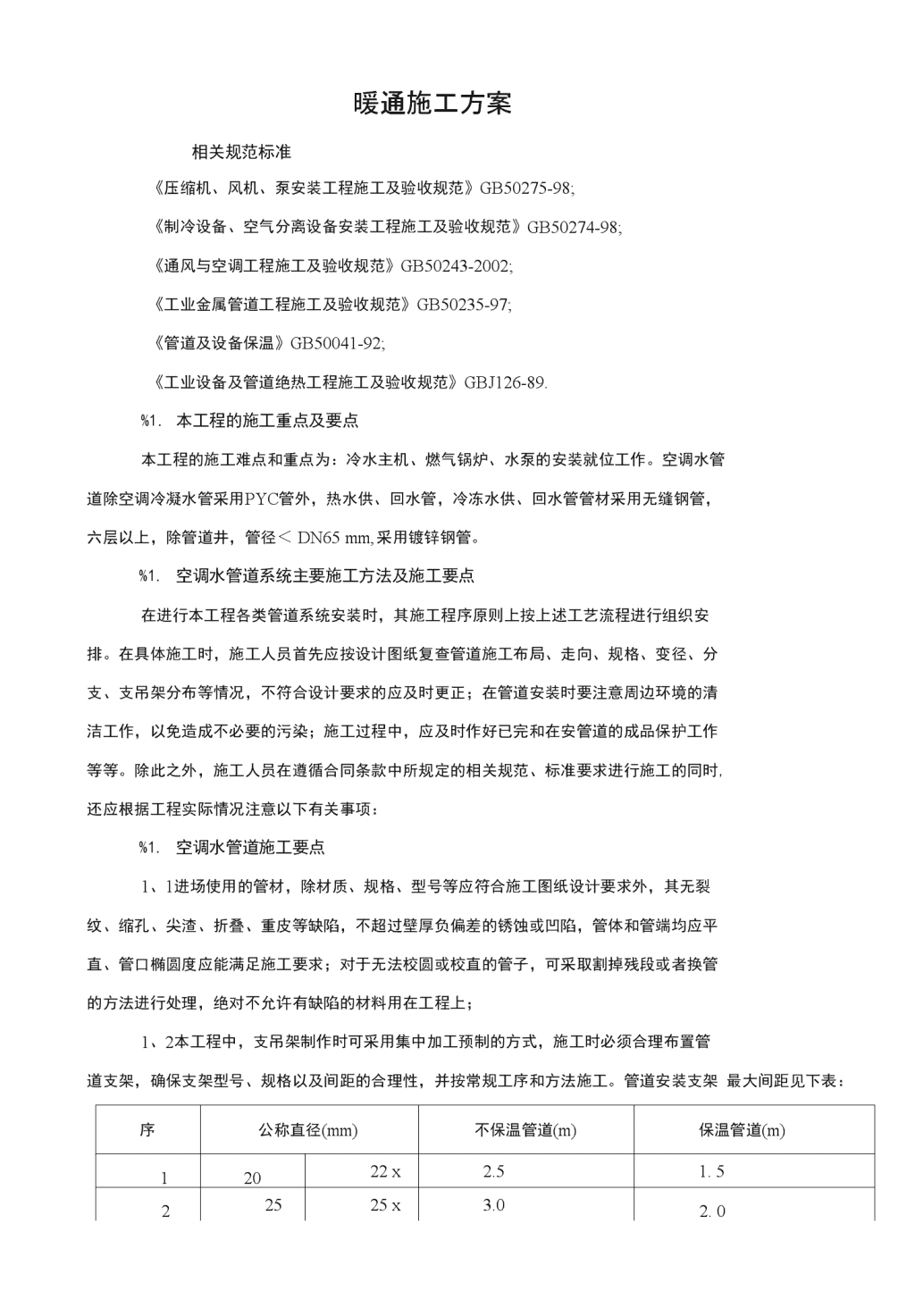
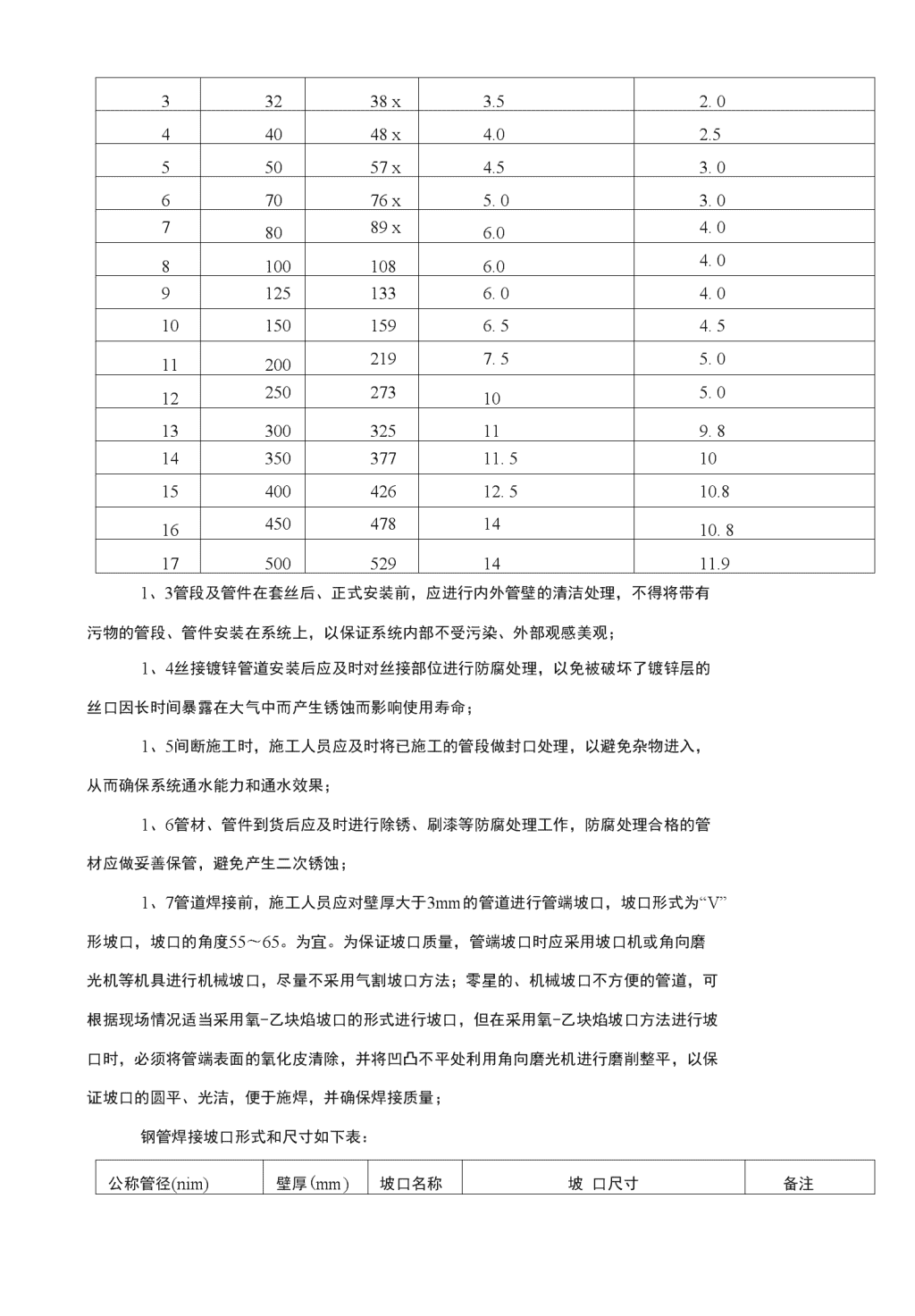
'暖通施工方案相关规范标准《压缩机、风机、泵安装工程施工及验收规范》GB50275-98;《制冷设备、空气分离设备安装工程施工及验收规范》GB50274-98;《通风与空调工程施工及验收规范》GB50243-2002;《工业金属管道工程施工及验收规范》GB50235-97;《管道及设备保温》GB50041-92;《工业设备及管道绝热工程施工及验收规范》GBJ126-89.%1.本工程的施工重点及要点本工程的施工难点和重点为:冷水主机、燃气锅炉、水泵的安装就位工作。空调水管道除空调冷凝水管采用PYC管外,热水供、回水管,冷冻水供、回水管管材采用无缝钢管,六层以上,除管道井,管径<DN65mm,采用镀锌钢管。%1.空调水管道系统主要施工方法及施工要点在进行本工程各类管道系统安装时,其施工程序原则上按上述工艺流程进行组织安排。在具体施工时,施工人员首先应按设计图纸复查管道施工布局、走向、规格、变径、分支、支吊架分布等情况,不符合设计要求的应及时更正;在管道安装时要注意周边环境的清洁工作,以免造成不必要的污染;施工过程中,应及时作好已完和在安管道的成品保护工作等等。除此之外,施工人员在遵循合同条款中所规定的相关规范、标准要求进行施工的同时,还应根据工程实际情况注意以下有关事项:%1.空调水管道施工要点1、1进场使用的管材,除材质、规格、型号等应符合施工图纸设计要求外,其无裂纹、缩孔、尖渣、折叠、重皮等缺陷,不超过壁厚负偏差的锈蚀或凹陷,管体和管端均应平直、管口椭圆度应能满足施工要求;对于无法校圆或校直的管子,可采取割掉残段或者换管的方法进行处理,绝对不允许有缺陷的材料用在工程上;1、2本工程中,支吊架制作时可采用集中加工预制的方式,施工时必须合理布置管道支架,确保支架型号、规格以及间距的合理性,并按常规工序和方法施工。管道安装支架最大间距见下表:序公称直径(mm)不保温管道(m)保温管道(m)12022x2.51.522525x3.02.0
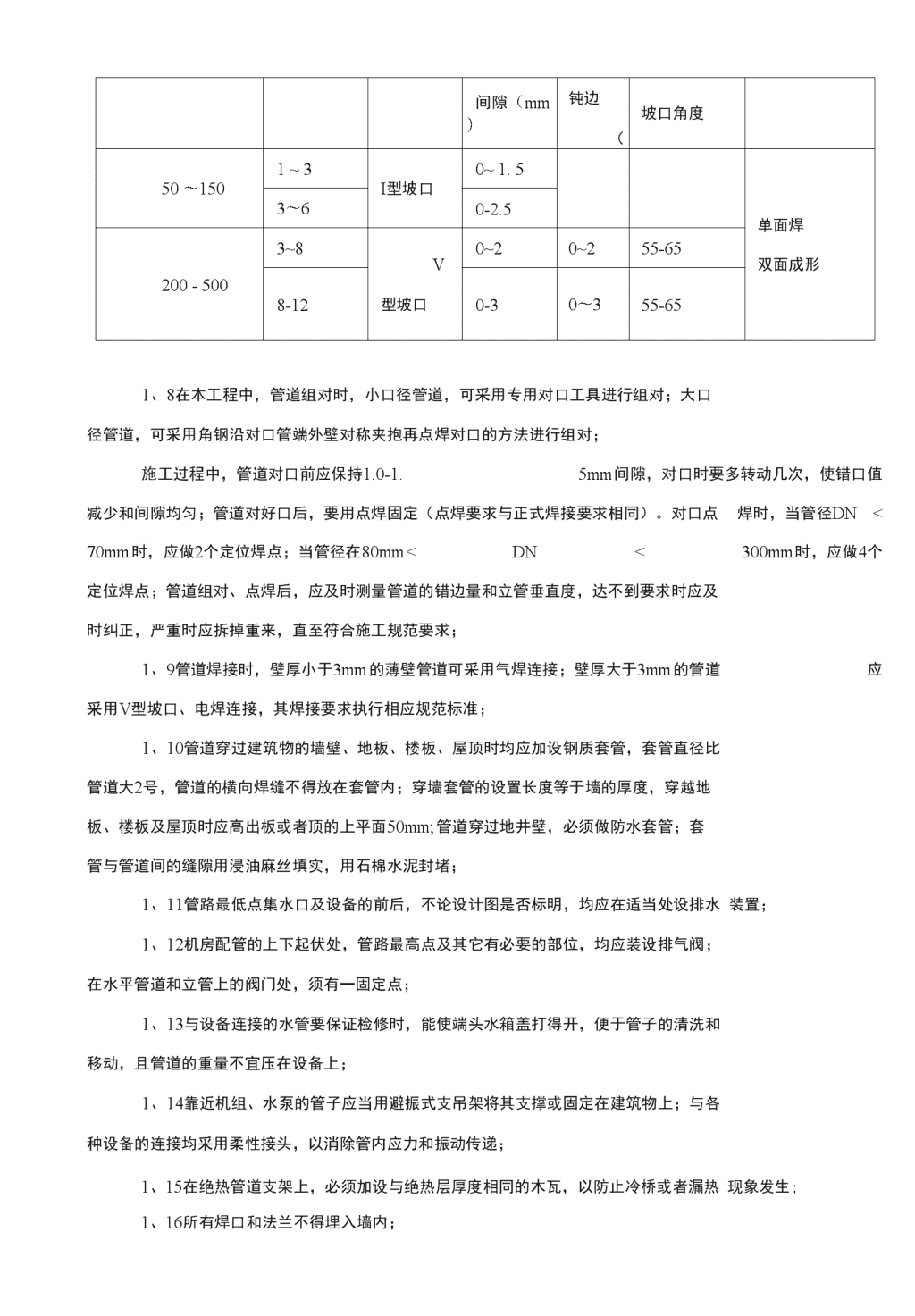
33238x3.52.044048x4.02.555057x4.53.067076x5.03.078089x6.04.081001086.04.091251336.04.0101501596.54.5112002197.55.012250273105.013300325119.81435037711.5101540042612.510.8164504781410.8175005291411.91、3管段及管件在套丝后、正式安装前,应进行内外管壁的清洁处理,不得将带有污物的管段、管件安装在系统上,以保证系统内部不受污染、外部观感美观;1、4丝接镀锌管道安装后应及时对丝接部位进行防腐处理,以免被破坏了镀锌层的丝口因长时间暴露在大气中而产生锈蚀而影响使用寿命;1、5间断施工时,施工人员应及时将已施工的管段做封口处理,以避免杂物进入,从而确保系统通水能力和通水效果;1、6管材、管件到货后应及时进行除锈、刷漆等防腐处理工作,防腐处理合格的管材应做妥善保管,避免产生二次锈蚀;1、7管道焊接前,施工人员应对壁厚大于3mm的管道进行管端坡口,坡口形式为“V”形坡口,坡口的角度55〜65。为宜。为保证坡口质量,管端坡口时应采用坡口机或角向磨光机等机具进行机械坡口,尽量不采用气割坡口方法;零星的、机械坡口不方便的管道,可根据现场情况适当采用氧-乙块焰坡口的形式进行坡口,但在采用氧-乙块焰坡口方法进行坡口时,必须将管端表面的氧化皮清除,并将凹凸不平处利用角向磨光机进行磨削整平,以保证坡口的圆平、光洁,便于施焊,并确保焊接质量;钢管焊接坡口形式和尺寸如下表:公称管径(nim)壁厚(mm)坡口名称坡口尺寸备注
间隙(mm)钝边(坡口角度50〜1501~3I型坡口0~1.5单面焊双面成形3〜60-2.5200-5003~8V型坡口0~20~255-658-120-30〜355-651、8在本工程中,管道组对时,小口径管道,可采用专用对口工具进行组对;大口径管道,可采用角钢沿对口管端外壁对称夹抱再点焊对口的方法进行组对;施工过程中,管道对口前应保持1.0-1.5mm间隙,对口时要多转动几次,使错口值减少和间隙均匀;管道对好口后,要用点焊固定(点焊要求与正式焊接要求相同)。对口点焊时,当管径DN<70mm时,应做2个定位焊点;当管径在80mm
您可能关注的文档
- 北京朝阳医院暖通施工方案
- 给排水暖通施工方案(草桥小区北区商品住宅B区北5#楼长城杯样本)
- 主厂房暖通施工方案
- 室内给排水暖通施工方案
- 给排水、暖通施工方案
- 主厂房暖通施工方案6部分
- 机场航站楼暖通施工方案培训讲义.docx
- 水电暖通施工方案
- 金丽大厦暖通施工方案.docx
- 某楼暖通施工方案.doc
- 天津万达酒店暖通施工方案.doc
- 广源天际暖通施工方案_secret.doc
- 室内给排水暖通施工方案.doc
- 工程方案_丈八街道给排水暖通施工方案--批注 版2(定稿).doc
- 南京某体育场暖通施工方案(水环热泵中央空调).pdf
- 某小区水电暖通施工方案.doc
- 水电暖通施工方案.doc
- 半导体暖通施工方案.doc
相关文档
-
 关注微信公众号售出明细实时看
关注微信公众号售出明细实时看