


- 910.90 KB
- 11页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'广东吉熙安电缆附件有限公司(原广东长园电缆附件有限公司)64/110kV交联聚乙烯绝缘电力电缆整体预制中间接头22240mm-1600mm安装说明书0.GCA.466.087编制审核批准日期2010.8
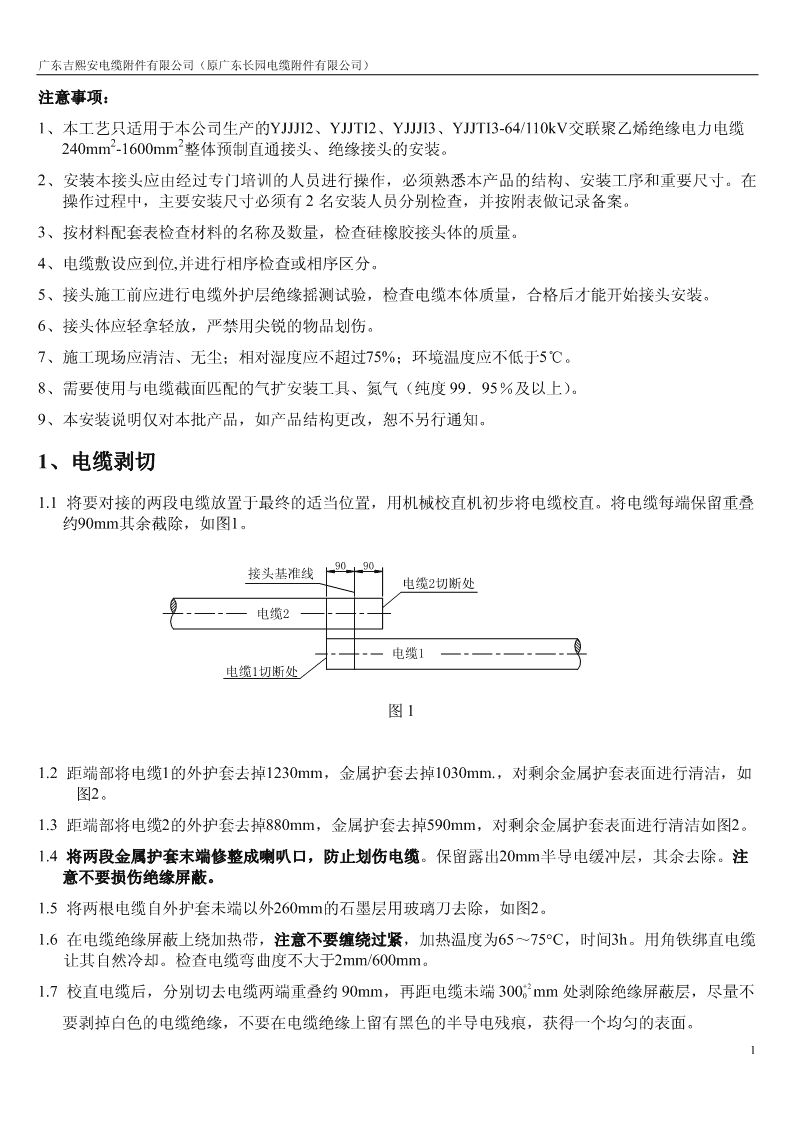
广东吉熙安电缆附件有限公司(原广东长园电缆附件有限公司)注意事项:1、本工艺只适用于本公司生产的YJJJI2、YJJTI2、YJJJI3、YJJTI3-64/110kV交联聚乙烯绝缘电力电缆22240mm-1600mm整体预制直通接头、绝缘接头的安装。2、安装本接头应由经过专门培训的人员进行操作,必须熟悉本产品的结构、安装工序和重要尺寸。在操作过程中,主要安装尺寸必须有2名安装人员分别检查,并按附表做记录备案。3、按材料配套表检查材料的名称及数量,检查硅橡胶接头体的质量。4、电缆敷设应到位,并进行相序检查或相序区分。5、接头施工前应进行电缆外护层绝缘摇测试验,检查电缆本体质量,合格后才能开始接头安装。6、接头体应轻拿轻放,严禁用尖锐的物品划伤。7、施工现场应清洁、无尘;相对湿度应不超过75%;环境温度应不低于5℃。8、需要使用与电缆截面匹配的气扩安装工具、氮气(纯度99.95%及以上)。9、本安装说明仅对本批产品,如产品结构更改,恕不另行通知。1、电缆剥切1.1将要对接的两段电缆放置于最终的适当位置,用机械校直机初步将电缆校直。将电缆每端保留重叠约90mm其余截除,如图1。9090接头基准线电缆2切断处电缆2电缆1电缆1切断处图11.2距端部将电缆1的外护套去掉1230mm,金属护套去掉1030mm.,对剩余金属护套表面进行清洁,如图2。1.3距端部将电缆2的外护套去掉880mm,金属护套去掉590mm,对剩余金属护套表面进行清洁如图2。1.4将两段金属护套末端修整成喇叭口,防止划伤电缆。保留露出20mm半导电缓冲层,其余去除。注意不要损伤绝缘屏蔽。1.5将两根电缆自外护套未端以外260mm的石墨层用玻璃刀去除,如图2。1.6在电缆绝缘屏蔽上绕加热带,注意不要缠绕过紧,加热温度为65~75°C,时间3h。用角铁绑直电缆让其自然冷却。检查电缆弯曲度不大于2mm/600mm。+21.7校直电缆后,分别切去电缆两端重叠约90mm,再距电缆未端3000mm处剥除绝缘屏蔽层,尽量不要剥掉白色的电缆绝缘,不要在电缆绝缘上留有黑色的半导电残痕,获得一个均匀的表面。1
广东吉熙安电缆附件有限公司(原广东长园电缆附件有限公司)260880刮除该段590石墨导电层电缆2209012302601030刮除该段石墨导电层9020电缆1图21.8距端部83mm处切除绝缘层,勿损伤电缆线芯,将电缆绝缘端部倒角。用PVC带绕包线芯端部。如图3所示。电缆22×45°83+2-0+2114026020300-0940刮除该段500300+2石墨导电层-020260790刮除该段+2石墨导电层83-02×45°电缆1图32、绝缘及绝缘屏蔽的处理2.1绝缘屏蔽表面处理:在电缆绝缘屏蔽未端加工成长度35-50mm的斜坡,注意绝缘屏蔽端部应与电缆轴线垂直、平整,不准用绝缘剥削刀,只能使用玻璃片或专用刨刀小心刮削,并用砂带打磨斜坡使其与绝缘层光滑过渡,不允许有凹坑、台阶或毛刺。2.2电缆绝缘表面处理:分别用240#和400#砂带将电缆绝缘层打磨(不允许打磨到半导电层上)抛光,应精细打磨,要求光亮平滑。严禁用打磨过半导电层的砂带再打磨绝缘层,如图4所示。打磨段2×45°35-50Ⅰ<2.5+2+2833000200500半导电层切口处理尺寸图42
广东吉熙安电缆附件有限公司(原广东长园电缆附件有限公司)2.3用游标卡尺以大约50mm的间距至少检查五处直径,如图5,每一处都应在水平和垂直方向进行两次测量,保证电缆绝缘的实际尺寸与产品内径(见产品合格证)之差在8mm-16mm之间。为确保电缆绝缘的圆整度,两方向测量的结果之差应小于0.5mm.。电缆绝缘表面应平整,不允许凹凸不平。505050505012345测量点外半导电屏蔽层电缆绝缘图52.4作定位标记:从电缆外半导电屏蔽层端口各量取65mm做标记,如图6所示。2.5用清洁巾把两根电缆由绝缘层向半导电层方向(切不可反向)擦抹干净并绕包保鲜膜,以防止污物微粒污染绝缘层。如图6所示。保鲜膜电缆2标记线标记线电缆1(长端)6530030065清洁段清洁段标记线图63、绝缘铜壳等部件套入电缆3.1再次核对尺寸,确认无误后在电缆1套入Φ270×500、Φ170×1000两根热缩管、长绝缘铜壳。在电缆2上套一根Φ170×500热缩管、短绝缘铜壳,并确认O型密封圈已装入短绝缘铜壳的密封槽内。热缩管短绝缘铜壳密封圈φ170×500电缆2长绝缘铜壳热缩管热缩管φ270×500φ170×1000电缆1(长端)图73
广东吉熙安电缆附件有限公司(原广东长园电缆附件有限公司)4、套入接头体4.1再次核对尺寸。强光下,检查接头体内表面及电缆绝缘层表面,应无可见杂质、划痕及凹凸不平等缺陷,确认无误后用无水乙醇清洁电缆绝缘层表面,应从电缆绝缘处开始往两端清洁,清洁巾不准用第二遍!!以免(半)导电微粒带到电缆绝缘上!4.2热风吹干后。戴上手套,将润滑剂均匀涂抹在电缆1的绝缘层及绝缘屏蔽表面。4.3安装气扩工具:在接头体黑色端安装气扩工具,借助塑料棒将润滑剂均匀涂抹在接头体的内表面4.4将接头体套入电缆1(安装扩张工具侧先套入),至电缆1导体完全露出。用保鲜膜将接头体临时包好以防止污染。5、压接连接管5.1在电缆绝缘层表面绕包临时保护膜以防止金属屑等掉落到电缆绝缘表面上。5.2将两段电缆的导体表面用#240砂带打磨以清除氧化膜,清洁后套上连接管,确定连接管在中心位置,用六角压模按压接顺序压接连接管,每次两边分别压接后检查尺寸L,其值在180±1mm之间,如图8。用锉刀锉掉连接管上的锐边毛刺并清理干净。六角压模对角线尺寸D如图9,建议用60T-100T压接钳。标记线L电缆2电缆1(长端)L/2整体预制硅橡胶绝缘件连接管压接中心图8D压模截面2403004005006308001000120014001600D(mm)28323540445258637275连接管图96、安装屏蔽罩6.1用铜网绕包连接管,绕至其外径能与屏蔽罩内壁紧密接触。6.2把两块屏蔽罩扣在已绕包好的铜网上,注意:屏蔽罩外径与电缆绝缘直径相差不超过2mm。6.3去掉临时包绕的保护膜,把电缆2的绝缘表面清理干净之后,在屏蔽罩的外表面与电缆2的绝缘及绝缘屏蔽表面涂上一层润滑剂。4
广东吉熙安电缆附件有限公司(原广东长园电缆附件有限公司)7、接头体复位7.1用气扩方法将接头体端部移至定位标记线,拆除充气工具,将接头体推到两端与标记线距离大约相等的位置,用手左右转动接头体以便消除安装应力。接头体就位后其两端与标记线的距离差值应为0mm~2mm。标记线标记线电缆2电缆1(长端)整体预制硅橡胶绝缘件图107.2用排气工具将接头体内的气体排出。8、整体预制绝缘件外屏蔽处理在接头体两端用半导电带绕包宽20mm外径与接头体端部外径相等的台阶,用于接头体的定位。A绝缘接头外屏蔽处理:8.1从电缆2的金属护套一端绕包自粘橡胶半导电带(50mm宽)2层到接头体第一个台阶并填平,再从电缆1的金属护套一端绕包自粘橡胶半导电带(50mm宽)2层到接头体屏蔽层上,如图11所示。(注:从一端半叠盖绕包至另一端为1层)未喷半导电端(红色)半导电带台阶第一个台阶电缆2电缆1(长端)整体预制硅橡胶绝缘件图118.2从电缆1的金属护套开始半叠绕包1层铜网带到接头体屏蔽层,注意绕包到如图12a尺寸,铜网覆盖在半导电带上,不与接头体橡胶接触(在金属护套上留出一小段铜网带,等到封铅时一起焊牢)。8.3从电缆2的金属护套一端开始半叠绕包1层铜网带到接头体未喷半导电端(红色端)第一个台阶(在金属护套上留出一小段铜网带,等到封铅时一起焊牢)。未喷半导电端(红色)铜网带第一个台阶电缆2电缆1整体预制硅橡胶绝缘件图125
广东吉熙安电缆附件有限公司(原广东长园电缆附件有限公司)8.4清洁接头体未喷半导电端(红色端),热风吹干后,在接头体外红色部份包4层绝缘带,从电缆2的金属护套开始半叠绕包2层自粘橡胶绝缘带(50mm宽)经接头体到电缆1的金属护套,最后从电缆1到电缆2绕包1层PVC带,如图13所示。未喷半导电端(红色)整体预制硅橡胶绝缘件20图12a半叠绕包自粘性绝缘带2层、PVC带1层电缆2电缆1整体预制硅橡胶绝缘件图13B直通接头外屏蔽处理:8.5在接头体的两端绕半导电带到第一个台阶并填平,在从电缆1的金属护套开始半叠绕包自粘橡胶半导电带2层到电缆2的金属护套层上。半叠绕包半导电带2层、铜网带1层、自粘性绝缘带2层、PVC带1层半导电带台阶电缆2电缆1整体预制硅橡胶绝缘件图148.6从电缆2的金属护套开始先绕1层铜网带经接头体到电缆1的金属护套(将铜网带两端各延伸到金属护套处,等到封铅时一起焊牢)。在铜网上包2层自粘橡胶绝缘带及1层PVC带。如图14所示。9、绝缘铜壳处理9.1再次检查无误后,将两端铜保护壳就位,注意两绝缘铜壳尾端与电缆铝护套重叠的部分至少70mm,用清洁纸清洁铜壳的接触法兰面,预涂薄层导电膏再用棉布擦拭,以除去氧化层,最后在接触法兰面涂上一层导电膏。在铜壳的将硅脂涂在密封槽内及密封圈上,把密封圈放入密封槽内,用M8×10螺钉10个把绝缘铜壳长端及短端紧固在一起装配好。6
广东吉熙安电缆附件有限公司(原广东长园电缆附件有限公司)9.2将绝缘铜壳两尾端与金属护套之间加入铅垫条之后搪铅封焊,在绝缘铜壳与电缆外护套间绕包防水绝缘带,将铝护套波谷填平,在绝缘铜壳、外护套上至少50mm。如图15。热缩管铅垫条铅封防水带、PVC带绕包50图159.3将热缩管(Φ170×500)及(Φ170×1000)套到绝缘铜壳两端上(最小搭接100mm),加热使其收缩。9.4用防水密封胶及防水绝缘带将绝缘铜壳连接处绕包密封,再将热缩管(Φ270×500)套在此处,加热使其收缩。9.5在所有热缩管两端口处绕包防水绝缘带和宽PVC带。10、同轴电缆及连接线的连接A绝缘接头:10.1将同轴电缆内外芯分开,外芯用自粘橡胶绝缘带来回绕包3层,用镀锡铜连接管将内、外线芯分别与短绝缘铜壳上的圆柱棒压接后,(光杆圆柱棒与短铜壳连通,有条纹的圆柱棒与长铜壳连通)从同轴电缆外套向铜壳圆柱棒绕包至少4层自粘橡胶绝缘带、2层防水绝缘带、1层PVC胶粘带。23101680238电缆2电缆12721561234567891011121314156161718264/110kV绝缘接头安装图1、电缆外护套2、防水绝缘带、PVC带半叠绕包23、同轴电缆4、玻璃钢外5、金属护套层壳6、热缩管7、缓冲阻水层8、半导电屏蔽层9、电缆绝缘10、电缆导体11、硅橡胶预制主体12、自粘橡胶半13、铜网14、自粘橡胶绝15、铜壳16、AB胶17、铅垫条导电带缘带、PVC带18、铜扎线B直通接头:10.2直通不接地:在接地电缆套入φ50x250热缩管,用镀锡铜连接管把连接线两端线芯分别与短绝缘铜壳上的两根圆柱棒压接好,连接处至少绕包4层自粘橡胶绝缘带、2层防水绝缘带、1层PVC胶粘带,7
广东吉熙安电缆附件有限公司(原广东长园电缆附件有限公司)收缩φ35×250热缩管。10.3直通接地:直通接头保护或直接接地。用镀锡铜连接管把两条连接线两端线芯分别与短绝缘铜壳上的两根圆柱棒压接好(使用现场一段接地电缆),两条连接线另一端压接线耳,接地电缆压接线耳,将三个接地线耳用M12*35不锈钢外六角螺栓连接拧紧,连接处均绕包至少4层自粘橡胶绝缘带、2层防水绝缘带、1层PVC胶粘带,并使连接位置位于玻璃钢壳内部。23101680238电缆2电缆12721561235784691011121314156161718264/110kV直通接头安装图1、电缆外护2、防水绝缘带、PVC带半叠绕包23、玻璃钢外壳4、同轴电缆5、金属护套套层6、热缩管7、缓冲阻水层8、半导电屏蔽层9、电缆绝缘10、电缆导体11、硅橡胶预制主体12、自粘橡胶13、铜网14、自粘橡胶绝15、铜壳16、AB胶17、铅垫条半导电带缘带、PVC带18、铜扎线11、玻璃钢外壳的安装(不配玻璃钢壳的接头不进行以下步骤)11.1将玻璃钢底壳放入绝缘铜壳底部,在玻璃钢底壳的接合面放置橡胶垫,盖上玻璃钢顶壳(如果安装的是绝缘接头则要把同轴电缆从玻璃钢顶壳上部的同轴电缆出口引出;如果安装的是直通接头不接地则不需引出连接线,直通接头接地需要引出接地线),上紧玻璃钢外壳的螺母。11.2在玻璃钢外壳端部绕包防水绝缘带和PVC带;用防水绝缘带和PVC带将玻璃钢外壳的两个同轴电缆引出口封好,防止灌注混合液时渗漏。11.3按2:1(B:A)的比例将B液倒入A液中,均匀搅拌后将混合液从玻璃钢外壳的浇注口灌入,直至两浇注口的液面同一水平位置为止,然后盖上浇注口护盖,静置。※浇注混合液时要注意:混合液在固化前,严禁与水接触!8
广东吉熙安电缆附件有限公司(原广东长园电缆附件有限公司)广东吉熙安电缆附件有限公司110kV中间接头安装记录表用户温度产品型号规格湿度地址施工施工人员线路名称地点工井号施工日期接头体编号A相B相C相电缆厂家电缆型号电缆线芯直径电缆绝缘直径是否进水及损伤主绝缘检验外护套检验电缆剥切尺寸R3R2电缆2(短端)R1L1L2电缆1(长端)L3实测值(mm)检查项目标准值(mm)A相B相C相L183(0,+2)L2300(0,+2)L3790(-5,+5)R183(0,+2)R2300(0,+2)R31140(-5,+5)打磨后绝缘外径过盈不小于8mm搪铅是否光滑密实连接处包至少4层绝缘带、2接地电缆连接层防水带、1层PVC带负责人:日期:'
您可能关注的文档
- 浅析水电站门式起重机的安装工艺
- “冠军”轮换新舵系安装工艺探讨
- 浅析深立井井筒装备一次成型安装工艺
- 浅析深立井井筒装备一次成型安装工艺1
- 浅析深立井井筒装备一次成型安装工艺2
- 浅析深立井井筒装备一次成型安装工艺3
- 600mw发电机组凝汽器安装工艺
- 金塘大桥东通航孔桥wd120桅杆吊安装工艺
- 金塘大桥东通航孔桥wd12o桅杆吊安装工艺
- 互感器用波纹片式金属膨胀器注油和安装工艺的改进
- 大型火电厂管道安装工艺探索
- 座浆法垫铁安装工艺在12mw汽轮机安装中应用
- ug-26 0/5.3-m型锅炉安装工艺
- 云南红河马堵山水电站100mw水轮发电机组安装工艺
- 大型风电用bt轴承安装工艺优化
- 武广铁路客运专线隧道内通信设备安装工艺与其光纤应用创新设计
- 水轮发电机安装工艺学
- 自承式蝶形光缆架空铺设锚接安装工艺施工规范