


- 285.18 KB
- 4页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
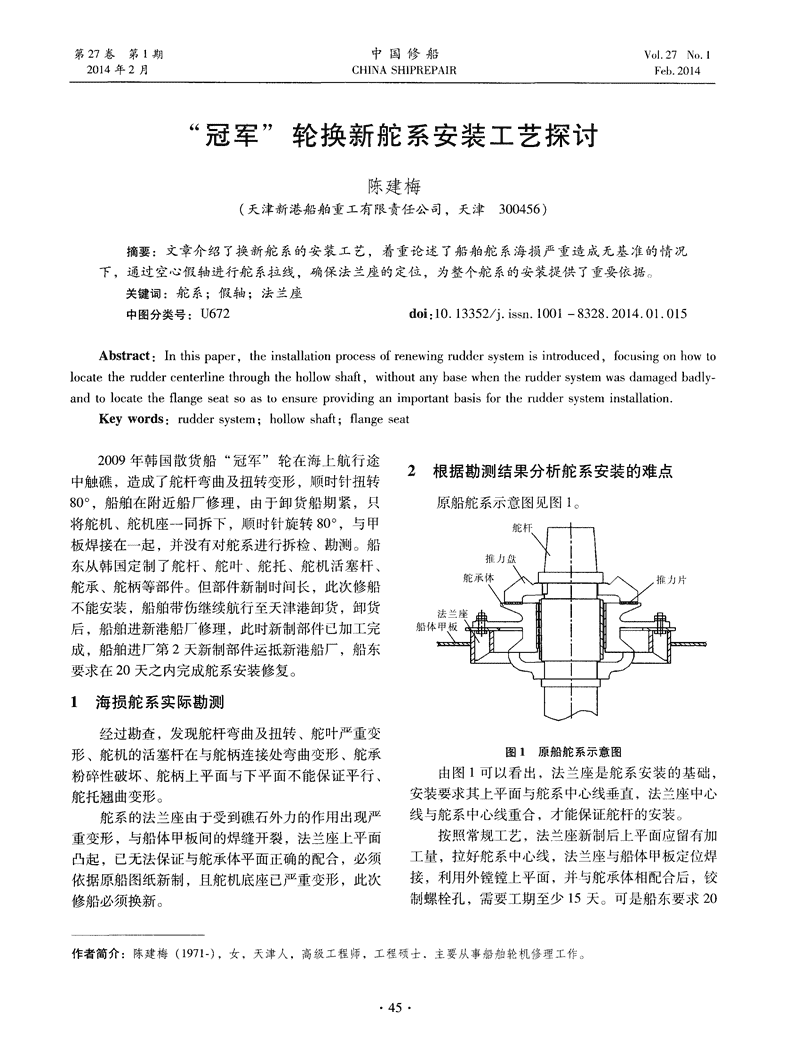
'第27卷第1期中国修船VoJ.27No.12014年2月CHINASHIPREPAlRFeb.2O14“冠军"轮换新舵系安装工艺探讨陈建梅(天津新港船舶重工有限责任公司,天津300456)摘要:文章介绍了换新舵系的安装工艺,着重论述了船舶舵系海损严重造成无基准的情况下,通过空心假轴进行舵系拉线,确保法兰座的定位,为整个舵系的安装提供了重要依据。关键词:舵系;假轴;法兰座中图分类号:U672doi:10.13352/j.issn.1001—8328.2014.O1.015Abstract:Inthispaper,theinstallationprocessoi‘renewingruddersystemisintroduced,focusingonhowtolocatetheruddercenterlinethroughthehollowshaft,withoutanybasewhentheruddersystemwasdamagedbadlY—andtolocatetheflangeseatSOastoensureprovidinganimportantbasisfortheruddersysteminstallation.Keywords:ruddersystem;hollowshaft;flangeseat2009年韩国散货船“冠军”轮在海上航行途2根据勘测结果分析舵系安装的难点中触礁,造成了舵杆弯曲及扭转变形,顺时针扭转80。,船舶在附近船厂修理,由于卸货船期紧,只原船舵系示意图见图1。将舵机、舵机座一同拆下,顺时针旋转80。,与甲板焊接在一起,并没有对舵系进行拆检、勘测。船东从韩国定制了舵杆、舵叶、舵托、舵机活塞杆、舵承、舵柄等部件。但部件新制时间长,此次修船不能安装,船舶带伤继续航行至天津港卸货,卸货后,船舶进新港船厂修理,此时新制部件已加工完船体成,船舶进厂第2天新制部件运抵新港船厂,船东要求在2O天之内完成舵系安装修复。1海损舵系实际勘测经过勘查,发现舵杆弯曲及扭转、舵叶严重变形、舵机的活塞杆在与舵柄连接处弯曲变形、舵承图1原船舵系示意图粉碎性破坏、舵柄上平面与下平面不能保证平行、由图1可以看出,法兰座是舵系安装的基础,舵托翘曲变形。安装要求其上平面与舵系中心线垂直,法兰座中心舵系的法兰座由于受到礁石外力的作用出现严线与舵系中心线重合,才能保证舵杆的安装。重变形,与船体甲板间的焊缝开裂,法兰座上平面按照常规工艺,法兰座新制后上平面应留有加凸起,已无法保证与舵承体平面正确的配合,必须工量,拉好舵系中心线,法兰座与船体甲板定位焊依据原船图纸新制,且舵机底座已严重变形,此次接,利用外镗镗上平面,并与舵承体相配合后,铰修船必须换新。制螺栓孔,需要工期至少l5天。可是船东要求20作者简介:陈建梅(1971一),女,天津人,高级工程师,工程硕士.主要从事船舶轮机修理工作..·45·
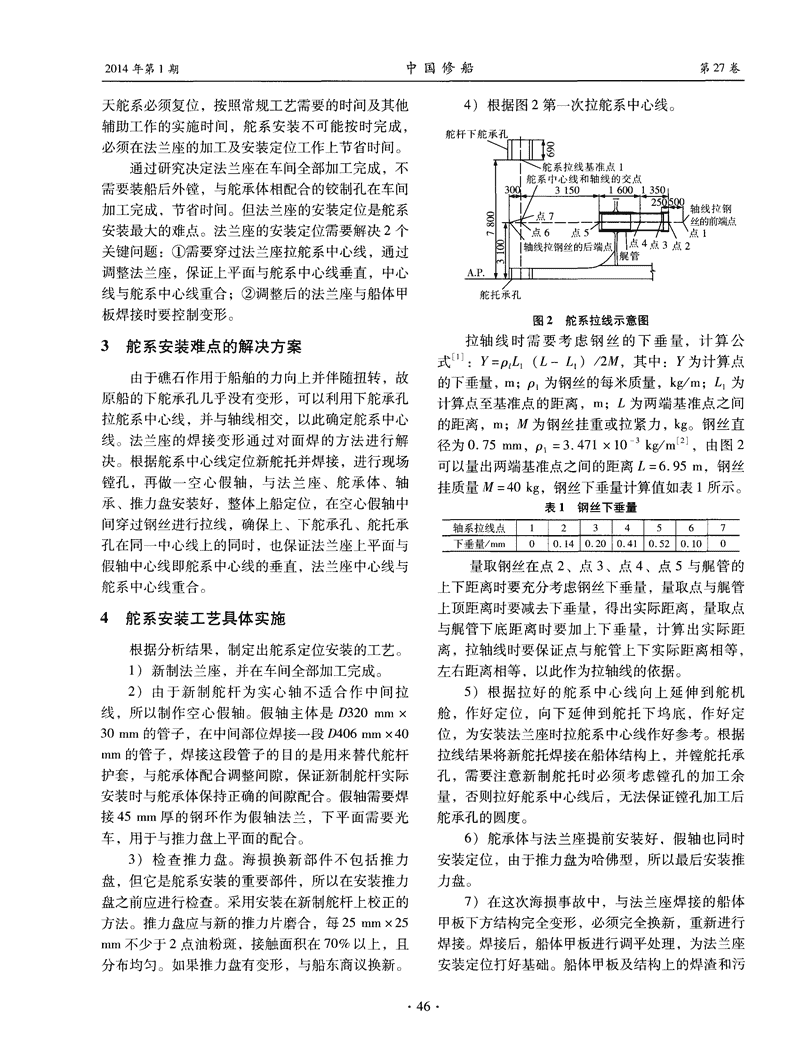
2014年第1期中国修船第27卷天舵系必须复位,按照常规工艺需要的时问及其他4)根据图2第一次拉舵系中心线。辅助工作的实施时间,舵系安装不可能按时完成,舵必须在法兰座的加工及安装定位工作上节省时间。通过研究决定法兰座在车间全部加工完成,不需要装船后外镗,与舵承体相配合的铰制孔在车间加工完成,节省时间。但法兰座的安装定位是舵系安装最大的难点。法兰座的安装定位需要解决2个关键问题:①需要穿过法兰座拉舵系中心线,通过调整法兰座,保证上平面与舵系中心线垂直,中心线与舵系中心线重合;②调整后的法兰座与船体甲板焊接时要控制变形。图2舵系拉线示意图拉轴线时需要考虑钢丝的下垂量,计算公3舵系安装难点的解决方案式:y=p£(一L。)/2M,其中:y为计算点由于礁石作用于船舶的力向上并伴随扭转,故的下垂量,m;P为钢丝的每米质量,kg/m;L为原船的下舵承孔几乎没有变形,可以利用下舵承孔计算点至基准点的距离,m;L为两端基准点之间拉舵系中心线,并与轴线相交,以此确定舵系中心的距离,m;M为钢丝挂重或拉紧力,kg。钢丝直线。法兰座的焊接变形通过对面焊的方法进行解径为0.75mm,P1=3.471X10kg/m,由图2决。根据舵系中心线定位新舵托并焊接,进行现场可以量出两端基准点之间的距离L=6.95m,钢丝镗孔,再做一空心假轴,与法兰座、舵承体、轴挂质量M=40kg,钢丝下垂量计算值如表1所示。承、推力盘安装好,整体上船定位,在空心假轴中表1钢丝下垂量间穿过钢丝进行拉线,确保上、下舵承孑L、舵托承孑L在同一中心线上的同时,也保证法兰座上平面与下垂量/mml010.1410.2010.4110.5210.1010假轴中心线即舵系中心线的垂直,法兰座中心线与量取钢丝在点2、点3、点4、点5与艉管的舵系中心线重合。上下距离时要充分考虑钢丝下垂量,量取点与艉管上顶距离时要减去下垂量,得出实际距离,量取点4舵系安装工艺具体实施与艉管下底距离时要加上下垂量,计算出实际距根据分析结果,制定出舵系定位安装的工艺。离,拉轴线时要保证点与舵管上下实际距离相等,1)新制法兰座,并在车间全部加工完成。左右距离相等,以此作为拉轴线的依据。2)由于新制舵杆为实心轴不适合作中间拉5)根据拉好的舵系中心线向上延伸到舵机线,所以制作空心假轴。假轴主体是D320mm×舱,作好定位,向下延伸到舵托下坞底,作好定30mm的管子,在中间部位焊接一段D406mm×40位,为安装法兰座时拉舵系中心线作好参考。根据toni的管子,焊接这段管子的目的是用来替代舵杆拉线结果将新舵托焊接在船体结构上,并镗舵托承护套,与舵承体配合调整间隙,保证新制舵杆实际孔,需要注意新制舵托时必须考虑镗孔的加工余安装时与舵承体保持正确的间隙配合。假轴需要焊量,否则拉好舵系中心线后,无法保证镗孔加工后接45mm厚的钢环作为假轴法兰,下平面需要光舵承孔的圆度。车,用于与推力盘上平面的配合。6)舵承体与法兰座提前安装好,假轴也同时3)检查推力盘。海损换新部件不包括推力安装定位,由于推力盘为哈佛型,所以最后安装推盘,但它是舵系安装的重要部件,所以在安装推力力盘。盘之前应进行检查。采用安装在新制舵杆上校正的7)在这次海损事故中,与法兰座焊接的船体方法。推力盘应与新的推力片磨合,每25mmX25甲板下方结构完全变形,必须完全换新,重新进行mm不少于2点油粉斑,接触面积在70%以上,且焊接。焊接后,船体甲板进行调平处理,为法兰座分布均匀。如果推力盘有变形,与船东商议换新。安装定位打好基础。船体甲板及结构上的焊渣和污·46·
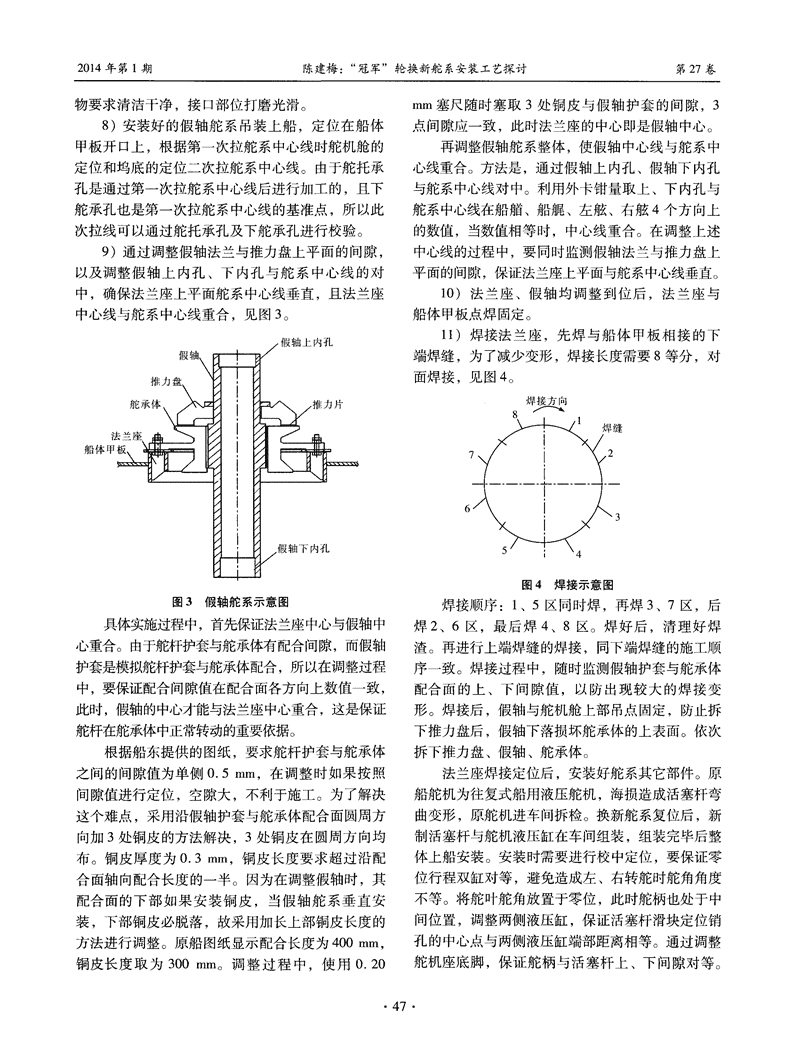
2014年第1期陈建梅:“冠军”轮换新舵系安装工艺探讨第27卷物要求清洁干净,接口部位打磨光滑。mm塞尺随时塞取3处铜皮与假轴护套的间隙,38)安装好的假轴舵系吊装上船,定位在船体点间隙应一致,此时法兰座的中心即是假轴中心。甲板开口上,根据第一次拉舵系中心线时舵机舱的再调整假轴舵系整体,使假轴中心线与舵系中定位和坞底的定位二次拉舵系中心线。由于舵托承心线重合。方法是,通过假轴上内孔、假轴下内孔孔是通过第一次拉舵系中心线后进行加工的,且下与舵系中心线对中。利用外卡钳量取上、下内孔与舵承孔也是第一次拉舵系中心线的基准点,所以此舵系中心线在船艏、船艉、左舷、右舷4个方向上次拉线可以通过舵托承孑L及下舵承孑L进行校验。的数值,当数值相等时,中心线重合。在调整上述9)通过调整假轴法兰与推力盘上平面的问隙,中心线的过程中,要同时监测假轴法兰与推力盘上以及调整假轴上内孔、下内孔与舵系中心线的对平面的间隙,保证法兰座上平面与舵系中心线垂直。中,确保法兰座上平面舵系中心线垂直,且法兰座10)法兰座、假轴均调整到位后,法兰座与中心线与舵系中心线重合,见图3。船体甲板点焊固定。11)焊接法兰座,先焊与船体甲板相接的下端焊缝,为了减少变形,焊接长度需要8等分,对面焊接,见图4。、焊缁船体z图4焊接示意图图3假轴舵系示意图焊接顺序:1、5区同时焊,再焊3、7区,后具体实施过程中,首先保证法兰座中心与假轴中焊2、6区,最后焊4、8区。焊好后,清理好焊fl,重合。由于舵杆护套与舵承体有配合间隙,而假轴渣。再进行上端焊缝的焊接,同下端焊缝的施工顺护套是模拟舵杆护套与舵承体配合,所以在调整过程序一致。焊接过程中,随时监测假轴护套与舵承体中,要保证配合间隙值在配合面各方向上数值一致,配合面的上、下间隙值,以防出现较大的焊接变此时,假轴的中心才能与法兰座中心重合,这是保证形。焊接后,假轴与舵机舱上部吊点固定,防止拆舵杆在舵承体中正常转动的重要依据。下推力盘后,假轴下落损坏舵承体的上表面。依次根据船东提供的图纸,要求舵杆护套与舵承体拆下推力盘、假轴、舵承体。之问的间隙值为单侧0.5mm,在调整时如果按照法兰座焊接定位后,安装好舵系其它部件。原间隙值进行定位,空隙大,不利于施工。为了解决船舵机为往复式船用液压舵机,海损造成活塞杆弯这个难点,采用沿假轴护套与舵承体配合面圆周方曲变形,原舵机进车间拆检。换新舵系复位后,新向加3处铜皮的方法解决,3处铜皮在圆周方向均制活塞杆与舵机液压缸在车问组装,组装完毕后整布。铜皮厚度为0.3mm,铜皮长度要求超过沿配体上船安装。安装时需要进行校中定位,要保证零合面轴向配合长度的一半。因为在调整假轴时,其位行程双缸对等,避免造成左、右转舵时舵角角度配合面的下部如果安装铜皮,当假轴舵系垂直安不等。将舵叶舵角放置于零位,此时舵柄也处于中装,下部铜皮必脱落,故采用加长上部铜皮长度的问位置,调整两侧液压缸,保证活塞杆滑块定位销方法进行调整。原船图纸显示配合长度为400mm,孔的中心点与两侧液压缸端部距离相等。通过调整铜皮长度取为300mm。调整过程中,使用0.20舵机座底脚,保证舵柄与活塞杆上、下间隙对等。·47·
2014年第1期中国修船第27卷同时满足滑块与舵柄的配合间隙0.15~0.24mm,侧最大工作舵角为35。,故安装有效的舵角限位^t●●定位销孔与定位销的配合间隙、0.15~0.21mm。器。在试验过程中压力无波动,转舵时无异响、无●一启‘一,t所有实测间隙值满足要求后,舵机座底脚浇注环氧顿点,报警和监测均正常,令船东非常满意。直至树脂。一、事一今日,该船舵系一直运转良好。在车间加工法兰座,并利用假轴定位安装,工艺实施简便、快捷,5结束语节省了舵系安装工期。这条船的舵系安装工艺可以舵系完全安装后,舵叶通过手动葫芦左、右拉为以后海损的相似船舶提供一个很好的参考。动,非常滑快,无异响。通过操舵试验验证换新舵参考文献系的使用情况,根据船检要求,保证舵应自任一舷[I]金伟国,张信祥.船舶钳工[M].北京:国防工业出的35。,可转至另一舷的35。,并且自一舷的35。转版社,2008.[2]《机械设计制图手册》编写组.机械设计制图手册至另一舷的30。所需时问不超过28S。经过试验,[M].上海:同济大学出版社,1991.结果确实达到了船检的要求,左转舵、右转舵的极收稿日期:2013一l0一l5限均达到37。。根据原船资料及船检要求,要求单《中国修船》征稿启事1.《中国修船》的办刊特点是实用性与科学性相结合,理论与实践相结合。探讨修船企事业单位的发展方向和模式,介绍修船新工艺、新技术,切磋保证修船质量、缩短修船周期、提高修船效率的有效措施文章力求有前瞻性、先进性、实用性。2.征稿内容:经营管理方面的成功经验,理论探讨;船体、船机、船电、计算机信息管理等方面新技术的应刷;坞修改施的改造;拆船、船舶改装、特涂、特修、防污防腐、维修理论;企业风采、新产品介绍;国内外修船动态、航运信息、简讯等信息类的文稿。3.稿要求:①来稿要求论点明确、论据充分、数据可靠、逻辑性强、文字简练,并且一律使用规范的简化汉字;②使用《中华人民共和国法定计量单位》;③文中的插图请使用计算机制图,插图线条务必均匀、清晰。半栏图宽不超过8cm,通栏图宽不超过15tin,图中的文字一律使用6号宋体字;④文稿或图稿中易混淆的外文字母大小写、上下角标必须书写清楚;⑤修船科技论文6000字以内为宜,并附摘要和关键词(尽可能加上英文摘要和关键词),摘要100~300字,关键词3~8个;信息类文稿不超过1000字.为保证报道的真实性和准确性,最好加盖单位公章;译文请附原文复制件及说明出处,以便校对。4.参考文献请勿引用未公开发表的资料,其专著文献内容包括著者、书名、出版地、出版者、出版年、页次;连续出版物文献内容包括著者、题(篇)名、刊名、出版年、卷号(期次)、页次;并在文内引文处做出标注。5.来稿清注明作者简介,包括:姓名、出生年、性别、民族(汉族町省略)、籍贯、职称、学位、研究方向(已发表论文与专著,获奖级别和奖励名称等)。举例:[作者简介]乌兰娜(1968一),女(蒙古族),内蒙古达拉特旗人,内蒙古大学历史学系副教授,博士,1994年赴美国哈佛大学研修,主要从事蒙古学研究。6.来稿若是研究课题或基金项目,请注明课题来源和基金项目号。7.为推进科技信息交流的网络化进程,本刊现已入网“万方数据——数字化期刊群”“中文科技期刊数据库”“CNKI中国期刊全文数据库”,向本刊投稿并录用的稿件,将进入互联网提供信息服务,凡有不同意者,清在来稿时注明。8.来稿勿寄私人,文责自负。本编辑部有权对录用稿件作文字修改,不同意修改者,请事先说明。来稿一经刊用,按本编辑部规定支付稿酬,并赠当期刊物2册。作者投稿一个月之后,没有收到编辑部的回信,可转投他刊。来稿不退,请白留底稿。9.来稿请写清姓名、单位全称、通讯地址、邮政编码、电话或电子邮件。10.投稿信箱:zgxc2007@126.coin,zgxe@chinajourna1.net.cn《中国修船》编辑部·48·'
您可能关注的文档
- 船舶管路安装工艺
- 额定电压2635+kv及以下电力电缆附件安装工艺规程
- 全封闭气体绝缘开关柜安装工艺
- 水轮发电机组安装工艺分析——以尤溪县沈龙水电站为例
- 10室内蒸汽管道及附属装置安装工艺
- 成套配电柜、控制柜(屏、台)安装工艺标准(dy-4)
- 室内燃气管道安装工艺技术交底
- 三峡右岸发电机转子磁轭安装工艺
- 浅析水电站门式起重机的安装工艺
- 浅析深立井井筒装备一次成型安装工艺
- 浅析深立井井筒装备一次成型安装工艺1
- 浅析深立井井筒装备一次成型安装工艺2
- 浅析深立井井筒装备一次成型安装工艺3
- 600mw发电机组凝汽器安装工艺
- 金塘大桥东通航孔桥wd120桅杆吊安装工艺
- 金塘大桥东通航孔桥wd12o桅杆吊安装工艺
- 110kv中间接头安装工艺
- 互感器用波纹片式金属膨胀器注油和安装工艺的改进