


- 207.56 KB
- 3页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
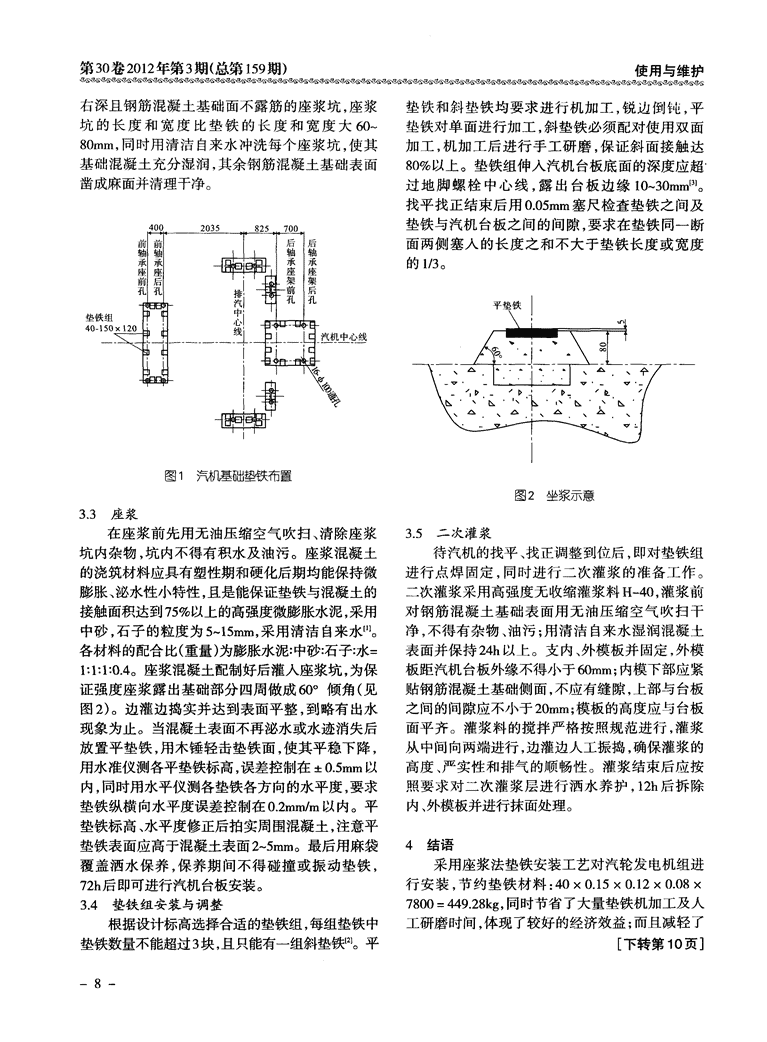
'使用与维护第30卷2012年第3期(总第159期)座浆法垫铁安装工艺在12MW汽轮机安装中的应用马伟荪邹兴云(杭州钢铁集团公司基建技改部杭州I310022)【摘要】杭钢烧结余热回收利用12Mw汽轮发电机组采用座浆法垫铁安装工艺进行安装,提高了安装效率和质量,节约了材料并缩短了工期。【关键词】汽轮发电机组座浆法二次灌浆垫铁ApplicationofShimInstallationTechnologywithMortarBedintheErectionof12MWSteamTurbineMAWei—sun,Z0UXing—yun(CapitalConstructionandTechnicalTransformationDepartmentofHangzhouIron&SteelGroupCompany,Hangzhou310022)【Abstract】Intheerectionofthe12MWsteamturbinegeneratorunitmakinguseofthewasteheatfromthesinteringplantinHangzhouIron&SteelGroupCompanytheshimswereinstalledinthemortarbedmethod,therebyimprovingtheinstallationefficiencyandquality,reducingthematerialconsumptionandshorteningtheerectiontime.【Keywords]Steamturbinegeneratorunit,mortarbedmethod,secondarygrouting,shiml前言艺可以使设备安装的找正、找平一次性调整到位,杭钢烧结余热回收利用工程是在保证烧结机施工简单且能有效保证设备的安装质量。正常生产的前提下,将烧结环(带)冷机工作时产生的低温废气引入余热锅炉各受热面,产生过热3施工工序及注意事项蒸气驱动汽轮发电机组发电,既节能又环保,具有3.1准备工作较好的开发前景和应用价值。汽轮发电机组作为准备工作包括技术准备和物料准备。技术准项目关键设备,其安装质量及进度直接影响工程备的主要内容有图纸资料的熟悉与核对、座浆混的质量和进度,它的早日建成,直接关系到项目的凝土配比试验、检测工具的准备与校验、施工规范社会效益和经济效益,为保证工程进度及施工质与技术方案等;物料准备包括木模、垫铁、高强微量,决定对汽轮机组采用座浆(混凝土砂浆)法垫膨胀水泥、砂石、灌浆料H一40等。铁安装工艺。3.2基础验收、处理及放线根据设计图纸、设备随机技术资料及土建单2座浆法垫铁安装工艺简介位移交的基础资料对汽机组基础标高、几何尺寸、大型转动设备的安装一般均采用有垫铁施地脚螺栓孔、混凝土浇筑质量及基础纵向横向中工,垫铁安装工艺主要有研磨法、座浆法和压浆心线等进行严格细致地检查复测,对存在偏差的法。杭钢前几年所上的项目如AV63—14轴流压缩尺寸要进行调整或修正,调整修正时应以不破坏机、3MW汽轮发电机组等均采用研磨法安装工艺,钢筋混凝土基础的受力为前提。基础验收(或调此次12MW汽轮发电机组安装从经济性考虑决定整、修正)通过后,拉出汽机中心线,根据汽机厂家采用座浆法垫铁安装工艺。所谓座浆法就是在垫提供的基础垫铁布置图,对各相关尺寸进行进一铁和设备基础之间座入一定配比的混凝土砂浆,步复核,并在基础面上画出各垫铁组位置(见图达到垫铁安装的目的。采用座浆法垫铁安装工1)。然后用工具在安装垫铁的位置凿出40ram左一,7一
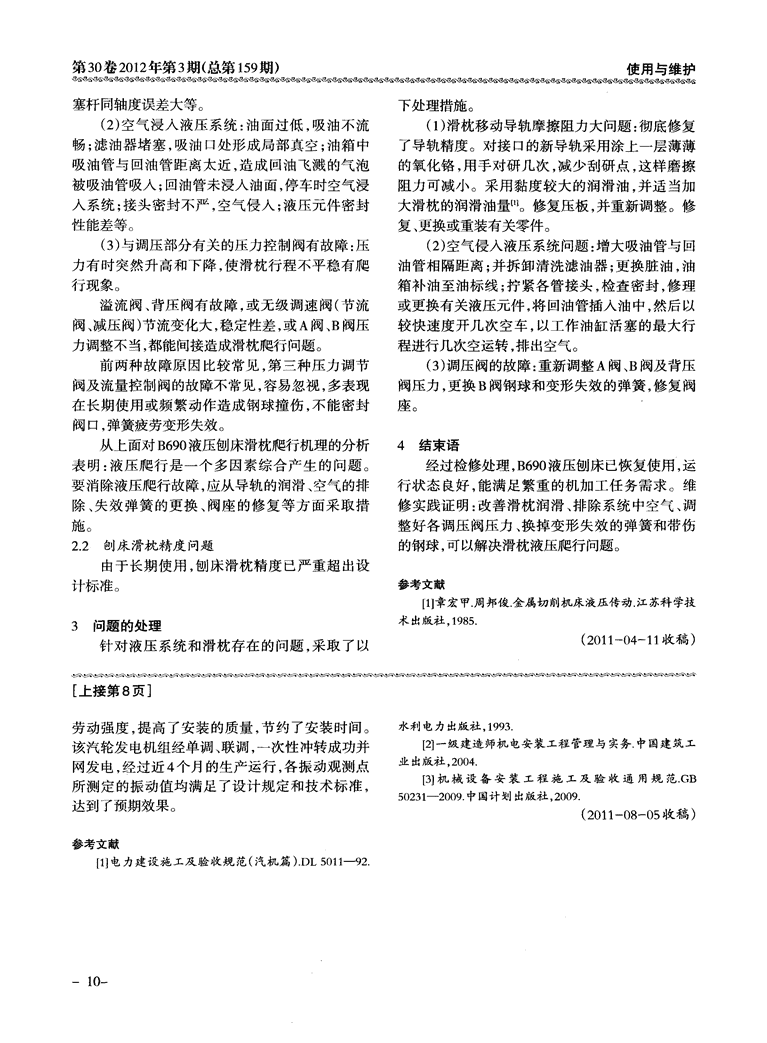
第30卷2012年第3期(总第159期)使用与维护右深且钢筋混凝土基础面不露筋的座浆坑,座浆垫铁和斜垫铁均要求进行机加工,锐边倒钝,平坑的长度和宽度比垫铁的长度和宽度大60~垫铁对单面进行加工,斜垫铁必须配对使用双面80ram,同时用清洁自来水冲洗每个座浆坑,使其加工,机加工后进行手工研磨,保证斜面接触达基础混凝土充分湿润,其余钢筋混凝土基础表面80%以上。垫铁组伸入汽机台板底面的深度应超凿成麻面并清理干净。过地脚螺栓中心线,露出台板边缘1030mmt1。找平找正结束后用0.05mm塞尺检查垫铁之间及垫铁与汽机台板之间的间隙,要求在垫铁同一断刖面两侧塞人的长度之和不大于垫铁长度或宽度轴轴承座罐承座的1/3。后一架孔排一刖日B一汽一孔平垫铁】【】【:心线言一—L】【冲十一//‘‘‘I7】l\.、.rl__-、△.、伞/归B再可.一可.一/,一争.一k,f.、.一.‘I、’‘、.\’’f.节、△、△、\.、.、』=/::7图1汽机基础垫铁布置图2坐浆示意3I3厘浆在座浆前先用无油压缩空气吹扫、清除座浆3.5二次灌浆坑内杂物,坑内不得有积水及油污。座浆混凝土待汽机的找平、找正调整到位后,即对垫铁组的浇筑材料应具有塑性期和硬化后期均能保持微进行点焊固定,同时进行二次灌浆的准备工作。膨胀、泌水性小特性,且是能保证垫铁与混凝土的二次灌浆采用高强度无收缩灌浆料H一40,灌浆前接触面积达到75%以上的高强度微膨胀水泥,采用对钢筋混凝土基础表面用无油压缩空气吹扫干中砂,石子的粒度为5—15ram,采用清洁自来”。净,不得有杂物、油污;用清洁自来水湿润混凝土各材料的配合比(重量)为膨胀水泥:中砂:石子:水=表面并保持24h以上。支内、外模板并固定,外模I:1:1:0.4。座浆混凝土配制好后灌入座浆坑,为保板距汽机台板外缘不得小于60mm;内模下部应紧证强度座浆露出基础部分四周做成60。倾角(见贴钢筋混凝土基础侧面,不应有缝隙,上部与台板图2)。边灌边捣实并达到表面平整,到略有出水之间的间隙应不小于20mm;模板的高度应与台板现象为止。当混凝土表面不再泌水或水迹消失后面平齐。灌浆料的搅拌严格按照规范进行,灌浆放置平垫铁,用木锤轻击垫铁面,使其平稳下降,从中间向两端进行,边灌边人工振捣,确保灌浆的用水准仪测各平垫铁标高,误差控制在±0.5mm以高度、严实性和排气的顺畅性。灌浆结束后应按内,同时用水平仪测各垫铁各方向的水平度,要求照要求对二次灌浆层进行洒水养护,12h后拆除垫铁纵横向水平度误差控制在0.2mm/m以内。平内、外模板并进行抹面处理。垫铁标高、水平度修正后拍实周围混凝土,注意平垫铁表面应高于混凝土表面2~5mm。最后用麻袋4结语覆盖洒水保养,保养期间不得碰撞或振动垫铁,采用座浆法垫铁安装工艺对汽轮发电机组进72h后即可进行汽机台板安装。行安装,节约垫铁材料:40×0.15×0.12X0.08×3.4垫铁组安装与调整7800=449.28kg,同时节省了大量垫铁机加工及人根据设计标高选择合适的垫铁组,每组垫铁中工研磨时间,体现了较好的经济效益;而且减轻了垫铁数量不能超过3块,且只能有一组斜垫铁。平[下转第10页]一8一
第30卷2012年第3期(总第159期)使用与维护塞杆同轴度误差大等。下处理措施。(2)空气浸入液压系统:油面过低,吸油不流(1)滑枕移动导轨摩擦阻力大问题:彻底修复畅;滤油器堵塞,吸油口处形成局部真空;油箱中了导轨精度。对接口的新导轨采用涂上一层薄薄吸油管与回油管距离太近,造成回油飞溅的气泡的氧化铬,用手对研几次,减少刮研点,这样磨擦被吸油管吸人;回油管未浸入油面,停车时空气浸阻力可减小。采用黏度较大的润滑油,并适当加入系统;接头密封不严,空气侵入;液压元件密封大滑枕的润滑油量n1。修复压板,并重新调整。修性能差等。复、更换或重装有关零件。(3)与调压部分有关的压力控制阀有故障:压(2)空气侵入液压系统问题:增大吸油管与回力有时突然升高和下降,使滑枕行程不平稳有爬油管相隔距离;并拆卸清洗滤油器;更换脏油,油行现象。箱补油至油标线;拧紧各管接头,检查密封,修理溢流阀、背压阀有故障,或无级调速阀(节流或更换有关液压元件,将回油管插入油中,然后以阀、减压阀)节流变化大,稳定性差,或A阀、B阀压较快速度开几次空车,以工作油缸活塞的最大行力调整不当,都能间接造成滑枕爬行问题。程进行几次空运转,排出空气。前两种故障原因比较常见,第三种压力调节(3)调压阀的故障:重新调整A阀、B阀及背压阀及流量控制阀的故障不常见,容易忽视,多表现阀压力,更换B阀钢球和变形失效的弹簧,修复阀在长期使用或频繁动作造成钢球撞伤,不能密封座阀口,弹簧疲劳变形失效。从上面对B690液压刨床滑枕爬行机理的分析4结束语表明:液压爬行是一个多因素综合产生的问题。经过检修处理,B690液压刨床已恢复使用,运要消除液压爬行故障,应从导轨的润滑、空气的排行状态良好,能满足繁重的机加工任务需求。维除、失效弹簧的更换、阀座的修复等方面采取措修实践证明:改善滑枕润滑、排除系统中空气、调施。整好各调压阀压力、换掉变形失效的弹簧和带伤2.2刨床滑枕精度问题的钢球,可以解决滑枕液压爬行问题。由于长期使用,刨床滑枕精度已严重超出设计标准。参考文献[11章宏甲_周邦俊.金属切削机床液压传动.江苏科学技术出版社.1985.3问题的处理(2011—04-11收稿)针对液压系统和滑枕存在的问题,采取了以蛸蠕蛤蟑希蛉e瞄!};;;N蛤;N0;#蝓;裔[上接第8页]劳动强度,提高了安装的质量,节约了安装时间。水利电力出版社,1993.该汽轮发电机组经单调、联调,一次性冲转成功并I2卜一级建造师机电安装工程管理与实务.中国建筑工业出版社.2004.网发电,经过近4-"?-月的生产运行,各振动观测点『3l机械设备安装工程施工及验收通用规范.GB所测定的振动值均满足了设计规定和技术标准,50231-2009.中国计划出版社,2009.达到了预期效果。(2011-08-05收稿)参考文献【1】电力建设施工及验收规范(汽机篇).DL5011—92——10-'
您可能关注的文档
- 浅析深立井井筒装备一次成型安装工艺1
- 浅析深立井井筒装备一次成型安装工艺2
- 浅析深立井井筒装备一次成型安装工艺3
- 600mw发电机组凝汽器安装工艺
- 金塘大桥东通航孔桥wd120桅杆吊安装工艺
- 金塘大桥东通航孔桥wd12o桅杆吊安装工艺
- 110kv中间接头安装工艺
- 互感器用波纹片式金属膨胀器注油和安装工艺的改进
- 大型火电厂管道安装工艺探索
- ug-26 0/5.3-m型锅炉安装工艺
- 云南红河马堵山水电站100mw水轮发电机组安装工艺
- 大型风电用bt轴承安装工艺优化
- 武广铁路客运专线隧道内通信设备安装工艺与其光纤应用创新设计
- 水轮发电机安装工艺学
- 自承式蝶形光缆架空铺设锚接安装工艺施工规范
- 015蓄电池安装工艺
- 设备安装分项施工工艺标准-蓄电池安装工艺标准gy215-1998
- 1—3 室内铸铁排水管道安装工艺标准