


- 188.67 KB
- 2页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
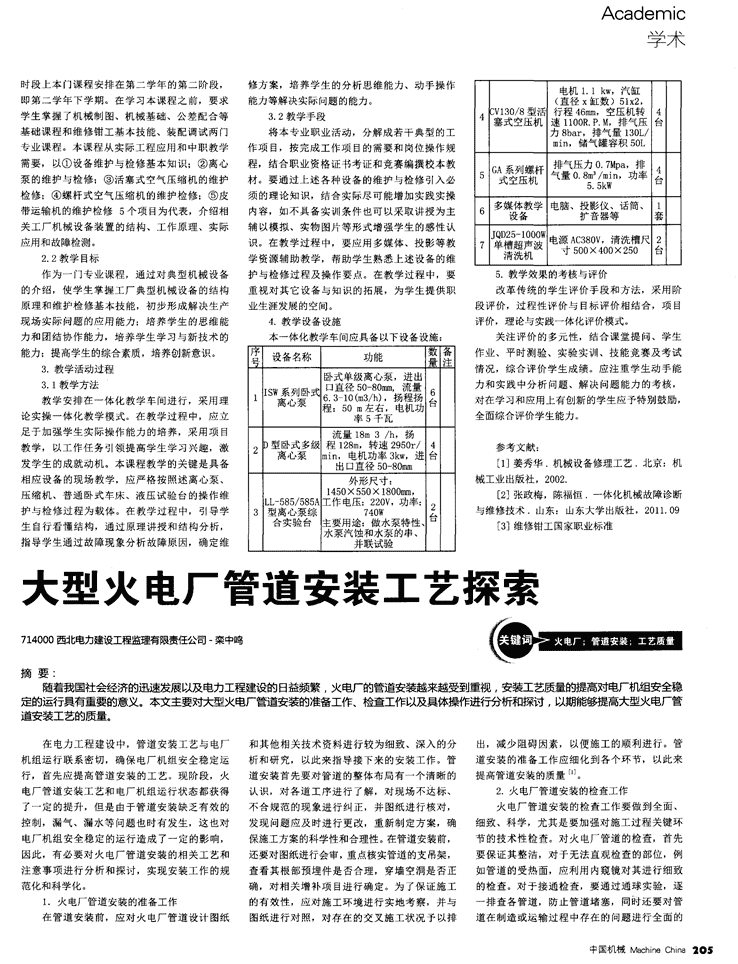
'Academic学术时段上本门课程安排在第二学年的第二阶段,修方案,培养学生的分析思维能力、动手操作电机1.1kw,汽缸即第二学年下学期。在学习本课程之前,要求能力等解决实际问题的能力。(直径X缸数)5lx2,40V130/8型活行程46mm,空压机转4学生掌握了机械制图、机械基础、公差配合等3.2教学手段塞式空压机速1100R.P.M,排气压△口基础课程和维修钳工基本技能、装配调试两门将本专业职业活动,分解成若干典型的工力8bar,排气量130L/min,储气罐容积50L专业课程。本课程从实际工程应用和中职教学作项目,按完成工作项目的需要和岗位操作规需要,以①设备维护与检修基本知识;②离心程,结合职业资格证书考证和竞赛编撰校本教GA系列螺杆排气压力0.7Mpa,排45式空压机气量0.8m。/min,功率△泵的维护与检修;③活塞式空气压缩机的维护材。要通过上述各种设备的维护与检修引入必5口.5kW检修;④螺杆式空气压缩机的维护检修;⑤皮须的理论知识,结合实际尽可能增加实践实操6多媒体教学电脑、投影仪、话筒、1带运输机的维护检修5个项目为代表,介绍相内容,如不具备实训条件也可以采取讲授为主设备扩音器等套关工厂机械设备装置的结构、工作原理、实际辅以模拟、实物图片等形式增强学生的感性认JQD25—1000W电源AC380V应用和故障检测。识。在教学过程中,要应用多媒体、投影等教7单槽超声波,清洗槽尺2△清洗机寸500×400×250口2.2教学目标学资源辅助教学,帮助学生熟悉上述设备的维作为一门专业课程,通过对典型机械设备护与检修过程及操作要点。在教学过程中,要5.教学效果的考核与评价的介绍,使学生掌握工厂典型机械设备的结构重视对其它设备与知识的拓展,为学生提供职改革传统的学生评价手段和方法,采用阶原理和维护检修基本技能,初步形成解决生产业生涯发展的空间。段评价,过程性评价与目标评价相结合,项目现场实际问题的应用能力;培养学生的思维能4.教学设备设旋评价,理论与实践一体化评价模式。力和团结协作能力,培养学生学习与新技术的本一体化教学车间应具备以下设备设施关注评价的多元性,结合课堂提问、学生能力;提高学生的综合素质,培养创新意识。序数备作业、平时测验、实验实训、技能竞赛及考试号设备名称功能量注3.教学活动过程情况,综合评价学生成绩。应注重学生动手能卧式单级离心泵,进出3.1教学方法ISW系列卧式口直径50—80ram,流量6力和实践中分析问题、解决问题能力的考核,教学安排在一体化教学车间进行,采用理1离心泵6.3-10(m3/h),扬程扬△对在学习和应用上有创新的学生应予特别鼓励,程:50m左右,电机功口论实操一体化教学模式。在教学过程中,应立率5千瓦全面综合评价学生能力。足于加强学生实际操作能力的培养,采用项目流量18m3/h,扬教学,以工作任务引领提高学生学习兴趣,激2D型卧式多级程128m,转速2950r/4参考文献:离心泵min,电机功率3kw,进△口发学生的成就动机。本课程教学的关键是具备出口直径50—80mm[1]姜秀华.机械设备修理工艺.北京:机相应设备的现场教学,应严格按照述离心泵、外形尺寸:械工业出版社,2002.压缩机、普通卧式车床、液压试验台的操作维1450×550X1800mm.[2]张政梅,陈福恒.一体化机械故障诊断LL一585/585A工作电压:220V,功率:2护与检修过程为载体。在教学过程中,引导学3型离心泵综740W△与维修技术.山东:山东大学出版社,2011.09合实验台主要用途:做水泵特性、口生自行看懂结构,通过原理讲授和结构分析,[3]维修钳工国家职业标准水泵汽蚀和水泵的串、指导学生通过故障现象分析故障原因,确定维并联试验大型火电厂管道安装工艺探索714000西北电力建设工程监理有限责任公司一栾中鸣摘要随以及电力工程建设的日益频繁,火的管道安装越来越受到重视,安装工艺质量的提高对电厂机组安全稳定的运行具有重要的意义。本文主要对大型火电厂管道安装的准备工作、检查工作以及具体操作进行分析和探讨,以期能够提高大型火电厂管道安装工艺的质量。在电力工程建设中,管道安装工艺与电厂和其他相关技术资料进行较为细致、深入的分出,减少阻碍因素,以便施工的顺利进行。管机组运行联系密切,确保电厂机组安全稳定运析和研究,以此来指导接下来的安装工作。管道安装的准备工作应细化到各个环节,以此来行,首先应提高管道安装的工艺。现阶段,火道安装首先要对管道的整体布局有一个清晰的提高管道安装的质量⋯。电厂管道安装工艺和电厂机组运行状态都获得认识,对各道工序进行了解,对现场不达标、2.火电厂管道安装的检查工作了一定的提升,但是由于管道安装缺乏有效的不合规范的现象进行纠正,并图纸进行核对,火电厂管道安装的检查工作要做到全面、控制,漏气、漏水等问题也时有发生,这也对发现问题应及时进行更改,重新制定方案,确细致、科学,尤其是要加强对施工过程关键环电厂机组安全稳定的运行造成了一定的影响,保旅工方案的科学性和合理性。在管道安装前,节的技术性检查。对火电厂管道的检查,首先因此,有必要对火电厂管道安装的相关工艺和还要对图纸进行会审,重点核实管道的支吊架,要保证其整洁,对于无法直观检查的部位,例注意事项进行分析和探讨,实现安装工作的规查看其根部预埋件是否合理,穿墙空洞是否正如管道的受热面,应利用内窥镜对其进行细致范化和科学化。确,对相关增补项目进行确定。为了保证施工的检查。对于接通检查,要通过通球实验,逐1.火电厂管道安装的准备工作的有效性,应对施工环境进行实地考察,并与一排查各管道,防止管道堵塞,同时还要对管在管道安装前,应对火电厂管道设计图纸图纸进行对照,对存在的交叉施工状况予以排道在制造或运输过程中存在的问题进行全面的中国机械MachineChina2O5
CaaemIC学术排查,对发现的切削、残留、折口、错口问题同时还要对阀门的使用状况进行跟踪检查,对支撑功能。在施工过程中,还要对管道进行清进行及时清理,消除管道存在的安全性隐患。发现的问题应及时进行处理,在后期管理中,洁处理,做好酸洗、除锈、除渣等工作,以及对于由多种成分材质组成的输水管道,要对管要对阀门的使用状况进行记录。在安装过程中,防水、防腐、防锈等工作,确保管道的整洁性,道的阀门和材质进行科学确认,避免其在后续打磨机跟踪管理的应用是十分必要的,为打磨提升机组运行的质量。利用过程中发生卡涩、内漏等问题。的阀门不应在安装程序中使用,以消除存在的4.结论3.火电厂管道安装的注意事项和具体操作安全隐患,阀门安装应根据介质流动方向来确综上所述,大型火电厂管道安装应做好相3.1火电厂管道安装的注意事项定安装位置方向,外在形式的选择要根据图纸应的准备和检查工作,并且要在安装实践中,大型火电厂管道安装的注意事项主要有两要求完成。安装闸阀和截止阀时要特别注意,对管道的质量进行严格的控制,以合理的布置,点:一是管道配件的质量要有保障,在对火电都有相关的技术说明,通常卧式升降止回阀的科学的设计,使管道安装工艺更为规范,从而厂管道设计图纸和其他相关技术资料分析、研安装应保持在水平段上,立式止回阀应保持在确保电厂机组后期安全稳定的运行,实现电厂究过后,应计算好应用管道配件的数量,做好垂直段上。施工过程中,阀门的安装除了要遵管道标准化运行的目的。储备工作,储备工作的开展要结合施工现场的循相应的技术要求外,还要结合项目实际情况,实际情况以及应用配件的基本概况,如管道规必要时应对其进行二度设计,使其更符合实际参考文献:格、材质的确定,对所需管道的总数量、各规需求。[1]陈振元,范阳红.浅谈火电厂管道安格配件的数量、各材质配件的数量进行计算和3.2火电厂管道安装的具体操作装工程施工及注意事项[J].科技创新与应用,统计,然后进行储备。二是管道阀门的质量要火电厂管道安装的整个程序都要按照行业20l3.36(12):232233.有保障,应对系统连接阀门进行认真核实,对规范和操作标准进行,尤其是管道的标高和位[2]龚剑锋,刘玖强.解析大型火电厂管道阀门的规格和型号进行确认,确保其准确性,置要与图纸设计的要求相符合,以便更好地与安装工艺[J].中华民居(下旬刊),2014,14特别是一些位置比较重要的阀门,需要对其进其他器件的连通;管道的坡度和方向也要与图(3):140—142.行特殊处理,以保证阀门的质量以及管道安装纸设计的要求相符合,确保管道输水的畅通性;[3]周海.大型火电厂管道安装工艺探析后的质量,确保机组能够安全运转。实践总结管道的角度也要与图纸设计的要求相符合,以[J].中国电力教育,2013,30(17):208—209.发现,电厂机组在工作状态下容易受到阀门的利于管道安装标准化的实现以及后期的正常运[4]张静,许晓明.电厂管道安装工艺研究影响,由管道阀门质量引发的问题最为常见--。行;管道支吊架的安装是整个管道安装环节的[J].科技致富向导,2010,13(6):76—77.在大型火电厂管道安装过程中,施工人员最重要的环节,施工人员对其应给予足够的重[5]张艳花.浅谈大型工业厂房内工业管道应重点检查阀门的磨损状况,保证阀门安装质视,在安装时,应对根部、弹簧、管部以及过的安装工艺[J].科技情报开发与经济,2008,量是整个管道安装工艺的关键性环节,特别是渡组件的型号和材质进行细致的检查,检查合14(6):200-201.比较重要的阀门部位,更应引起施工人员对额格后进行组装。施工人员应对管道根部进行打关注,对其进行打磨必须达到规定的技术要求,磨、对弹簧进行调整,充分发挥各组件承吊和焊接材料及工艺对铝合金焊接性能的影响266111南车青岛四方机车车辆股份有限公司一罗庚峰/刘建启摘要:镁铝合金在焊接工艺应用时由于金属膨胀系数较大,所以铝台金焊接工艺操作进行时一般很难有效观察清晰其焊接熔池。因此,一旦焊接间隙过大,很可能促成其焊接熔池下榻而如果间隙太小叉会造成焊接缺陷的出现。基于此,文章主要提出了铝合金焊接工艺相对普遍的钨极氩弧焊方法,并与之提出了该工艺下焊接对铝合金的主要性能影响,以供参考。目前结合实际焊接工艺与大量的焊接工艺限制和约束。基于此,研究焊接材料与焊接工于其本身不融于金属,具有不能产生其他化合文献来源可知,当前采用的铝合金焊接工艺应艺的对其焊接性能的主要影响,应能选用合理物的特性,所以其电弧清除焊接工件的氧化膜用方法较多,原则上一般都能够满足其铝合金的焊接方法,同时要了解焊接接头裂缝的形成效果较为可靠,能够对易于氧化的铝合金予以焊接需求。比如最初普遍采用的氧气炔焊接法,机理等有关内容,以此才能选择适宜的焊接材成功焊接,具有良好的电弧稳定性,甚至在较再到后来比较常用的电栓焊、点焊等电阻焊方料与操作工艺,保障铝合金焊接质量。为微小的电流下仍能维持燃烧状态,对诸如超式,包括搅拌摩擦焊、电子焊等工艺焊接法。1.焊接方法的选择薄合金板的焊接效果较为理想。因此,选用该不过,显然这些焊接工艺应用时存在一些潜在考虑到当前焊接铝合金等有色金属所采用焊接工艺时,可以着重考虑焊接工件的厚度及性缺憾。例如采用氧气炔焊接时,如果不能良的普遍焊接工艺方法存在的普遍缺陷,比如裂接头调整参数等。好控制气焊火焰的集中温度,则会造成裂纹缺纹缺陷、场地限制等,所以文章主要推荐的是由于铝合金本身的化学活泼性表现明显,陷出现;而电焊、搅拌焊等方式又对其焊接接钨极氩弧焊工艺焊接法。该焊接工艺应用较为所以其金属材料发生化学反应的可能性较高,头的作业要求较高,所以存在工艺应用的场地广泛,主要原理是通过氩气隔绝空气效果,由在焊接时特别容易和空气中的水分加以产生氧"206MachineChina中国机械'
您可能关注的文档
- 浅析深立井井筒装备一次成型安装工艺
- 浅析深立井井筒装备一次成型安装工艺1
- 浅析深立井井筒装备一次成型安装工艺2
- 浅析深立井井筒装备一次成型安装工艺3
- 600mw发电机组凝汽器安装工艺
- 金塘大桥东通航孔桥wd120桅杆吊安装工艺
- 金塘大桥东通航孔桥wd12o桅杆吊安装工艺
- 110kv中间接头安装工艺
- 互感器用波纹片式金属膨胀器注油和安装工艺的改进
- 座浆法垫铁安装工艺在12mw汽轮机安装中应用
- ug-26 0/5.3-m型锅炉安装工艺
- 云南红河马堵山水电站100mw水轮发电机组安装工艺
- 大型风电用bt轴承安装工艺优化
- 武广铁路客运专线隧道内通信设备安装工艺与其光纤应用创新设计
- 水轮发电机安装工艺学
- 自承式蝶形光缆架空铺设锚接安装工艺施工规范
- 015蓄电池安装工艺
- 设备安装分项施工工艺标准-蓄电池安装工艺标准gy215-1998