


- 685.80 KB
- 10页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'第16卷第3期计算机集成制造系统Vo1.16NO.32010年3月ComputerIntegratedManufacturingSystemsMar.20lO文章编号:1006—5911(2010)03—0580—09基于消耗链的钢铁作业成本控制方法薄洪光,张楠,刘晓冰,张浩(1.大连理工大学管理学院,辽宁大连116024;2.东北特殊钢集团有限责任公司,辽宁大连116031)摘要:针对目前钢铁企业成本分配和控制中资源消耗的归集和分配难于反映实际作业过程,以及成本控制预算不准确等问题,提fiJ了基于消耗链的钢铁作业成本控制方法。面向产品制造过程建立了钢铁作业消耗链模型,研究了基于消耗链模型的多重资源成本分配方法和作业成本控制计划方法,并结合某钢铁集团企业作业成本发生的实际过程进行了应用验证研究和实例分析。关键词:消耗链;钢铁企业;多重资源分配;作业成本控制中图分类号:TH166F273.1文献标识码:AApproachtoactivity—basedcostingcontrolandmanagementbasedonconsumptionchaininironandsteelindustryBOHong—guang,ZHANGNan,L儿,Xiao—bing,ZHANGHao(1.SchoolofManagement,DalianUniversityofTechnology,Dalian,116024,China;2.DongbeiSpecialSteelGroupCo.,Ltd,Dalian,116031,China)Abstract:Resourcesallocationandconsumptionassignmentweredifficulttomapactualactivityprocessandcostcon—trolbudgetwasinaccurateforcostshare&controlinironandsteelindustry.Todealwiththeseproblems,anovelapproachtoActivity~BasedCostingcontrolandmanagementbasedonconsumptionchainwaspresented.Steel—activi—tyeonsumptionchainmode/orientingtOproductmanufacturingprocesswasconstructed.Methodsofmultiplere—sourcesallocationandactivitycostcontrolplanningwerestudiedbasedonconsumptionchainmode1.Applicationstudiesandexampleanalyseswereperformedtovalidatetheactualprocessofsteel—activityCOStinanironandsteelgroup.KeyWO!’ds:consumptionchain;ironandsteelindustry;multi—factorresourcesallocation;activitycostcontrol算机集成制造系统(ComputerIntegratedManufac~0引言turingSystem,CIMS)逐步形成,改变了钢铁企业钢铁作业成本构成复杂,受产品特征、工艺装成本形成的过程及成本结构[z]。传统的钢铁企业成备、过程质量等多种因素影响,对其进行合理的控制本控制,通常是从价差、量差、效能差异和人工差异和管理难度较大。在钢铁企业成本控制管理的理等方面寻找降低成本的方法,是一类在管理会计范论与实践方面已有很多可行的方法和技术,如按照畴内通过报表等方式实施的静态成本控制方法[3],班组核算、模拟市场核算等。随着现代先进制造模不适应现代的钢铁生产制造模式。式在钢铁企业的不断推广应用,新型的钢铁企业计作业成本控制管理主要包括成本分配与成本控收稿日期:2009—0312;修订日期:2009—0725。Received12Mar.2009;accepted25July2009.基金项目:国家自然科学基金资助项日(70572098,70872014)。Foundationitems:ProjectsupportedbytheNationalNaturalScienceFounda—lion,China(No.70572098,70872014).作者简介:薄洪光(1975一),男,辽宁葫芦岛人,大连理工大学管理学院讲师,博士,主要从事生产物流管理、企业资源管理、生产成本管理等的研究。Email:hg—bo@163.corn
第3期薄洪光等:基于消耗链的钢铁作业成本控制方法制两大环节。成本分配着力解决如何归集、分配产料跟踪模型,实时提取冶炼炉号、作业步骤等成本对品或服务的成本问题,其核心内容是作业成本核算;象所需原辅材料、能源动力、物料结存等信息,归集而成本控制则是如何使企业降低作业成本、达到成形成成本统计数据,为实现作业成本动态控制管理本最小化]。作业成本法(Activity—BasedCosting,提供信息支撑。ABC)是一种先进的成本计算方法,它以作业为间(2)全过程作业成本管理以消耗链为基础,对接费用归集对象,通过资源动因的确认和计量,归集产品定价、工艺设计、采购供应、生产制造等过程成资源费用到作业上,再通过作业动因的确认计量,归本进行跟踪、控制和管理。将成本分配标准由标准集作业成本到成本对象。]。CIMS提供了钢铁作工时单一分配系数改进为由作业产量、作业工时、作业过程成本信息的支持,实现了过程信息的有效集业次数等组成的多元分配标准,根据冶炼炉号分配成,使得在信息集成环境下执行动态成本控制成为作业工序的制造费用,实现成本合理分配,正确分析了可能。本文从研究钢铁作业成本结构及其形成过直接成本和间接成本,及时修正成本控制计划,降低程的问题出发,在分析现有作业成本控制管理方法实际成本。的基础上,通过建立基于工艺链(作业链)的钢铁作(3)作业成本多元化、精细化管理改变目前按业消耗链模型,提出了基于消耗链的钢铁作业成本照炉钢牌号核算成本的方式,采用按照实际成本对控制方法。最后,根据某钢铁集团企业的作业成本象(冶炼炉号、批次组别)进行成本核算的细化模式,控制运作实践进行随机试验,计算结果显示了算法沿消耗链对每炉钢水、每道工序的原材料、备品备较好的精确性和稳定性。件、能源动力、生产费用、制造费用等进行统计,并按冶炼炉号、批次组别、钢号标准、产品类型、工艺要l基于消耗链的钢铁作业成本控制特点求、作业步骤等进行多元成本的估算、计划、核算及钢铁行业属于典型的流程与离散相混合的生产分析,为钢铁企业决策提供准确的成本数据。类型,其生产过程从投人原材料(返回钢、废钢、铁合2钢铁作业消耗链模型金、铁矿等)开始,经过原材料预处理、炼铁、炼钢和轧钢等生产作业工序,逐渐形成扩张的、特征属性多钢铁作业消耗链模型的理论基础是成本动因理样的产品流。一般而言,钢铁生产过程是一个分解论,即成本的归集、分配和控制要与成本产生的原因过程,即化整(钢水)为零(订单)的过程。钢铁生产紧密联系起来。基于作业成本法“产品消耗作业、作工艺流程呈现出如下特点:①鲜明的阶段性,且连续业消耗资源”的基本原则,钢铁作业消耗链模型以工与离散生产混杂交替,如在模铸钢材生产流程中,炼序作业为中心,以资源沿工序流动为线索,通过对资钢阶段为连续生产,后续的开坯、轧材阶段则是离散源消耗因果关系的分析和对钢铁作业成本的计量,生产];②产品类型、规格尺寸和质量性能要求完全核算出相对精确的产品成本,进而反映出产品成本不同的产品,其生产工艺流程却有很多相同之处,即的真实形成过程,为企业运营管理提供决策支持。生产不同类型的钢铁产品所消耗的某项或多项作业钢铁作业消耗链模型的本质是依据作业对资源是完全相同的,需沿各自消耗链加以区分和归集;③的消耗关系来确定成本的分配和控制规则,采用多多段生产、多段运输、多段仓储,工艺流程复杂,且各动因多阶段的方式,通过对作业消耗资源的准确计工序作业的工艺要求和控制方法相差较大,另外组算和有效控制,克服了传统成本管理的间接费用责批或分批生产的情况时有发生。由于作业成本与生任不清、归集不正确、成本扭曲等缺陷。同时,消耗产过程密切相关,生产制造过程的复杂性和多样性,链模型为制定作业成本标准提供了准确的中间过程形成了钢铁作业成本结构复杂性和发生地点分散性信息,使得成本标准和具体控制指标参数的制定更的特点。加科学合理,以便于实现钢铁生产制造过程中的作与现有方法相比,基于消耗链的钢铁作业成本业成本控制。控制方法具有以下特点:钢铁产品生产制造过程是由一系列工序环节(1)基于工艺链映射实现消耗链与价值链统一(每道工序即是一个具体工艺过程)组成的,其中包针对钢铁企业生产流程长、工艺复杂、各类消耗费括连铸/模铸、轧锭开坯、轧坯成材、退火酸洗等多道用较大等特点,利用钢铁作业消耗链模型和过程物生产工序。该过程可以看作是由一系列工艺过程组
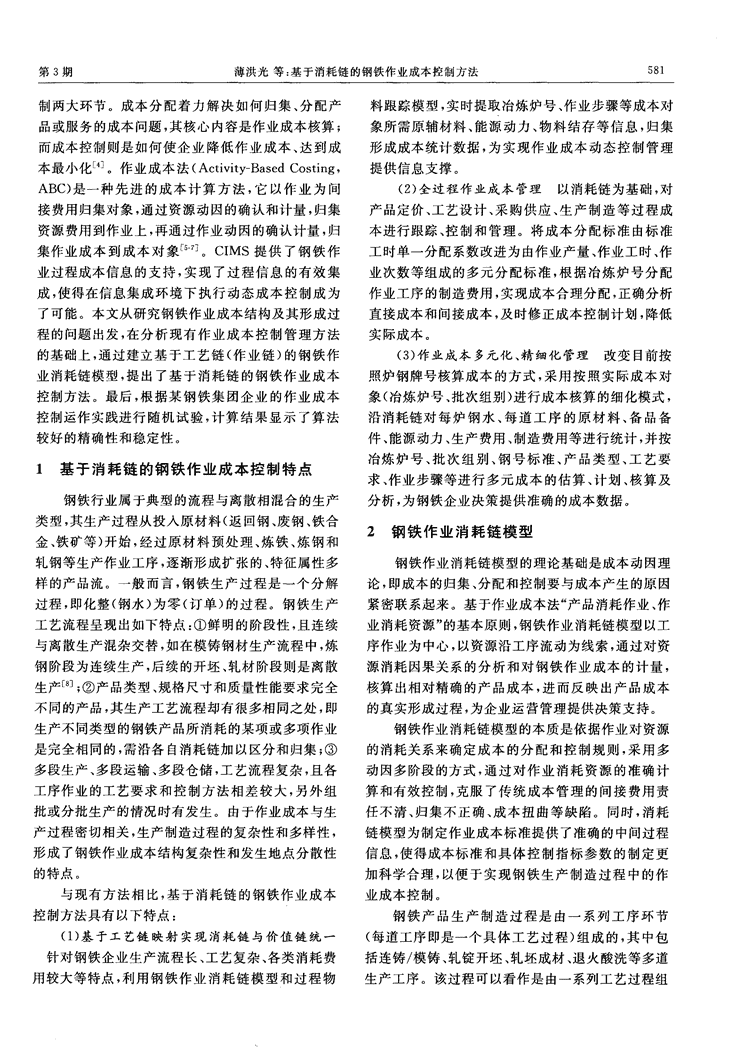
计算机集成制造系统第16卷成的工艺过程链嘲。工艺过程链(工艺链)将复杂的业中心的关键设备编码;形状规格表示产品外形及产品生产制造过程分解为一系列的工艺单元,在对其尺寸范围;消耗系数为产出单位中间品或产成品单个生产工艺过程的资源消耗进行分析的基础上,而需投入原材料或半成品的量比关系。可以建立起面向钢铁产品制造过程的消耗链模整个资源消耗过程是为满足客户订单的属性要型,如图1所示。求,钢铁产品工艺状态顺序跃迁的过程。在钢铁作业消耗链模型结构中,产品工艺状态并不需要反映产品在每个属性上的差别,而只需选取一部分属性的值作为描述主体,确定合理的选取规则将大大提高数据的使用和维护效率。定义2钢铁作业消耗链模型中,若记钢铁原材料编号为(===1,2,⋯,n),钢铁原材料主要包括冶炼作中心一啦(j)T初轧作中心一精轧作中心一原主材料、辅料、电能、煤气等;记口(0)一[z,图l钢铁作业消耗链模型⋯,](一1,2,⋯,m)为第i生产阶段产品对原图1中钢铁作业消耗链模型以工艺链为基础,材料的直接消耗系数向量,i—i,2,⋯,m—I为中间反映了钢铁生产作业过程的不同阶段内同一种资源产品,i—为最终产品。则称a”为第i生产阶的消耗继承关系及消耗系数关系。图1按照工艺链段产品对第—I生产阶段产品的直接消耗系数,即逆向描述了生产某类钢材5的直接和间接消耗信作业成材率。息,如产品对电能的消耗方面:钢材5生产需要直接依据定义2,通过递推运算:A一ai,⋯,A—消耗电能i,形成钢材5生产对电能1的直接消耗,a∞+a”A二,即可得到最终产品对于原材料的完其直接消耗量为生产钢材5过程中消耗钢坯全消耗系数矩阵A—FA;A⋯A]一[]。4或连铸坯3,而钢坯4或连铸坯3生产过程中同样再记一(i0⋯0),一(01⋯0),直接消耗电能1,这样钢材通过钢坯4或连铸坯3⋯,一(00⋯1⋯0),⋯,一1一形成对电能1的问接消耗a·⋯或a·。(00⋯I),根据递推公式计算:一,一同理,沿工艺链依次逆推,在钢材5和电能i之间形+a;”·,一+a5·+aa;”·,⋯,一成了两个消耗链集合:①{电能l一钢材5,电能1一一1+a·2+⋯+a口”⋯a;”·。钢坯4一钢材5,电能1一钢锭2一钢坯4一钢材5,电能1一钢水l一钢锭2一钢坯4一钢材5};②{电能即可得到最终产品对于中间产品的完全消耗矩阵B1一钢材5,电能1一连铸坯3一钢材5,电能1一钢水一[,,⋯,]一[](1≤≤m一1,1≤i≤m)。1一连铸坯3一钢材5),其消耗系数集合分别为:①根据最终订单产品销售量,利用上述运算可方便求{cr5(1),口·口4(1),a·a’·crz(1),’·a·a;·得原材料需求量、中间产品出产量等。为保证生产口1(1)}、②{5(1),a:3)·a3(1),a·¨·a1(1)},由此模的均衡性和比例性,对于中间产品需求量,还需要考型可方便计算出钢材5对电能i的完全消耗量。由虑期初、期末存货量等信息在该数值基础上进行相图1可知,不同工艺链形成的作业消耗链所产生的应修订。定义3根据钢铁作业消耗链模型以及各成本消耗量存在着较大差异。中心定额费用等共同确定的,由各阶段产品/半成品定义I钢铁作业消耗链模型的成本状态描述直接材料消耗、工资费用、能源消耗及制造费用构成七元组:<作业中心,炉号编码,批次组别,产品类型,的作业成本控制计划矩阵为:设备编码,形状规格,消耗系数>。其中:作业中心是具有投入产出特征的区域成Mm12mlm£10⋯O叫l⋯O本中心,如电炉冶炼、炉外精炼以及连铸/模铸等可wi叫l20e2⋯看作是冶炼作业中心,其投入为各项原主材料、制造R,r12rim000费用,产出为连铸坯或钢锭;炉号编码和批次组别用DE2de00⋯e于标识生产过程中的钢铁物料;产品类型主要包括其中:m为第生产阶段的直接材料定额,硼钢锭、钢坯、棒材、线材以及钢丝等;设备编码为该作为第生产阶段的人工工资定额,r¨为第i生产阶
第3期薄洪光等:基于消耗链的钢铁作业成本控制方法段能源消耗定额,为第i生产阶段其他制造费用center表示资源所属区域成本中心;Allotrule表示定额。定额费用根据市场价格等情况及时更新。资源的分配规则,由“实际消耗”、“作业分配”、“差异M为订单产品在各生产阶段的直接材料成本计划分配”、“全部分配”组成;Lendcostsubject表示资源向量;类似地,wRDE分别是在各生产阶段的借方科目;Loancostsubject表示资源贷方科目;Re—人工工资成本计划向量、能源消耗成本计划向量以sourcetype表示资源的类型;IfAlloted表示分配标及其他制造费用成本计划向量。第i生产阶段的作识,如已参与成本计算,记为“已分配”,否则为“未分业工序成本计划可表示为·(,++rj+配”。de)。若第i生产阶段返回钢产出系数为,则第i根据多重资源的不同性质采用不同的分配基生产阶段返回钢的量为y—·e。准,然后按相应的分配方法将其分配到成本对象中,面向生产作业的消耗链模型结构反映了钢铁产克服了传统钢铁企业成本计算的单一性和不确定品生产制造过程中的作业成本状态,以及在产品生性,可有效提高费用分配的相关性及成本计算的准产过程中的各种消耗信息及其之间的关系,即不仅确性,符合我国钢铁企业的实际需求。由于钢铁制描述了钢铁产品的物质构成,还反映了产品制造的造企业中某些资源成本难以直接准确归集,或某些工艺流程。该消耗链模型为基于作业中心和物料配资源成本在不同产品成本中所占的比例差异较大,方的物料需求计划的制订以及作业成本的分配及控导致同一种资源在各区域成本中心的成本性质不制等,提供了必要的信息支持。同,如硫酸在钢坯轧制成本中心为全部分配的制造费用项目,而在钢材轧制作业中又为生产成本消耗3基于消耗链的多重资源成本分配方法项目。多重资源在不同区域成本中心分配规则采用考虑到钢铁企业作业成本管理实际情况,按照自定义策略,要求各区域成本中心在对成本资源归将产品生产过程各成本中心不同性质的成本资源,集分配之前,对这些资源的所属科目以及分配规则依据不同的分配基准(即直接归集、作业分配、差异进行自定义,自定义的分配规则包括实际消耗(钢铁分配、全部分配)分配给受益产品的方式,基于作业料、铁合金等原主材料)、作业分配(炉体、电极、吹氧成本原理和消耗链模型对多重资源成本进行分配。管等)、差异分配(废钢差异、铁合金差异等)、全部分基于消耗链的多重资源成本分配模型通过多种成本配(差旅费、福利费等)。各区域成本中心的资源分归集和分配方法能准确描述产品和消耗的关系,如配规则并不是一成不变的,通常根据资源的计量手图2所示。段和管理方法的进步不断调整。基于消耗链的多重资源成本分配算法步骤如下:步骤1根据区域成本中心及成本期间从财务系统和物资供应系统获得资源分类列表,并定义资源的分配方法及所属科目账户。接一-步骤2任取资源分类列表中一条分配标识为归雾“未分配”资源记录,若存在:成本对象(冶炼炉号+批次组别)IFAllotruleIS作业分配,转步骤3;图2基于消耗链的多重资源成本分配模型IFAllotruleIS差异分配,转步骤9;图2方法以区域成本中心和成本期间为基本单IFAllotruleIS全部分配,转步骤1O。元沿消耗链进行成本资源归集。成本资源信息多元若不存在“未分配”资源记录,则表明所有资源组CR:。其中:Resour—作业一归属(Expense-Dependence-Activity,EDA)矩ceid表示资源编码,由企业统一编制;Usetime表示阵,EDA矩阵描述资源对作业的贡献,行代表作业资源使用时间;Amount表示资源使用数量;Unit表类别,列代表资源费用种类。作业i与其所对应的示资源计量单位;Price表示资源计划单价;Cost—资源费用J唯一确定EDA矩阵元素(,J)。
计算机集成制造系统第16卷步骤4将EDA矩阵表的内容改变为资源动4基于消耗链的作业成本控制计划方法因权重,每列之和为1,该权重可根据企业历史数据测算获得。成本控制计划是依据某一时期的成本发展趋步骤5计算各作业金额价值,利用如下公式势,结合企业整体生产经营计划而制订的成本管理获得每一作业所消耗的资源价值。T(i)目标。成本控制计划作为企业成本事前控制的管理M目标,与同标成本相近,都是着眼于未来时期企业生一Expense(j)·EDA(i,J)。其中:TA()为作,=1产经营活动巾的资金耗费情况,它主要凭借企业过业i的成本之和,M为资源数目,Expense(j)为资源去和现在的有关技术资料和成本信息,来判断和限的金额,EDA(i,J)为i作业消耗J资源的资源动定今后企业生产经营活动中成本发展的状态和可能因权重。的结果。企业的成本控制计划与企业主生产计划息步骤6将作业资源分配到炉号,建立作业一息相关,随着主生产计划的变化而变化。与物料需炉号~归属(Activity-Furnace—Dependence,AFD)矩求计划类似,成本控制计划可以通过设立作业清单阵,AFD矩阵描述作业资源被炉钢消耗情况,其中炉表,建立起成本消耗与产品生产的对应关系,采用消号信息来源于核算期间内作业中心的生产统计数据耗链逆推法生成与主生产计划相关的作业计划和成(可由作业中心生产信息统计数据库查询获得)。行本计划。成本控制计划不仅包括直接材料成本,更重代表冶炼炉号,列代表作业类别,炉号k与所消耗的要的是借助于企业标准信息制订各作业的间接成本作业资源J唯一确定AFD矩阵元素(,)。计划。本文结合作业成本法的管理思想,将订单产品步骤7将AFD矩阵表的内容改变为作业动属性和成本计划与资源消耗联系起来,提出基于消耗因权重,每列之和为1,该动因权重可由物料跟踪系链的作业成本控制计划方法,该方法基于微观生产系统获取。统的过程结构、作业流程和目标技术经济指标,制订步骤8计算出各冶炼炉号成本的金额价值。的成本控制计划为成本控制提供决策信息。利用如下公式获得每一冶炼炉号的资源价值。基于消耗链的成本控制计划是一个多维度、多N层次的成本计划,体现了订单的产品性、组织性、科r(志)一A()·AFD(k,J)。其中,OcP()为,一1目性及时间性。产品性是指成本控制计划要与企业冶炼炉号k作业分配的费用成本,N为作业数量,]rc完成的订单产品任务和作业任务相关,以便进行产()为作业J的资源金额价值,AFD(k,)为冶炼炉号品项目成本管理和作业成本管理;组织性是指成本k消耗J作业的作业动因权重,并将已分配资源记录控制计划要落实到企业的相关作业中心,以便进行的分配标识标记为“已分配”。转步骤2。责任成本管理;科目性是指成本控制计划要对发生步骤9将差异资源在核算期间内按照资源科的成本进行分类管理;而时间性则是指成本控制计目对照关系分配到指定的冶炼炉号成本项目中,并划要考虑成本发生的时间区间。用四元组表示上述将已分配资源记录的分配标识标记为“已分配”。转成本控制计划:CostPlan=。其中,P为步骤2。订单P集合;O为组织o,集合;S为科目集合;步骤1O将其他资源消耗按照区域成本中心主T为时间区间T集合。成本控制计划中某一组合体作业动因分配到指定的冶炼炉号中,并将已分配的(p,O,,t)称为控制指标。资源记录的分配标识标记为“已分配”。转步骤2。基于消耗链的作业成本控制计划模型和原材料步骤l1算法结束。成本控制计划算法如下:基于消耗链的多重资源成本分配方法采用单一(1)钢铁作业成本控制计划模型分配标准(如:以钢种工时系数为分配标准或以产量根据订单,首先确定企业最终产品的种类和出比例为配标准)对制造费用进行分配的传统成本核库量,并根据历史数据测算出该月企业各作业中心算方法。该方法不仅方便了成本核算,而且能够揭成本项目的投入额,即该月每一作业中心生产某类示各成本对象真正的成本构成,保证了成本数据的钢铁产品需要投人的每一项作业中心生产成本的投真实性,有利于对制造费用采取针对性措施和以作入额,该投入额是财务部门制订作业中心成本计划业成本为基础进行的相关决策。的重要依据。
第3期薄洪光等:基于消耗链的钢铁作业成本控制方法基于消耗链模型的作业成本控制计划的数据主步骤2获取产品主数据中关键作业中心集,要由三部分组成:①消耗链中各作业中心产品之问并将订单匹配状态设定为“已匹配”。的直接消耗关系;②作业中心产品在各作业中心的步骤3由作业中心归集获取产品所经消耗链成本定额直接消耗系数及其库存量,其中,成本定额信息,并获得消耗链上各半成品消耗系数向量(a;”,直接消耗系数是通过积累的历史数据测算得到的;a,⋯,a”),其中i为该消耗链所经过的成本中③企业最终产品的出库量。心数目,且≥2。从方法论的角度考察,该模型可根据一笔销售订步骤4由消耗链模型获得各中间半成品的完单产生的最终产品出库量,测算该订单需要投入的各全消耗系数矩阵B,计算各作业半成品需求矩阵项作业中心成本,该作业中心成本是销售部门评估订Bx,依作业链逆序减少库存,获得该订单各作业中单收益水平和制订各作业成本计划的重要依据。基心的坯料计划、返回钢计划量,并逆推获得钢锭的需于消耗链的作业成本控制计划模型如图3所示。求量。步骤5由产品钢号和标准信息获取该钢号的匝至囹化学成分信息。⋯~⋯⋯⋯楚⋯⋯⋯⋯⋯..步骤6依据钢铁产品配料模型获得钢锭冶炼陌司』作业各原主材料的直接消耗系数向量(o)一(L...................................Jtl-■‘{:巨巫堕鲤口1(2),⋯,口1(m))。步骤7获得订单产品对原料的完全消耗矩阵参数修订口{∞·。步骤8判断订单库中是否还存在未匹配的订单,若存在,则转步骤1;否则,转步骤9。图3基于捎耗链的作业成本控制计划模型步骤9按科目汇总所有订单原材料需求量,(2)钢铁原材料成本控制计划算法并根据原材料标准单价,汇总得到原材料分类成本钢铁企业原材料成本是整个钢铁企业成本的主计划。要部分,约占企业总成本的75。根据订单排产计步骤lO算法结束。划中各类产品来制订钢铁企业的原材料需求成本以5应用实例分析及各阶段作业成本控制计划,并在此基础上进行原材料消耗和作业成本的监控,是面向订单生产(Make东北某钢铁集团企业是以废钢、铁合金为主要toOrder,MTO)管理模式下钢铁企业进行成本事原料的电炉、模铸/连铸、轧制短流程生产线为特征前管理的重要途径。基于消耗链模型的钢铁企业原的钢铁制造企业,系我国国有重点特种钢骨干企业。材料成本计划制订算法如下:下面以该企业为例加以分析]。步骤1获取产品订单库中订单数据信息,将5.1多重资源成本分配实例分析订单钢号、规格等主特征属性信息和产品主数据模该企业某炼钢成本中心各作业成本库的直接、型主特征信息相匹配。间接资源如表1所示。表1某炼钢成本中心各作业成本库的成本资源表
586计算机集成制造系统第l6卷每个作业成本库的资源项目分配规则可定义为分得更加具体(如将其他成本库中的折旧费、人工工实际消耗、作业分配、差异分配和全部分配。无法归资分别划分到各作业中心),以降低其他成本库的全集到上述作业成本库的部分,可归入到其他成本库。部分配费用,使成本分配更接近实际。以上作业成本库中的资源均是以区域成本中心和成通过生产系统转换并接收得到物料跟踪数据。本期间为依据,从企业财务系统和物资供应系统获各冶炼炉号、批次跟踪的直接消耗信息如表2所示取,并按照资源与作业的映射关系确定得到的。作(数据有省略)。该表详细记录了各冶炼炉号、批次业中心资源的划分应根据企业实际需要而定,企业及作业中心的物料产量、成本动因,以及各种实际消根据实际要求亦可将各作业中心的作业分配资源划耗信息。表2各冶炼炉号实际消耗信息表
第3期薄洪光等:基于消耗链的钢铁作业成本控制方法为保证各类物资的实际消耗量和资源出库量的表4各钢号成本计算结果比较表平衡,在成本归集前,需要对各物资的出库量和实际消耗的差额进行数量平衡。数量平衡后可获得各作业成本库的成本动因总量。在对各冶炼炉号、作业中心的成本进行归集分配后(其中分配是按照作业分配、全部分配和差异分配三种资源分配方法),计算结果如表3所示,其中废钢科目括号内的成本为差异分配后的成本。由图2基于消耗链的多重资源成本分配方法,表3各冶炼炉号科目成本表将成本控制深入到冶炼炉号、作业过程这一层面,会更清晰、科学地反映钢铁产品制造过程中的费用消耗以及价值增值情况,也会为产品成本控制、产品结构优化及销售决策提供更为可靠的成本数据。5.2作业成本控制计划实例分析钢号为ML20MnVB的不同规格产品的生产订单如表5所示,且冶炼时加入返回钢比例为0,其中钢号为ML20MnVB规格为5的产成品库存为50t。表5ML20MnVB产品生产订单数据表已知订单1匹配的产品主数据模型编号为DT00231623,由产品主数据模型的编号可知,该产品所经过的主要作业中心为冶炼铸锭、750开坯、轧制线材、拉拔。同理可知,订单2所经过的作业路线为冶炼铸锭、750开坯、轧制线材,而且订单1和订各作业成本库的成本动因总量如表4所示。单2在消耗链中的产品状态具有重合性,因此订单目前,钢铁企业是以钢号、规格为成本核算对象,1和订单2共享同一消耗链。根据工艺信息以及化所有制造费用在月末按事先规定的分配系数分配学成分信息得到订单1和订单2的共享消耗链如图至成本对象,方法粗放,而且它与钢铁企业的生产4所示。过程并不相关。而基于消耗链的多重资源成本分g~1(1)=0.002100lI..硅..铁..1一●_____一配方法是按照钢铁产品的实际加工工艺路线,并l(2)=1.10o000II._钢_._._铁_-_料_一2●_______一根据实际发生的各种作业成本动因数量,将各作口l(3)=o.015625l锰铁3I_-.._____一____一业成本库中的自定义成本资源归集分配到各种产∞(4)=0.00l052II..钒..铁..4一r—’’’一品对象中,对于生产过程成本流动的描述能力逐口l(5)=0.000700l钛铁5I....一渐增强,且保证了成本流与企业生产物流的一致r。。。。。。。。一O"l(6)=0.000080I硼铁6性,其结果更接近实际。该方法可以提供给企业卜塑卜垫决策者多种成本对象的成本(炉号成本、作业成本、钢号成本、责任成本)信息。图4订单驱动的钢铁产品消耗链
计算机集成制造系统第16卷钢锭对各种原主材料的直接消耗系数,可根据化由订单及成品库存计算最终产品需求向量x—学成分标准及钢铁料和铁合金消耗量计算得到,各作Eo,0,391.7,208],则各作业中心中间产品计划业中心资源直接消耗系数,可根据历史数据测算获f1a5"a∞a¨口口5a;¨1得。该订单产品消耗链的原主材料完全消耗矩阵R—l01a口:”口5孙l·1001口:。l00NI-o,0,391.7,2o8~]。A:经计算得到订单生产各阶段的作业计划及成本控制计划如图5所示。;他钢锭/t冶炼735.45735.4500Ⅲ㈣咖白产钢坯(15O方)/t初轧647.2647.200产品钢材(~ls)/t连轧216.67608.3700391.7盯"钢丝(≠5)/t拉拔208208500258啪渤,.11432钢铁料/元锰铁/元硅铁/元钛铁/元成本钒铁/元控制硼铁/元计划返回钢/t制造费用/元电力/元煤气/元图5订单产品各阶段的作业计划及成本控制计划从图5可以看出,消耗链模型不仅可以根据各6结束语类目标技术经济参数(成材率、损耗比、元素收得率本文依据为满足钢铁产品属性要求所历经的制等)和订单产品属性的变化来预测企业各作业中心造过程和消耗过程,以工艺链为基础建立了钢铁作的产品生产量、原材料需求量、能源需求量以及各种业消耗链模型。在成本分配方面,提出了基于消耗费用需求等,还可以为企业制订比较全面完整的成链的多重资源成本分配方法,根据各作业实际发生本控制计划提供可靠的依据,最终达到从企业全局的成本动因将作业成本库中的自定义资源归集分配和战略高度来考虑企业成本控制、考核与管理工作。到成本对象。应用实例表明,该方法可准确、及时地在成本控制方面,由于消耗链模型是根据订单产品提供给企业决策者多种成本对象的成本信息,为钢属性以及各作业中心技术经济联系的内在规律而制铁作业成本核算及作业管理提供成本过程信息支订的,科学可信,可以作为控制企业各作业中心的物持。在成本控制方面,提出了基于消耗链的作业成质需求、资金需求等的依据,有利于提高成本预算、本控制计划方法,并进行了相关实证研究,分析了消控制决策的水平。【下转第0597页)
]]]]]第3期龙浩等:基于相对效费比的网格工作流调度算法597[3]OASIS.OASISWebServicesresourceframework(WSRF)ofHuazhongUniversityofScienceandTechnology:Natural[EB/OL].[200901一o93.http://www.oasis-open.org/com—Science,2008,36(4):4547(inChinese).[于明远,朱艺华,梁mittees/wsrf.荣华.基于混合微粒群算法的网格服务工作流调度[J].华中科ZENGLZ。BENATALLAHB。NGUAHH.eta1.QoS-a—技大学学报:自然科学版,2008,36(4):45—47.]waremiddlewareforWebservicescomposition[J].IEEE[9]AKKANC,DREXLA,KIMMSA.Networkdecomposition—TransactionsonSoftwareEngineering,2004,30(5):31卜327.basedbenchmarkresultsforthediscretetimeCOSttradeoffDEMEULEMEESTERE,HERROELENW,ELMAGHRA—problem[J].EuropeanJournalofOperationalResearch,2005,BYSE.Optimalproceduresforthediscretetime/costtrade-165(2):339—358.offprobleminprojectnetworks[J].EuropeanJournalofOp—[1O]YuJ,BUYYAR,THAMCK.Cost—basedschedulingofscien—erationalResearch,1996,88(1):50—68.tificworkflowapplicationsonutilitygrids[c]//ProceedingsoftheLINJianning,WUHuizhong.Schedulingingridcomputingan1stIEEEInternationalConfrenceone-ScienceandGridCompuvironmentbasedongeneticalgorithm[J].JournalofComputerting.Piscataway,N.J.,USA:IEEEPress,2005:140~147.ResearchandDevelopment,2004,41(12):2190—2194(inChi—[113YUANYingchun,LIXiaoping,WANGQian,eta1.Bottomnese).[林剑柠,吴慧中.基于遗传算法的网格资源调度算法levelbasedheuristicforworkflowschedulingingrids[J].EJ3.计算机研究与发展,2004,41(12):2190—2194.]ChineseJournalofComputers,2008,31(2):282—290(inChiJINHal,CHENHanhua,LUZhipeng,etaI|QoSoptimizingnese).[苑迎春,李小平,王茜,等.基于逆向分层的网格工modelandsolvingforcompositeserviceinCGSPJobmanager[J].作流调度算法[J].计算机学报,2008,31(2):282290.]ChineseJournalofComputers,2005,28(4):578-588(inChinese).[12]BUYYAR,GIDDYJ,ABRAMSONnAnevaluationofecono—[金海,陈汉华,吕志鹏,等.CGSP作业管理其合成服务的my-basedresourcetradingandschedulingoncomputationalpowerQoS优化模型及求饵FJ].计算机学报,2005,28(4):578—588.]gridsforparametersweepapplicationsEC]//ProceedingsoftheYUMingyuan,ZHUYihua,LIANGRonghua.Agridserv—2ndInternationalWorkshoponActiveMiddlewareServices.ice—workflowscheduleusinghybridparticleswarm[J].JournalPittsburgh,Pa.,USA:KluwerAcademicPress,2000.f上接第0588页)nese).[刘威,史大为,李慧莹,等.钢铁企业生产成本控制技术综述[J].冶金自动化,2003,27(5):9-13.]耗链模型在作业成本控制计划和原材料成本控制计[4]GOSSELINM.Areviewofactivity-basedcosting:technique,划方面的应用效果。基于消耗链的钢铁作业成本控implementation,andconsequences[J].HandbooksofManage—制方法能够真实地反映出钢铁产品制造过程中的资mentAccountingResearch,2006,2:641-671.源、费用消耗和价值增值情况,通过模拟订单驱动的[5]HOMBURGC.AnoteonoptimalcostdriverselectioninABC钢铁产品制造和资源消耗过程,为钢铁企业事前制『J].ManagementAccountingResearch,2001,12(2):197—205.[6]KALLUNKIJP,SILVOLAH.Theeffectoforganizational订各阶段成本控制计划和技术经济分析提供了依lifecyclestageontheuseofactivity-basedcosting[J].Man—据,该方法对钢铁企业运作管理过程的定量分析决agementAccountingResearch,2008,19(1):62—69.策具有实践意义。[7]LIBuxi,WANGPingxin.Researchonmulti—costdrivercom—binationsinactivity—basedcosting[J].SystemsEngineering—参考文献:Theory&Practice,2007(4):47—53(inChinese).[李补喜,王平[1]MENGQiunan,LIUXiaobing.Generalized—operationbased心.作业成本计算中多成本动因合并研究[J].系统工程理论与productionCOStaccountingmethodinironandsteelindustry实践,2007(4):47—53.]口].ComputerIntegratedManufacturingSystems,2009,15[83BOHongguang,LIUXiaobing,MAYue,eta1.Rough—set—(1):197—201(inChinese).[蒙秋男,刘晓冰.基于广义作业的basedprocessknowledgediscoveryapproachinironandsteel钢铁生产成本核算方法研究[J].计算机集成制造系统,2009,industry[J].ComputerIntegratedManufacturingSystems,2009,15(1):135—141(inChinese).[薄洪光,刘晓冰,马跃,15(1):197—201.][2]LIUZixian,YUYu.Studyoftotalcostmanagementmodelin等.基于粗糙集的钢铁行业工艺知识发现方法[J].计算机集成ironandsteelenterprise[J].IronandSteel,2004,39(7):73—78制造系统,2009,15(1):135—141.](inChinese).[刘子先,余瑜.钢铁企业全面成本管理模式研[93ZHANGHao.ResearchonintegratedCOStmanagementmeth—究[J].钢铁,2004,39(7):73—78.]odandapplicationforsteelmakingindustry[D].Dalian:Dalian[3]LIUWei,SHIDawei,LIHuiying,eta1.Reviewofproduc—UniversityofTechnology,2007(inChinese).[张浩.钢铁制tionCOStcontroltechnologyinironandsteelenterprise[J].造业集成成本管理方法及应用研究[D].大连:大连理工大MetallurgicalIndustryAutomation,2003,27(5):9-13(inChi一学,2007.]'
您可能关注的文档
- 餐饮成本控制方法.总结.doc
- 工程造价成本控制方法.doc
- 高新技术企业成本控制方法研究 .doc
- 建设项目成本构成与成本控制方法研究论文.doc
- 浅议建筑项目经济管理与成本控制方法探析.pdf
- 建筑工程项目成本控制方法的探讨.pdf
- 建筑工程施工项目管理及成本控制方法.pdf
- 工程项目施工中的成本控制方法.pdf
- 浅谈房建工程造价的成本控制方法.pdf
- 有效成本控制方法.doc
- 建筑工程成本控制方法.doc
- 施工项目成本控制方法探讨.doc
- 库存成本控制方法2011课件.ppt
- 建筑企业成本控制方法.pdf
- 生产成本控制方法幻灯片课件.ppt
- 成本控制方法之非可售面积的规划设计课件.pptx
- 单件小批量生产企业中的成本控制方法.doc
- 关于建筑施工的成本控制方法浅谈-论文.pdf