


- 126.50 KB
- 13页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'130T/H循环流化床锅炉安装方案一、概述 130t/h锅炉为中压、中型煤矿粉锅炉,露天装置,全钢悬吊式结构,锅炉前部为炉膛,四周布置水冷壁,水平烟道内布置二级对流过热器,二级对流过热器间设一面式减温器,尾部烟道交*布置两级省煤器和空气预热器,锅筒、水冷壁、过热器全部悬吊于炉顶大板梁上,省煤器、空气预热器支承于尾部横梁上,锅炉钢架由六根立柱、大板梁、横梁组成,柱与柱之间,梁与梁之间由斜拉条连接,组成一个桁架结构,角置直流式浓氮燃烧器在水冷壁正四角布置,锅炉运行时整个炉镗一起向下膨胀,燃烧后的煤灰采用侧向水力除渣,冲入沉渣池. 二、施工工艺和操作要点 ㈠工艺程序 炉管校正 设备材料检查验收 基础验收 钢架的组对安装 汽包安装 下降管安装 护板组焊 顶部连接管安装 燃烧器安装 刚性梁安装 水冷壁安装 联箱安装 门类及密封安装 省煤器安装 空气预热器安装 炉墙安装 过热器安装 本体管路安装 水压试验 ㈡工艺方法和操作要点 1、钢梁安装 (1)钢架的拼装
锅炉钢架立柱一般为二段到货,为便于质量控制和减少高空作 业难度,6片划分以最小跨度为原则,一般将前墙及侧尾分成上下2片在地面组对,组对应在找平的枕木上进行,以柱顶标高为基准,向柱脚处确定立柱的1M标高线,上下立柱划出纵向中心线,并应注意焊接顺序,和留有适当焊接收缩量,以免焊接后组合尺寸超差,组合后误差见表1,组对顺序与安装顺序相反,组对好的钢架 不许叠放,以防变形,及时移出组对场地.表1序号 检查项目 允许偏差1各立柱间距离间距的1/1000,最大不大于102各立柱间平行度长度的1/1000,最大不大于103横梁标高±54横梁间平行度长度的1/1000,最大不大于55组合件相应对角线长度的1.5/1000,最大不大于156横梁与立柱中心线相对错位±5 (2)钢架的安装 1)安装顺序及方法 钢架安装前柱头绑扎好钢丝张线,用50t吊车进行吊装就位, 吊装顺序为Z1-Z1反,Z2-Z3,Z2反-Z3反,六根立柱找正好后,拉上就线,安装两侧横梁和拉条及尾前、尾后横梁,尾部横梁安装时,须考虑水冷壁管的安装通道,安装过程中用线锤监视,经纬仪复测,然后用同样方法安装钢架上段. 2)安装要求 a、安装找正时,以厂房的基准标高点,测定各立柱上的1M标高点,立柱标高用底部垫铁进行调整; b、钢架安装一件,找正一件,严禁在未找正好的构架上进行下道工序; c、钢架安装时,先找正点焊固定,经复核尺寸符合表2要求后正式施焊;
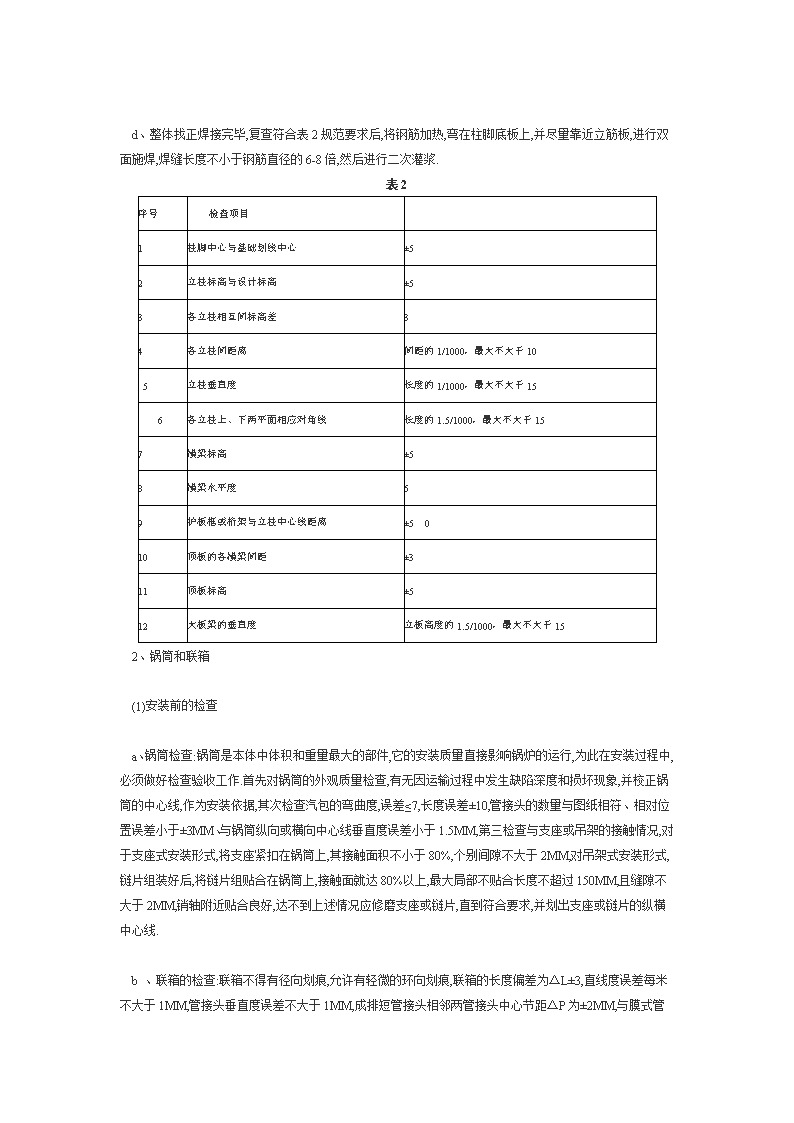
d、整体找正焊接完毕,复查符合表2规范要求后,将钢筋加热,弯在柱脚底板上,并尽量靠近立筋板,进行双面施焊,焊缝长度不小于钢筋直径的6-8倍,然后进行二次灌浆.表2序号 检查项目 1柱脚中心与基础划线中心±52立柱标高与设计标高±53各立柱相互间标高差34各立柱间距离间距的1/1000,最大不大于10 5立柱垂直度长度的1/1000,最大不大于15 6各立柱上、下两平面相应对角线长度的1.5/1000,最大不大于157横梁标高±58横梁水平度59护板框或桁架与立柱中心线距离±5 010顶板的各横梁间距±311顶板标高±512大板梁的垂直度立板高度的1.5/1000,最大不大于15 2、锅筒和联箱 (1)安装前的检查 a、锅筒检查:锅筒是本体中体积和重量最大的部件,它的安装质量直接影响锅炉的运行,为此在安装过程中,必须做好检查验收工作.首先对锅筒的外观质量检查,有无因运输过程中发生缺陷深度和损坏现象,并校正锅筒的中心线,作为安装依据,其次检查汽包的弯曲度,误差≤7,长度误差±10,管接头的数量与图纸相符、相对位置误差小于±3MM、与锅筒纵向或横向中心线垂直度误差小于1.5MM,第三检查与支座或吊架的接触情况,对于支座式安装形式,将支座紧扣在锅筒上,其接触面积不小于80%,个别间隙不大于2MM,对吊架式安装形式,链片组装好后,将链片组贴合在锅筒上,接触面就达80%以上,最大局部不贴合长度不超过150MM,且缝隙不大于2MM,销轴附近贴合良好,达不到上述情况应修磨支座或链片,直到符合要求,并划出支座或链片的纵横中心线. b、联箱的检查:联箱不得有径向划痕,允许有轻微的环向划痕,联箱的长度偏差为△L±3,直线度误差每米不大于1MM,管接头垂直度误差不大于1MM,成排短管接头相邻两管接头中心节距△P
为±2MM,与膜式管屏相接的联箱纵向两端管接头管端中心距偏差△P为±3,与蛇形管相接的联箱纵向两端管接头管端中心距偏差为±6MM,管接头高度偏差±2MM;成排长管接头相邻两管接头纵向中心距偏差±3,横向中心距偏差±3MM,横向纵向两端管接头管端中心距偏差均为±3,高度偏差±2MM,否则应进行火焰矫正,管口修磨或做出标记用管子进行补救,使之达到对口间隙要求. (2)锅筒和联箱的安装 1)锅筒的安装 a、锅筒的吊装 130t/h锅炉安装中的大件吊装主要有三个:锅筒、粗粉分离器和细粉分离器.对锅筒的吊装不论何种安装方式,均可制安临时吊点用卷扬机和滑轮组进行倾斜吊装到位,倾斜角度以投影长度小于钢架内壁尺寸为准,三件的安装主要根据现场条件确定合理的安装顺序,否则加大粗细粉分离器的吊装费用和施工难度. b、锅筒的安装 安装时用拉对角线方法确定两支座或吊架的平行度,对角线差小于2MM,用V型水平仪检查两支座间高差小于2MM,对于悬吊式锅筒,先粗调四个吊杆,待锅筒就位后借助卷扬机进行微调到设计标高和水平度符合表3要求,汽包找正好后,四个方向进行临时固定,待水压试验后拆除. 2)联箱的安装 a、对水冷壁联箱,当炉管为膜式壁时,可将上下联箱与炉管在地面组合架上组焊后,整体进行安装,当炉管为单根管子时,需分别安装上下联箱,然后用快速卷扬机单根安装炉管,上下联箱安装好后,纵向热膨胀间隙满足图纸要求. b、过热器、省煤器联箱,不论为悬吊式或支架式,均应先安装好后,前后或上下同时安装过热器或省煤器管子,安装过热器联箱时,对单向或双向膨胀的预留间隙必须符合图纸要求,并注意安装的联箱不要阻碍先安装的联箱膨胀.省煤器联箱的V形卡不能把死,保证纵向双向膨胀. c、锅筒联箱安装标准见表名 称标高误差MM水平误差MM 锅 筒±52 联 箱±53
3、受热面管的安装 (1)受热面管的检查 受热面管包括水冷壁管,过热器管,省煤管,是本体的重要组成部份,其安装焊接质量直接影响锅炉的使用寿命,组焊安装前均应不小于0.59MPA压缩空气,进行通球检查,以清除内部杂物,保证畅通,过热器合金管光谱复验,为了保证水冷管组焊工作的顺利进行和整个炉膛的外形尺寸,必须对水冷壁管进行单独校 正工作. 1)通球用钢球的制造直径偏差为-0.2MM,球径见表管子外径弯曲半径 D1≥60 32'
您可能关注的文档
- 130吨高温高压锅炉安装方案
- 循环流化床锅炉安装方案
- 锅炉安装方案设计论文.doc
- 兴化45吨循环流化床锅炉安装方案[1]
- 燃气锅炉安装方案
- 锅炉安装方案设计论文.doc
- 立式蒸汽锅炉安装方案
- 《单县广舜热力有限公司热电项目tg-_.-m型循环流化床锅炉安装方案》
- 循环流化床锅炉安装方案__本科毕业论文.doc
- 循环流化床锅炉安装方案
- 单县广舜热力有限公司热电项目tg-130_9.8-m6型循环流化床锅炉安装方案
- 邹平福明焦化35t燃气锅炉安装方案
- 立式蒸汽锅炉安装方案
- 淮北热电厂锅炉安装方案
- 埋管型循环流化床锅炉安装方案
- 75吨锅炉安装方案
- 《锅炉安装方案》word版
- 余热锅炉安装方案(工程施工组织设计方案)