


- 68.50 KB
- 4页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
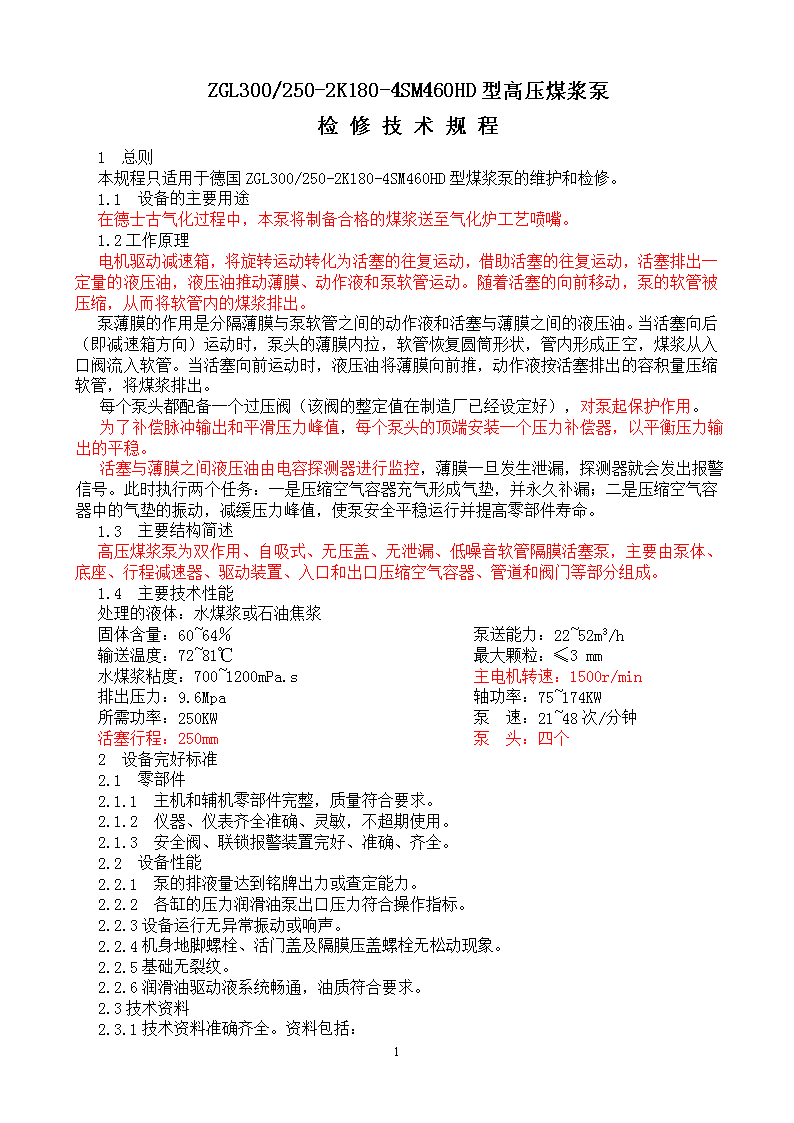
'ZGL300/250-2K180-4SM460HD型高压煤浆泵检修技术规程1总则本规程只适用于德国ZGL300/250-2K180-4SM460HD型煤浆泵的维护和检修。1.1设备的主要用途在德士古气化过程中,本泵将制备合格的煤浆送至气化炉工艺喷嘴。1.2工作原理电机驱动减速箱,将旋转运动转化为活塞的往复运动,借助活塞的往复运动,活塞排出一定量的液压油,液压油推动薄膜、动作液和泵软管运动。随着活塞的向前移动,泵的软管被压缩,从而将软管内的煤浆排出。泵薄膜的作用是分隔薄膜与泵软管之间的动作液和活塞与薄膜之间的液压油。当活塞向后(即减速箱方向)运动时,泵头的薄膜内拉,软管恢复圆筒形状,管内形成正空,煤浆从入口阀流入软管。当活塞向前运动时,液压油将薄膜向前推,动作液按活塞排出的容积量压缩软管,将煤浆排出。每个泵头都配备一个过压阀(该阀的整定值在制造厂已经设定好),对泵起保护作用。为了补偿脉冲输出和平滑压力峰值,每个泵头的顶端安装一个压力补偿器,以平衡压力输出的平稳。活塞与薄膜之间液压油由电容探测器进行监控,薄膜一旦发生泄漏,探测器就会发出报警信号。此时执行两个任务:一是压缩空气容器充气形成气垫,并永久补漏;二是压缩空气容器中的气垫的振动,减缓压力峰值,使泵安全平稳运行并提高零部件寿命。1.3主要结构简述高压煤浆泵为双作用、自吸式、无压盖、无泄漏、低噪音软管隔膜活塞泵,主要由泵体、底座、行程减速器、驱动装置、入口和出口压缩空气容器、管道和阀门等部分组成。1.4主要技术性能处理的液体:水煤浆或石油焦浆固体含量:60~64%泵送能力:22~52m3/h输送温度:72~81℃最大颗粒:≤3mm水煤浆粘度:700~1200mPa.s主电机转速:1500r/min排出压力:9.6Mpa轴功率:75~174KW所需功率:250KW泵速:21~48次/分钟活塞行程:250mm泵头:四个2设备完好标准2.1零部件2.1.1主机和辅机零部件完整,质量符合要求。2.1.2仪器、仪表齐全准确、灵敏,不超期使用。2.1.3安全阀、联锁报警装置完好、准确、齐全。2.2设备性能2.2.1泵的排液量达到铭牌出力或查定能力。2.2.2各缸的压力润滑油泵出口压力符合操作指标。2.2.3设备运行无异常振动或响声。2.2.4机身地脚螺栓、活门盖及隔膜压盖螺栓无松动现象。2.2.5基础无裂纹。2.2.6润滑油驱动液系统畅通,油质符合要求。2.3技术资料2.3.1技术资料准确齐全。资料包括:3
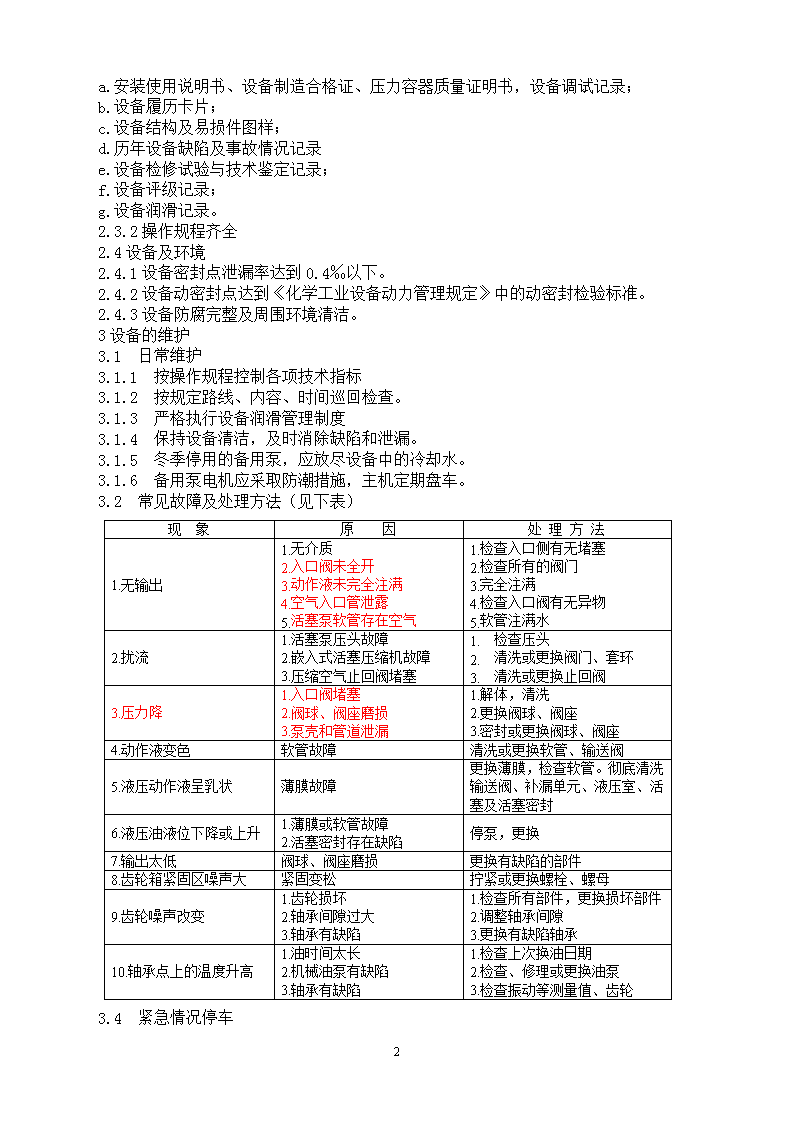
a.安装使用说明书、设备制造合格证、压力容器质量证明书,设备调试记录;b.设备履历卡片;c.设备结构及易损件图样;d.历年设备缺陷及事故情况记录e.设备检修试验与技术鉴定记录;f.设备评级记录;g.设备润滑记录。2.3.2操作规程齐全2.4设备及环境2.4.1设备密封点泄漏率达到0.4‰以下。2.4.2设备动密封点达到《化学工业设备动力管理规定》中的动密封检验标准。2.4.3设备防腐完整及周围环境清洁。3设备的维护3.1日常维护3.1.1按操作规程控制各项技术指标3.1.2按规定路线、内容、时间巡回检查。3.1.3严格执行设备润滑管理制度3.1.4保持设备清洁,及时消除缺陷和泄漏。3.1.5冬季停用的备用泵,应放尽设备中的冷却水。3.1.6备用泵电机应采取防潮措施,主机定期盘车。3.2常见故障及处理方法(见下表)现象原因处理方法1.无输出1.无介质2.入口阀未全开3.动作液未完全注满4.空气入口管泄露5.活塞泵软管存在空气1.检查入口侧有无堵塞2.检查所有的阀门3.完全注满4.检查入口阀有无异物5.软管注满水2.扰流1.活塞泵压头故障2.嵌入式活塞压缩机故障3.压缩空气止回阀堵塞1.检查压头2.清洗或更换阀门、套环3.清洗或更换止回阀3.压力降1.入口阀堵塞2.阀球、阀座磨损3.泵壳和管道泄漏1.解体,清洗2.更换阀球、阀座3.密封或更换阀球、阀座4.动作液变色软管故障清洗或更换软管、输送阀5.液压动作液呈乳状薄膜故障更换薄膜,检查软管。彻底清洗输送阀、补漏单元、液压室、活塞及活塞密封6.液压油液位下降或上升1.薄膜或软管故障2.活塞密封存在缺陷停泵,更换7.输出太低阀球、阀座磨损更换有缺陷的部件8.齿轮箱紧固区噪声大紧固变松拧紧或更换螺栓、螺母9.齿轮噪声改变1.齿轮损坏2.轴承间隙过大3.轴承有缺陷1.检查所有部件,更换损坏部件2.调整轴承间隙3.更换有缺陷轴承10.轴承点上的温度升高1.油时间太长2.机械油泵有缺陷3.轴承有缺陷1.检查上次换油日期2.检查、修理或更换油泵3.检查振动等测量值、齿轮3.4紧急情况停车3
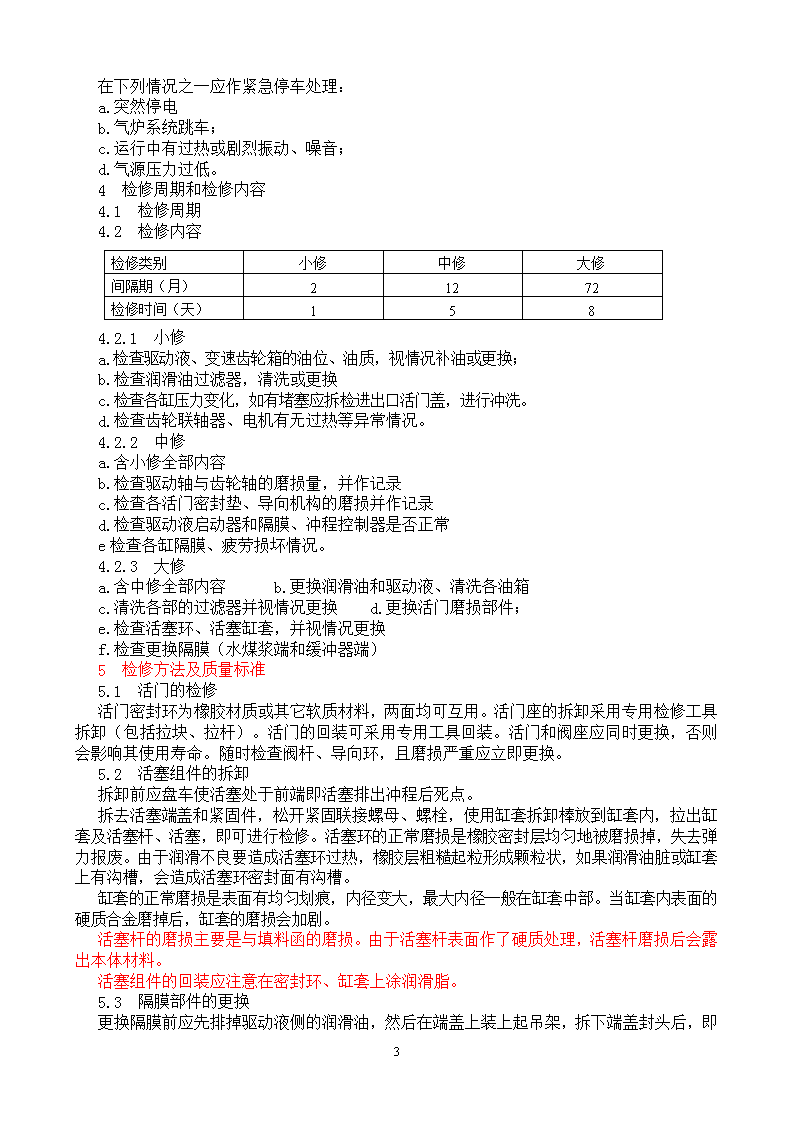
在下列情况之一应作紧急停车处理:a.突然停电b.气炉系统跳车;c.运行中有过热或剧烈振动、噪音;d.气源压力过低。4检修周期和检修内容4.1检修周期4.2检修内容检修类别小修中修大修间隔期(月)21272检修时间(天)1584.2.1小修a.检查驱动液、变速齿轮箱的油位、油质,视情况补油或更换;b.检查润滑油过滤器,清洗或更换c.检查各缸压力变化,如有堵塞应拆检进出口活门盖,进行冲洗。d.检查齿轮联轴器、电机有无过热等异常情况。4.2.2中修a.含小修全部内容b.检查驱动轴与齿轮轴的磨损量,并作记录c.检查各活门密封垫、导向机构的磨损并作记录d.检查驱动液启动器和隔膜、冲程控制器是否正常e检查各缸隔膜、疲劳损坏情况。4.2.3大修a.含中修全部内容b.更换润滑油和驱动液、清洗各油箱c.清洗各部的过滤器并视情况更换d.更换活门磨损部件;e.检查活塞环、活塞缸套,并视情况更换f.检查更换隔膜(水煤浆端和缓冲器端)5检修方法及质量标准5.1活门的检修活门密封环为橡胶材质或其它软质材料,两面均可互用。活门座的拆卸采用专用检修工具拆卸(包括拉块、拉杆)。活门的回装可采用专用工具回装。活门和阀座应同时更换,否则会影响其使用寿命。随时检查阀杆、导向环,且磨损严重应立即更换。5.2活塞组件的拆卸拆卸前应盘车使活塞处于前端即活塞排出冲程后死点。拆去活塞端盖和紧固件,松开紧固联接螺母、螺栓,使用缸套拆卸棒放到缸套内,拉出缸套及活塞杆、活塞,即可进行检修。活塞环的正常磨损是橡胶密封层均匀地被磨损掉,失去弹力报废。由于润滑不良要造成活塞环过热,橡胶层粗糙起粒形成颗粒状,如果润滑油脏或缸套上有沟槽,会造成活塞环密封面有沟槽。缸套的正常磨损是表面有均匀划痕,内径变大,最大内径一般在缸套中部。当缸套内表面的硬质合金磨掉后,缸套的磨损会加剧。活塞杆的磨损主要是与填料函的磨损。由于活塞杆表面作了硬质处理,活塞杆磨损后会露出本体材料。活塞组件的回装应注意在密封环、缸套上涂润滑脂。5.3隔膜部件的更换3
更换隔膜前应先排掉驱动液侧的润滑油,然后在端盖上装上起吊架,拆下端盖封头后,即可取出隔膜和导向控制杆。回装隔膜时,清理干净隔膜密封区域后,涂一层二硫化钼润滑脂,然后回装端盖。6试车与验收6.1试车的组织6.1.1小修后的试车应当在工艺操作人员和维修人员以及工艺、设备技术人员同时监督下完成。6.1.2中修后的试车应在操作人员、维修人员、电气、仪表人员和车间工程技术人员、机动部共同监督下实施。6.1.3大修后的试车应当在工艺、设备、电仪监督下完成。6.2试车前的准备工作6.2.1确认各部的润滑油质应符合要求。6.2.2隔膜缓冲器预冲压并达到压力要求。6.2.3检查压力表以及操作盘完好情况。6.2.4工艺人员做好开车前的工艺处理。6.3试车6.3.1电机单体试车,确认转向正确。6.3.2启动时,变频器应以低速向上调。6.3.3连续运转超过2小时,检查轴承、电机端及润滑油温有无超标现象。6.3.4检查活门盖、活塞杆填料函,以及油路接头有无漏点。6.3.5运转平稳,无振动、噪音。6.4验收6.4.1设备经负荷运转4小时,达到本规程的质量要求和设备完好标准,工艺人员、技术人员即可办理竣工验收手续。7维护安全注意事项7.1设备的维护和检修必须遵守国家及厂发的各项维护检修安全技术规程。7.2维护安全规定7.2.1设备运行中不允许任何检修活动。7.2.2不明原因跳车,未查明原因前,不得再启动。7.3检修安全规定7.3.1检修前必须办理安全检修工作票和停电票,工艺人员做好工艺处理。7.3.2检修起重时,注意吊装安全。7.4试车安全规定7.4.1严格控制电机的调整速率7.4.2现场设备无杂物。3'
您可能关注的文档
- 优树选择和优良无性系选育技术规程
- 村镇排水工程技术规程
- 上海市园林植物种植技术规程
- 湖南省房产面积测量技术规程
- 建筑外遮阳工程技术规程(征求意见稿)
- 红枣栽培技术规程
- 苏jgt026-2009 建筑反射隔热涂料应用技术规程
- 城镇供热直埋蒸汽管道技术规程
- 钻孔灌注桩成孔、地下连续墙成槽检测技术规程(江苏省工...
- 发泡水泥绝热层与水泥砂浆填充层地面辐射供暖工程技术规程
- 变频电动机压缩机组安装工程技术规程1030
- 无公害绿豆生产技术规程
- 城市污水处理厂运行维护及其安全技术规程
- 基本农田划定技术规程编制说明
- 安全技术规程(内容)
- 山东省发泡混凝土板外墙外保温应用技术规程
- 成品车间安全操作技术规程(2014.06修定好)
- 冬小麦高产栽培技术规程.-.2011413131912