


- 123.00 KB
- 7页


- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'水平钢筋窄间隙焊施工工法1特点22适用范围23连接原理24工艺流程及操作要点25材料设备56质量检验67劳动组织68效益分析69工程实例6
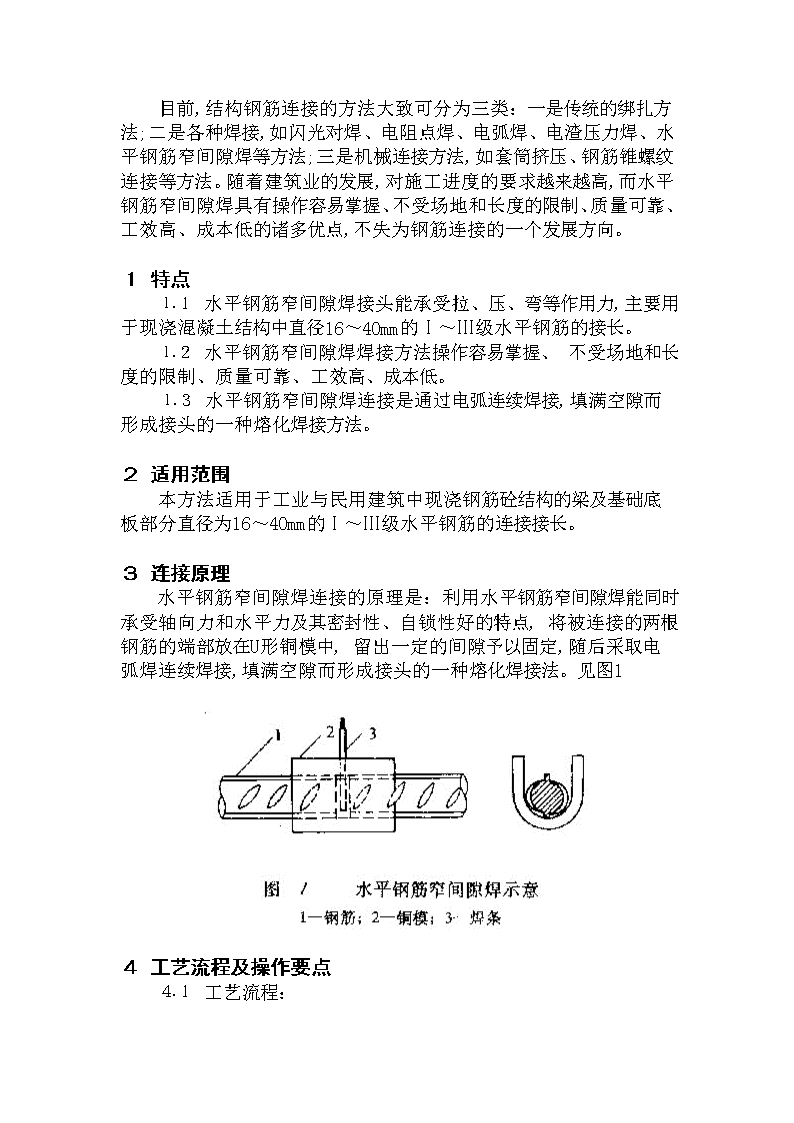
目前,结构钢筋连接的方法大致可分为三类:一是传统的绑扎方法;二是各种焊接,如闪光对焊、电阻点焊、电弧焊、电渣压力焊、水平钢筋窄间隙焊等方法;三是机械连接方法,如套筒挤压、钢筋锥螺纹连接等方法。随着建筑业的发展,对施工进度的要求越来越高,而水平钢筋窄间隙焊具有操作容易掌握、不受场地和长度的限制、质量可靠、工效高、成本低的诸多优点,不失为钢筋连接的一个发展方向。1特点⒈1水平钢筋窄间隙焊接头能承受拉、压、弯等作用力,主要用于现浇混凝土结构中直径16~40mm的Ⅰ~Ⅲ级水平钢筋的接长。⒈2水平钢筋窄间隙焊焊接方法操作容易掌握、不受场地和长度的限制、质量可靠、工效高、成本低。⒈3水平钢筋窄间隙焊连接是通过电弧连续焊接,填满空隙而形成接头的一种熔化焊接方法。2适用范围本方法适用于工业与民用建筑中现浇钢筋砼结构的梁及基础底板部分直径为16~40mm的Ⅰ~Ⅲ级水平钢筋的连接接长。3连接原理水平钢筋窄间隙焊连接的原理是:利用水平钢筋窄间隙焊能同时承受轴向力和水平力及其密封性、自锁性好的特点,将被连接的两根钢筋的端部放在U形铜模中,留出一定的间隙予以固定,随后采取电弧焊连续焊接,填满空隙而形成接头的一种熔化焊接法。见图14工艺流程及操作要点⒋1工艺流程:
钢筋下料清除钢筋锈斑、油污班前焊检查钢筋在构杆件的设置位置现场安装卡具调整电流焊接拆卸卡具焊接后保温外观检查机械性能检查⒋2操作要点:⒋⒉1钢筋下料:采用无齿锯切割,也可采用氧乙炔切割,钢筋端面要切平,被焊接部300mm内应该挺直,如有弯曲,要矫直或切除。⒋⒉2每个工作班开始前,需提前2小时烘焊条,认真做好焊条烘焙记录,必须严格按技术要求正确烘干才可使用。⒋⒉3认真做好班前检查,钢筋焊接部位和锈斑、油污杂物等,应在焊前清除干净,防止焊接时产生气孔和夹渣。⒋⒉4安装卡具,将两根钢筋分别放入模具中,端面对正,留出一定的间隙,间隙大小根据钢筋直径选出(见表1),然后略用力将螺栓固定住钢筋,使焊接时端面钢筋不转动,加紧后的钢筋严防晃动,以免钢筋错位和模具变形。
水平钢筋窄间隙焊参数表1钢筋直径mm)间隙尺寸(mm)焊条直径(mm)焊接电流(mm)20、2225、283236、40121314153.24.04.05.0100~110150~160150~160210~220⒋⒉5根据施焊的钢筋直径、级别选用焊条的牌号和直径(见表1、表2),且钳型表调整焊接电流(电流的选择根据钢筋直径选用,范围在100~220A内)。水平钢筋窄间隙焊的焊条型号表2序号钢筋级别焊条型号1ⅠE43032ⅡE50163ⅢE6016⒋⒉6水平钢筋窄间隙焊接头焊毕,应适当延长焊接后保温时间,一般3-5min,冬季施焊时要等接头冷却后再卸焊接模具。⒋⒉7水平钢筋窄间隙焊接接头拆卸卡具之后,应逐个接头进行外观检查,合格之后应按照规定的批量抽取试件进行机械性能检验。⒋⒉8钢筋焊接(见图2):⒋⒉⒏1焊条插入间隙底部一侧的钢筋端面引燃电弧,并充分熔透钢筋下口和使熔池金属超过1/2的间隙;接着,电弧移至另一侧钢筋端面下部,重复上述动作,使溶池金属连成一体;然后,交替运弧完成打底焊缝。见图2a⒋⒉⒏2焊条前后左右运弧.使熔池金属充填至4/5的间隙高。见图2b⒋⒉⒏3逐渐扩宽焊缝,可改连续焊为断续焊,
直至完成盖面焊缝。见图2c⒋⒉9注意事项:⒋⒉⒐1焊条需在烘干炉中经250℃烘2小时后,放保温箱内备用。⒋⒉⒐2钢筋待焊部位的铁锈、油污及泥浆等需清除干净后,方可焊接。⒋⒉⒐3选择适当的焊接参数,采用短弧施焊,以避免产生气孔缺陷。⒋⒉⒐4电弧移至钢筋边缘时,应减慢运弧速度,以利于熔渣顺利排至钢筋与铜模之间的空穴中,避免产生夹渣缺陷。⒋⒉⒐5电弧移至钢筋表面时,宜稍停片刻,可改连续焊为断续焊,避免产生过热缺陷。⒋⒉⒐6接头焊缝力求饱满、匀称外形呈鼓状,纵剖面呈倒钢轨形,焊缝宜高出钢筋表面2-3mm,但不大于3mm,并平缓过渡至钢筋表。⒋⒉⒐7冬季施焊时,应在钢筋规定的焊接电流加大一档,并将接头冷却后再卸焊接模具。5材料设备⒌1钢筋:连接的钢筋必须有材质证明书,并经施工现场复验合格,各项性能指标应符合钢筋砼用钢筋(GB50204-92)标准。⒌2焊条:应与所焊钢筋等强,并有利于改善钢筋接头的综合性能。其性能、牌号应符合钢筋级别使用的要求。(见表2)⒌⒉1使用前必须按照使用说明书和要求进行烘焙,烘焙后又吸潮的焊条可以再次烘焙,但不得多于前两次。⒌⒉2要有产品出厂合格证(并附有使用说明书及性能指标)。⒌⒉3焊工必须经过专门训练,并应持有焊工合格证。⒌3模具:包括U型铜模和夹紧装置,选用模具大小应与钢筋直径相适应,一般一种模具只用于两种直径的钢筋焊接。见图3⒌4电焊机:可采用空栽电压大于75V的交流或直流电焊机,
所用电源应能根据需要调整焊接电流,其二次电流的容量应不小于00A,且应具有良好的稳定性。⒌5烘箱:选用的烘箱焊条应具有自动控温恒温装置,温度应达到35℃以上。⒌6保温桶:容量3-5Kg,通电恒温,温度保持在150℃。⒌7钳型表:袖珍式钳型表用于测量电流,保持焊接参数的准。6质量检验⒍1外观检查:水平钢筋窄间隙焊接头外观检查应逐个进行,检查结果应符合下列要求:⒍⒈1接头处焊缝应饱满,不得有裂纹,不得有深度大于0.5的咬边;⒍⒈2接头处的轴线偏移不得超过钢筋直径的0.1倍,同时不得大于2mm;⒍⒈3接头处的弯折不大于4℃。⒍2力学性能试验:水平钢筋窄间隙焊接头的力学性能(拉伸、冷弯)试验,比照钢筋闪光对焊接头办理,但每批接头以300个计。⒍3不合格接头的现场处理:对外观检查和力学性能不合格的接头要切除重焊。如不能切除重焊,则需补强。补强办法是在接头处外焊一段80~100mm长的角钢∠40~∠60。然后,随机切除3个试样作力学性能试验,合格后方可应用。7劳动组织⒎1钢筋焊接:每个焊接小组由一名技工(经过此种技术培训,持有合格证),2名辅助工(应熟悉模具和钢筋的安装要求)组成,且成员相对稳定。⒎2一个工作组可配备卡具10~15个,保温桶一个,每个台班可完成焊接接头40~60个。8效益分析⒏1节约能源:与搭接焊比较,缩小了焊接范围,节约用电。⒏2可节约钢材:此种连接方法与传统的连接方法,如搭接焊、锥螺纹连接、绑扎连接等方法相比较,节约钢材用量。⒏3便于运输:焊接不受场地和长度的限制,其设备体积小,重量轻,搬运方便,方便了施工。⒏4与附合式锥螺纹水平钢筋连接相比较,可节约工程造价0%。9工程实例八局一公司山东省图书馆工程自一九九六年七月至一九九六年十二月应用水平钢筋窄间隙焊技术进行主体结构水平钢筋连接,钢筋接头数量见表3示。
表3钢筋规格(mm)工程项目18202022山东省图书馆新馆24683390512013630'
您可能关注的文档
- 旋流井沉井结构施工工法(附示意图)
- 无临时支墩的钢-砼叠合梁施工工法
- 无尖轨道岔施工工法(铁路施工,附示意图)
- 无循环钻孔灌注桩施工工法(旋挖桩,cfg桩复合地基)
- 无循环钻孔灌注桩施工工法(旋挖桩,复合地基)
- 无空腔_防火wgj板外墙保温施工工法
- 智慧型“挂钩式”幕墙施工工法(构件式幕墙,玻璃幕墙安装,含节点详图)
- 有横梁陶土板幕墙施工工法(含节点详图)
- 椭圆外倾建筑异型外挂人造石板材施工工法(含示意图)
- 水库消力池混凝土施工工法
- 水泥混凝土路面三辊轴机组摊铺施工工法(含施工图)
- 水泥粉煤灰碎石桩施工工法
- 水溶性聚氨酯化学灌浆堵漏施工工法
- 浙江大闸枢纽可拆卸限位拉条模板施工工法(附图)
- 浙江大闸枢纽河口水闸高性能混凝土管道间一次性浇筑成型施工工法
- 浙江大闸枢纽贝雷架龙门吊吊运混凝土入仓施工工法
- 浙江展馆点式采光顶双玻组件光伏发电系统施工工法
- 浙江展馆大面积水泥耐磨地面分格法施工工法