


- 332.00 KB
- 11页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
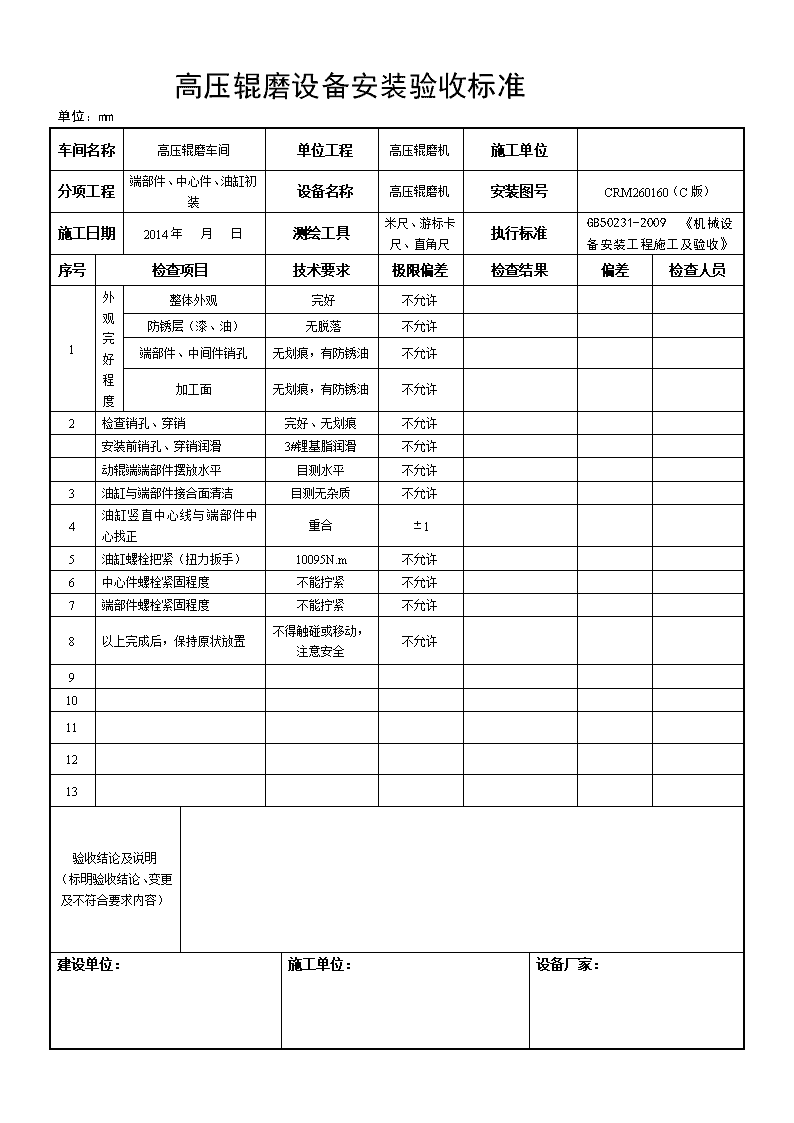
'高压辊磨设备安装验收标准单位:mm车间名称高压辊磨车间单位工程高压辊磨机施工单位分项工程端部件、中心件、油缸初装设备名称高压辊磨机安装图号CRM260160(C版)施工日期2014年月日测绘工具米尺、游标卡尺、直角尺执行标准GB50231-2009《机械设备安装工程施工及验收》序号检查项目技术要求极限偏差检查结果偏差检查人员1外观完好程度整体外观完好不允许防锈层(漆、油)无脱落不允许端部件、中间件销孔无划痕,有防锈油不允许加工面无划痕,有防锈油不允许2检查销孔、穿销完好、无划痕不允许安装前销孔、穿销润滑3#锂基脂润滑不允许动辊端端部件摆放水平目测水平不允许3油缸与端部件接合面清洁目测无杂质不允许4油缸竖直中心线与端部件中心找正重合±15油缸螺栓把紧(扭力扳手)10095N.m不允许6中心件螺栓紧固程度不能拧紧不允许7端部件螺栓紧固程度不能拧紧不允许8以上完成后,保持原状放置不得触碰或移动,注意安全不允许910111213验收结论及说明(标明验收结论、变更及不符合要求内容)建设单位:施工单位:设备厂家:
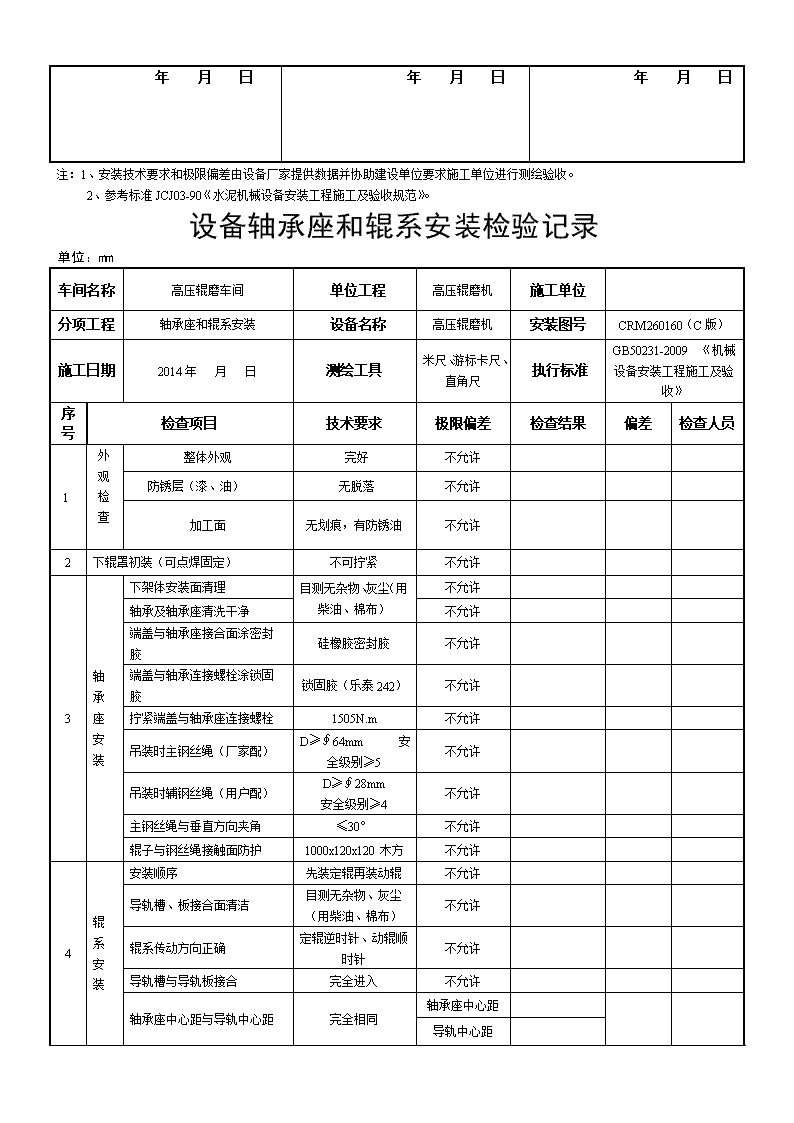
年月日年月日年月日注:1、安装技术要求和极限偏差由设备厂家提供数据并协助建设单位要求施工单位进行测绘验收。2、参考标准JCJ03-90《水泥机械设备安装工程施工及验收规范》。设备轴承座和辊系安装检验记录单位:mm车间名称高压辊磨车间单位工程高压辊磨机施工单位分项工程轴承座和辊系安装设备名称高压辊磨机安装图号CRM260160(C版)施工日期2014年月日测绘工具米尺、游标卡尺、直角尺执行标准GB50231-2009《机械设备安装工程施工及验收》序号检查项目技术要求极限偏差检查结果偏差检查人员1外观检查整体外观完好不允许防锈层(漆、油)无脱落不允许加工面无划痕,有防锈油不允许2下辊罩初装(可点焊固定)不可拧紧不允许3轴承座安装下架体安装面清理目测无杂物、灰尘(用柴油、棉布)不允许轴承及轴承座清洗干净不允许端盖与轴承座接合面涂密封胶硅橡胶密封胶不允许端盖与轴承连接螺栓涂锁固胶锁固胶(乐泰242)不允许拧紧端盖与轴承座连接螺栓1505N.m不允许吊装时主钢丝绳(厂家配)D≥∮64mm安全级别≥5不允许吊装时辅钢丝绳(用户配)D≥∮28mm安全级别≥4不允许主钢丝绳与垂直方向夹角≤30°不允许辊子与钢丝绳接触面防护1000x120x120木方不允许4辊系安装安装顺序先装定辊再装动辊不允许导轨槽、板接合面清洁目测无杂物、灰尘(用柴油、棉布)不允许辊系传动方向正确定辊逆时针、动辊顺时针不允许导轨槽与导轨板接合完全进入不允许轴承座中心距与导轨中心距完全相同轴承座中心距导轨中心距
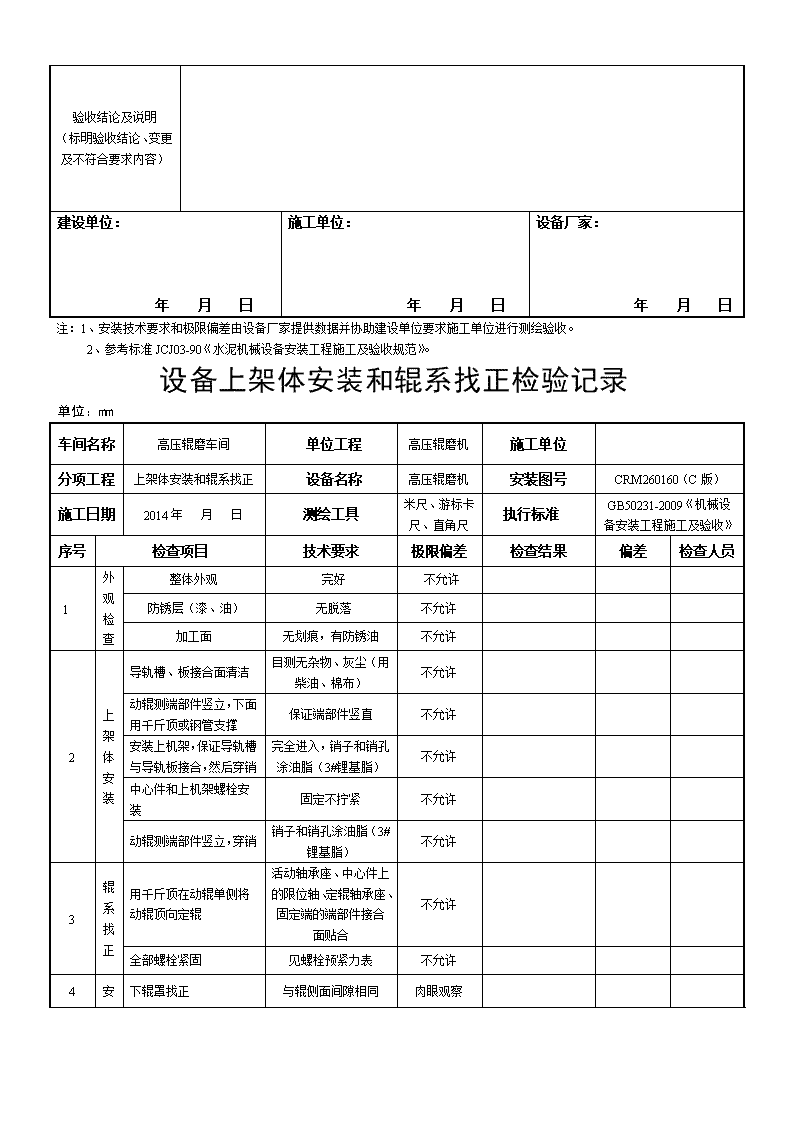
验收结论及说明(标明验收结论、变更及不符合要求内容)建设单位:年月日施工单位:年月日设备厂家:年月日注:1、安装技术要求和极限偏差由设备厂家提供数据并协助建设单位要求施工单位进行测绘验收。2、参考标准JCJ03-90《水泥机械设备安装工程施工及验收规范》。设备上架体安装和辊系找正检验记录单位:mm车间名称高压辊磨车间单位工程高压辊磨机施工单位分项工程上架体安装和辊系找正设备名称高压辊磨机安装图号CRM260160(C版)施工日期2014年月日测绘工具米尺、游标卡尺、直角尺执行标准GB50231-2009《机械设备安装工程施工及验收》序号检查项目技术要求极限偏差检查结果偏差检查人员1外观检查整体外观完好不允许防锈层(漆、油)无脱落不允许加工面无划痕,有防锈油不允许2上架体安装导轨槽、板接合面清洁目测无杂物、灰尘(用柴油、棉布)不允许动辊测端部件竖立,下面用千斤顶或钢管支撑保证端部件竖直不允许安装上机架,保证导轨槽与导轨板接合,然后穿销完全进入,销子和销孔涂油脂(3#锂基脂)不允许中心件和上机架螺栓安装固定不拧紧不允许动辊测端部件竖立,穿销销子和销孔涂油脂(3#锂基脂)不允许3辊系找正用千斤顶在动辊单侧将动辊顶向定辊活动轴承座、中心件上的限位轴、定辊轴承座、固定端的端部件接合面贴合不允许全部螺栓紧固见螺栓预紧力表不允许4下辊罩找正与辊侧面间隙相同肉眼观察
安装辊罩焊接辊罩支撑板焊死焊牢不允许验收结论及说明(标明验收结论、变更及不符合要求内容)建设单位:年月日施工单位:年月日设备厂家:年月日注:1、安装技术要求和极限偏差由设备厂家提供数据并协助建设单位要求施工单位进行测绘验收。2、参考标准JCJ03-90《水泥机械设备安装工程施工及验收规范》。设备喂料装置安装检验记录单位:mm车间名称高压辊磨车间单位工程高压辊磨机施工单位分项工程喂料装置安装设备名称高压辊磨机安装图号CRM260160(C版)施工日期2014年月日测绘工具米尺、游标卡尺、直角尺执行标准GB50231-2009《机械设备安装工程施工及验收》序号检查项目技术要求极限偏差检查结果偏差检查人员1外观检查整体外观完好不允许防锈层(漆、油)无脱落不允许加工面无划痕,有防锈油不允许2喂料装置安装长度方向要求调节板与固定辊面相对位置平行(米尺测量)不允许宽度方向要求喂料管延伸板垂直状态时与辊子两端间隙相同(米尺测量)不允许3推力装置安装双头螺柱拧紧到中心件相应的孔内拧紧不允许顶杆拧入套管内拧紧不允许安装套管、碟形弹簧、挡片注意不要漏装不允许三个推力装置上双头螺柱的螺母初步拧紧不允许拧紧不允许
拧紧下方顶杆直至停止位置拧紧上方顶杆直至停止位置拧紧不允许进一步拧紧下方顶杆直至喂料管延伸板底部紧贴辊子侧面不允许进一步拧紧上方顶杆直至喂料管延伸板底部紧贴辊子侧面不允许由下到上松开顶杆1/2圈不允许拧紧锁紧螺母将顶杆固定到端部位置不允许验收结论及说明(标明验收结论、变更及不符合要求内容)建设单位:年月日施工单位:年月日设备厂家:年月日注:1、安装技术要求和极限偏差由设备厂家提供数据并协助建设单位要求施工单位进行测绘验收。2、参考标准JCJ03-90《水泥机械设备安装工程施工及验收规范》。设备扭力支撑、锁紧盘、减速器安装检验记录单位:mm车间名称高压辊磨车间单位工程高压辊磨机施工单位分项工程扭力支撑、锁紧盘、减速器安装设备名称高压辊磨机安装图号施工日期2014年月日测绘工具米尺、游标卡尺、直角尺执行标准GB50231-2009《机械设备安装工程施工及验收》序号检查项目技术要求极限偏差检查结果偏差检查人员1外观检查整体外观完好防锈层(漆、油)无脱落加工面无划痕,有防锈油2初装扭矩支撑安装扭力支撑支座放到安装位置即可连接扭力盘和支撑座关节轴承装配时不得野蛮施工将锁紧盘和扭力盘套入辊轴传动端临时固定,防止翻到3清洗辊轴和减速器配合面无油污,不得涂油
吊装减速器吊装减速器通过吊装孔采用行车吊装检查辊轴状态纵、横向无倾斜轴和孔对准将减速机推入不得采取敲击等暴力方法4精装扭力支撑、锁紧盘、减速器减速器与扭力盘对好孔后穿好螺栓此时螺栓不用拧紧松开锁紧盘,平滑套入锁紧盘此时螺栓不用拧紧检查减速器状态无倾斜、偏转将扭力盘与减速器的连接螺栓拧紧对角、交叉进行,见螺栓预紧力表以开槽为界,对角交叉均匀拧紧锁紧盘螺栓,分三次进行第一次950N.m,第二次1425N.m,第三次2850N.m找平找正扭力盘支撑座,垫好垫铁后地脚螺栓孔灌浆,待强度达到要求后拧紧螺栓按下机架安装要求,螺栓拧紧力矩见螺栓预紧力表检查、涂油裸露部分涂防锈油验收结论及说明(标明验收结论、变更及不符合要求内容)建设单位:年月日施工单位:年月日设备厂家:年月日注:1、安装技术要求和极限偏差由设备厂家提供数据并协助建设单位要求施工单位进行测绘验收。2、参考标准JCJ03-90《水泥机械设备安装工程施工及验收规范》。设备电机及万向联轴器安装检验记录单位:mm车间名称高压辊磨车间单位工程高压辊磨机施工单位分项工程电机、万向联轴器安装设备名称高压辊磨机安装图号CRM260160.09施工日期2014年月日测绘工具米尺、游标卡尺、直角尺执行标准GB50231-2009《机械设备安装工程施工及验收》序号检查项目技术要求极限偏差检查结果偏差检查人员1整体外观完好
外观检查防锈层(漆、油)无脱落加工面无划痕,有防锈油2主电机安装先安装电机和其底座垫铁数量不多于5块,总高不超过100mm减速器与电机轴间距公差±3动辊电机中心与减速器中心允许偏移15mm电机试运转不低于2小时3安装万向联轴器清洗配合面,干燥法兰面无油污、杂物花键轴与花键套箭头标记对正两端叉头轴承孔轴线相位差不超过1°用755乐泰清洁剂清洗螺栓,并涂上242乐泰胶无杂物,均匀涂胶根据螺栓大小,按预紧力表中数值拧紧各部分螺栓见螺栓预紧力表6验收结论及说明(标明验收结论、变更及不符合要求内容)建设单位:年月日施工单位:年月日设备厂家:年月日注:1、安装技术要求和极限偏差由设备厂家提供数据并协助建设单位要求施工单位进行测绘验收。2、参考标准JCJ03-90《水泥机械设备安装工程施工及验收规范》。轴承稀油润滑系统安装检验记录单位:mm车间名称高压辊磨车间单位工程高压辊磨机施工单位分项工程轴承稀油润滑系统设备名称高压辊磨机安装图号CRM260160.14
施工日期2014年月日测绘工具米尺执行标准GB50231-2009《机械设备安装工程施工及验收》序号检查项目技术要求极限偏差检查结果偏差检查人员1外观检查整体外观完好不允许防锈层(漆、油)无脱落不允许稀油站随机备件完整、完好不允许2稀油站安装确定安装位置按图示位置摆放,进出油口便于与减速器连接不允许清理安装基础面无杂物不允许将稀油站吊装到位,底部垫用斜铁垫平保障设备不倾斜不允许板式冷却器安装按图示,注意进出有口方向不允许3油管配作及安装测量轴承进出油口到稀油站进出油口管道总长度满足软管安装位置不允许根据测量结果配作油管进油管φ50(DN40),回油管φ219(DN200),采用不锈钢管,连续焊缝高度不得低于管壁厚度,焊条采用不锈钢专用焊条不允许油管表面处理清除氧化皮,清洗管道内部杂物不允许安装管路钢管适当位置设置支承架。注意软管不能扭曲,密封垫、密封圈安装到位不允许验收结论及说明(标明验收结论、变更及不符合要求内容)建设单位:年月日施工单位:年月日设备厂家:年月日
注:1、安装技术要求和极限偏差由设备厂家提供数据并协助建设单位要求施工单位进行测绘验收。2、参考标准JCJ03-90《水泥机械设备安装工程施工及验收规范》。减速器润滑系统安装检验记录单位:mm车间名称高压辊磨车间单位工程高压辊磨机施工单位分项工程减速器润滑系统设备名称高压辊磨机安装图号CRM260160.15施工日期2014年月日测绘工具米尺执行标准GB50231-2009《机械设备安装工程施工及验收》序号检查项目技术要求极限偏差检查结果偏差检查人员1外观检查整体外观完好不允许防锈层(漆、油)无脱落不允许随机备件完整、完好不允许2润滑装置安装确定安装位置按图示位置摆放,进出油口便于与减速器连接不允许清理安装基础面无杂物不允许将润滑装置吊装到位,底部垫用斜铁垫平保障设备不倾斜不允许3油管配作及安装测量减速器进出油口到润滑装置进出油口管道总长度满足软管安装位置不允许根据测量结果配作油管进油管φ109×4.5,回油管φ140×5,采用20#无缝钢管(或不锈钢管),连续焊缝高度不得低于管壁厚度不允许油管表面处理酸洗、发黑,灌润滑油防锈不允许安装管路钢管适当位置设置支承架。注意软管不能扭曲,密封垫、密封圈安装到位不允许4验收结论及说明(标明验收结论、变更及不符合要求内容)
建设单位:年月日施工单位:年月日设备厂家:年月日注:1、安装技术要求和极限偏差由设备厂家提供数据并协助建设单位要求施工单位进行测绘验收。2、参考标准JCJ03-90《水泥机械设备安装工程施工及验收规范。
'
您可能关注的文档
- 《泡沫灭火系统施工验收规范》
- 工程质量施工、验收规范
- db37 254-2007 农村生物质燃气供应系统施工及验收规范
- 05溷凝土结构工程施工质量验收规范gb50204-20021
- 通风与空调工程施工质量验收规范(gb50243-2002)
- 住宅工程套内质量验收规范(最终稿)20090922
- 厕所淋浴间工程验收规范
- 幕墙工程验收规范
- 《建筑节能工程施工质量验收规范》条文解释2010.8.24
- 中国铁塔股份有限公司室内分布系统施工及验收规范(试行)
- 《混凝土结构工程施工质量验收规范》局部
- 白胚质量验收规范
- 《石油天然气站内工艺管道工程施工及验收规范》试题答案
- 2010消防验收规范及表格
- 电气装置安装工程电气照明装置施工及验收规范
- 城市园林绿化工程施工及验收规范——绿植部分
- 继电保护及二次回路安装及验收规范
- 市政边坡及挡护结构工程施工质量验收规范征求意见