


- 113.00 KB
- 18页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
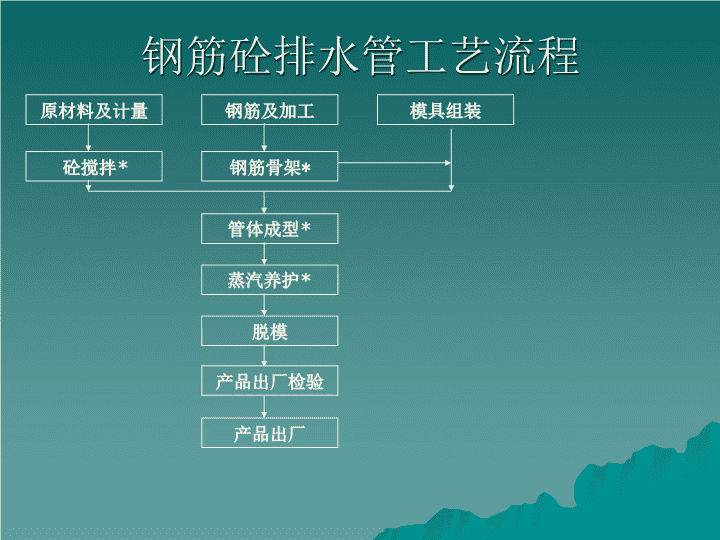
'钢筋砼排水管工艺流程原材料及计量砼搅拌*钢筋及加工模具组装钢筋骨架*管体成型*蒸汽养护*脱模产品出厂检验产品出厂
钢筋混凝土排水管工艺技术规程1.原材料及计量1.1水泥1.1.1水泥应符合GB175《通用硅酸盐水泥》要求;1.1.2水泥贮存期不超过3个月;不同生产厂、不同品种、不同强度等级应分别贮存。
1.原材料及计量1.2砂应符合GB/T14684要求,宜采用天然硬质中粗砂,细度模数2.3~3.0,其中含泥量≤3%。1.3石应符合GB/T14685要求,其中含泥量≤1%;最大粒径不大于管芯厚度的1/3且不大于环向钢筋净距的3/4。采用悬辊和挤压工艺时宜选用粒径稍小的石子。钢筋混凝土排水管工艺技术规程
1.原材料及计量1.3水符合JGJ63《混凝土用水标准》要求。1.4外加剂符合GB8076《混凝土外加剂》要求;外加剂的应用应符合GB50119的要求。钢筋混凝土排水管工艺技术规程
1.原材料及计量1.5活性掺和料活性掺和料不得对管材或水质产生有害影响,使用前必须试验验证。并满足相应产品标准要求。1.6计量水泥、水、外加剂、掺和料±2%,砂、石±3%。钢筋混凝土排水管工艺技术规程
2.混凝土生产2.1混凝土配合比设计参照JGJ/T55。2.2钢筋砼排水管砼设计强度不低于30MPa,顶进施工法用钢筋混凝土排水管砼设计强度不低于40MPa。2.3混凝土拌和物对于离心工艺其坍落度宜为4-7cm,对于立式振动工艺宜为2-5cm,悬辊工艺、立式挤压工艺、芯模振动工艺维勃时间宜采用20s-40s。钢筋混凝土排水管工艺技术规程
3.钢筋及加工3.1根据设计要求选用钢材;3.2低碳钢热轧盘条应符合GB/T701的规定;钢筋混凝土用热轧带肋钢筋应符合GB1499的规定;冷轧带肋钢筋应符合GB13788的规定;钢筋混凝土排水管工艺技术规程
4.钢筋骨架4.1钢筋骨架宜采用滚焊成型;4.2公称内径≤1000mm的管子,宜采用单层配筋,配筋位置至管内壁的距离为壁厚的2/5;公称内径大于1000mm的管子宜采用双层配筋。钢筋混凝土排水管工艺技术规程
5.组装管模5.1组装管模必须保证管子尺寸正确;5.2钢筋骨架装入管模前应保证规格尺寸正确,保护层间隙均匀准确。钢筋混凝土排水管工艺技术规程
6.管体成型6.1离心成型6.2悬辊成型6.3立式振动成型6.4立式挤压成型6.5芯模振动成型钢筋混凝土排水管工艺技术规程
6.管体成型6.1离心工艺6.1.1离心机的要求6.1.2管体成型根据管壁厚度采用一次、二次或三次投料,每次投料离心后须刮除浮浆再进行下一次喂料。6.1.3每次喂料分低中高三种转速离心成型,低速保证混凝土混和料分布均匀。6.1.4管芯应连续成型,离成型后必须排净内壁余浆。钢筋混凝土排水管工艺技术规程
6.管体成型6.2悬辊工艺6.2.1悬辊制管机的要求,应具有足够的刚度,辊轴外径与管内径之比为1:3-1:5;6.2.2悬辊成型分喂料和净辊压二个阶段。喂料量应控制在压实后混凝土比挡圈超厚3-5mm。6.2.3净辊压的管模转速管径(mm)管模转速(r/min)小于500,140-230600-900100-2001000-135080-120大于150080-120钢筋混凝土排水管工艺技术规程
6.管体成型6.3立式振动成型工艺6.3.1立式振动可采用插入式震动器或附着式震动器成型;6.3.2采用插入式震动器应分层装料震捣密实。钢筋混凝土排水管工艺技术规程
6.管体成型6.4立式挤压成型6.4.1立式挤压包括轴向挤压和径向挤压;6.4.2管模中心应对准制管机主轴,周围间隙一致以保证管壁厚度一致;6.4.3径向挤压制管,应保证管身与承口连续成型。钢筋混凝土排水管工艺技术规程
6.管体成型6.5芯模振动成型6.5.1根据振动力选择设备参数;6.5.2砼料应均匀连续喂入管模内,待达到1/3高度时开启芯模振动器;6.5.3砼料边振动边喂料至管模顶端时,转动管顶加压装置于管子上方,开启压力油缸使成型环压在管端上进行碾压1min,关闭内芯模振动器,并持续碾压直至停振。6.5.4将外模和管子吊离工作坑。钢筋混凝土排水管工艺技术规程
7.蒸汽养护7.1蒸汽养护分静停、升温、恒温、降温四个阶段。静停时间不少于1小时;升温速度不大于22℃/h;恒温阶段相对湿度不小于90%;恒温最高温度对于普硅水泥为不高于85℃,对于矿渣水泥为不高于95℃。降温不小于1h。7.2生产企业应根据不同地区、不同季节、不同材料、不同成型方法通过试验确定合理的养护制度。钢筋混凝土排水管工艺技术规程
8.脱模管芯混凝土达到规定的脱模强度进行脱模。钢筋混凝土排水管工艺技术规程
9.产品检验9.1产品出厂检验项目:外观质量、尺寸偏差、水压检验、外压检验等;9.2产品质量检验合格后出厂。10.产品出厂钢筋混凝土排水管工艺技术规程'
您可能关注的文档
- 特种野猪养殖技术规程
- 装配式混凝土结构设计技术规程
- 钢筋混凝土异形柱结构技术规程
- 云南省工程建设地方标准太阳能热水系统与建筑一体化结构设计应用技术规程
- slt215-98中华鲟人工繁殖技术规程
- 啮齿类实验动物数据测定技术规程
- 茶叶清洁生产技术规程2010-8-5
- dl-t5097-1999火力发电厂贮灰场岩土工程勘测技术规程
- 《房地产登记技术规程》
- 园林绿化技术规程
- 建筑基坑支护技术规程2012条文说明(报批稿)
- 宿迁市地下管线普查技术规程
- 电除颤技术 中医护理操作技术规程
- 清水混凝土施工技术规程
- 大树移植施工技术规程
- 《建筑施工升降机安装拆卸使用安全技术规程》征求意见稿
- 关于房地产登记技术规程的习题
- 《房地产登记技术规程》征求意见稿2010版