


- 231.55 KB
- 11页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'附录C620lathemainaxlestructuretransformationdesignRenFujunhuangrulinwangqunAbstract:TheC620lathemainaxlefrontbearing,changespresent"sD3182120rollingbearingstructurebytheoriginalslidingbearing,itsprincipaladvantageistherigidityisgood,therotationalspeedishigh,andrevolves,therotationprecisiontobehighsteadily,theradialdirectionbeatssmall,thethermostabilitytobegoodaswellastheassemblytechnologycapabilityisgood.Enhancestheproductadvantageouslytheworkingaccuracyandtheproductivity,lengthensequipment"sservicelife,reducesthemaintenancecost,raisestheequipmentutilizationrate.Keyword:Mainaxle,slidingbearing,rollingbearing,lubrication1transformationreasonltheC620lathemainaxlefrontbearingisusestheslidingbearingstructure,thespindlespeeddefinedthatinnmax=inthe600r/minscope,thiskindofbearinginhigh-speedcutting"ssituation,thebearingisextremelyeasytogiveoffheat,thetemperaturereachesashighas70oC;Spedupbearing"snaturalattritionobviouslyunderthiscondition,thusreducedmainaxle"sservicelife,causesthemainaxlerotationprecisiongradualreduction,theverygreatdegreehasaffectedtheworkingaccuracyandtheproductionbenefit.Becauseslidingbearing"smaterialusesZQSn6-6-3generally,theserviceiscomplex,theaxisblowsgrindsrequestshigh,thetechnicaldifficultyisbig,themaintenancecostisalsohigh.Simultaneouslythebearingclearanceadjustmentdifficulty,thegapisoversized,theworkingaccuracyreachesdoesnotrequest;Thegapistoosmall,willappeargivesoffheatevenformsthestuffyvehiclephenomenon.
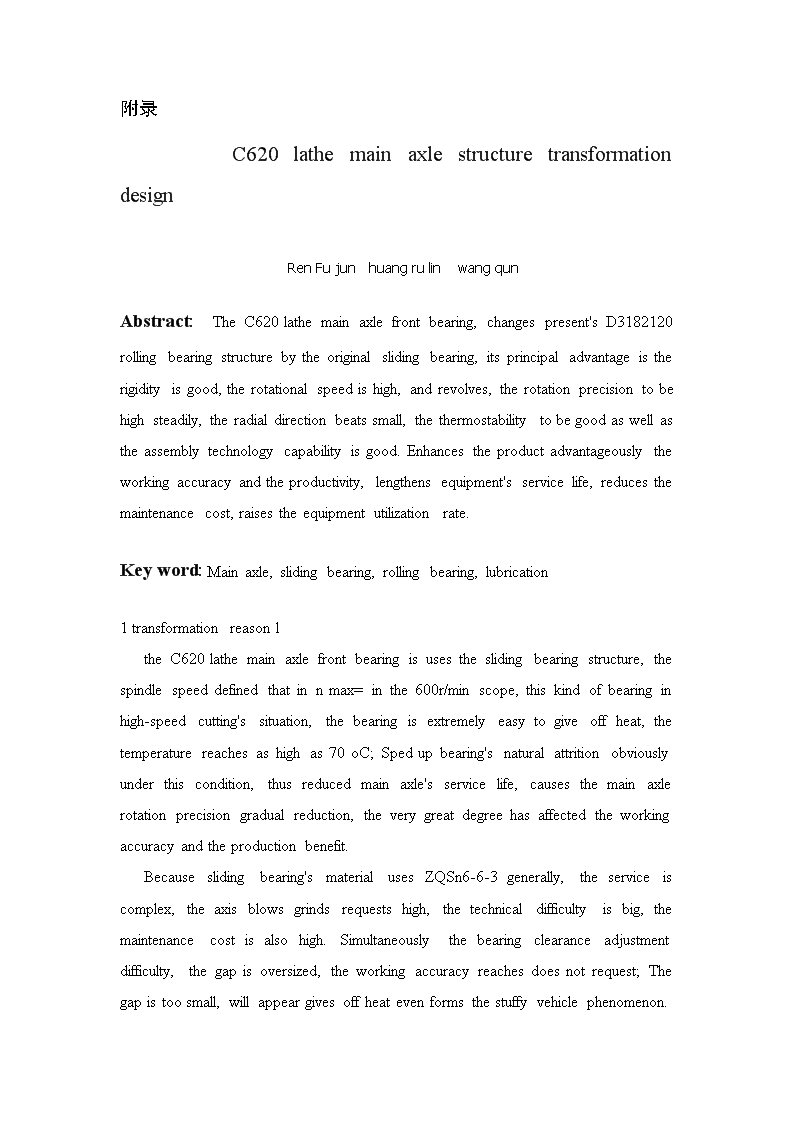
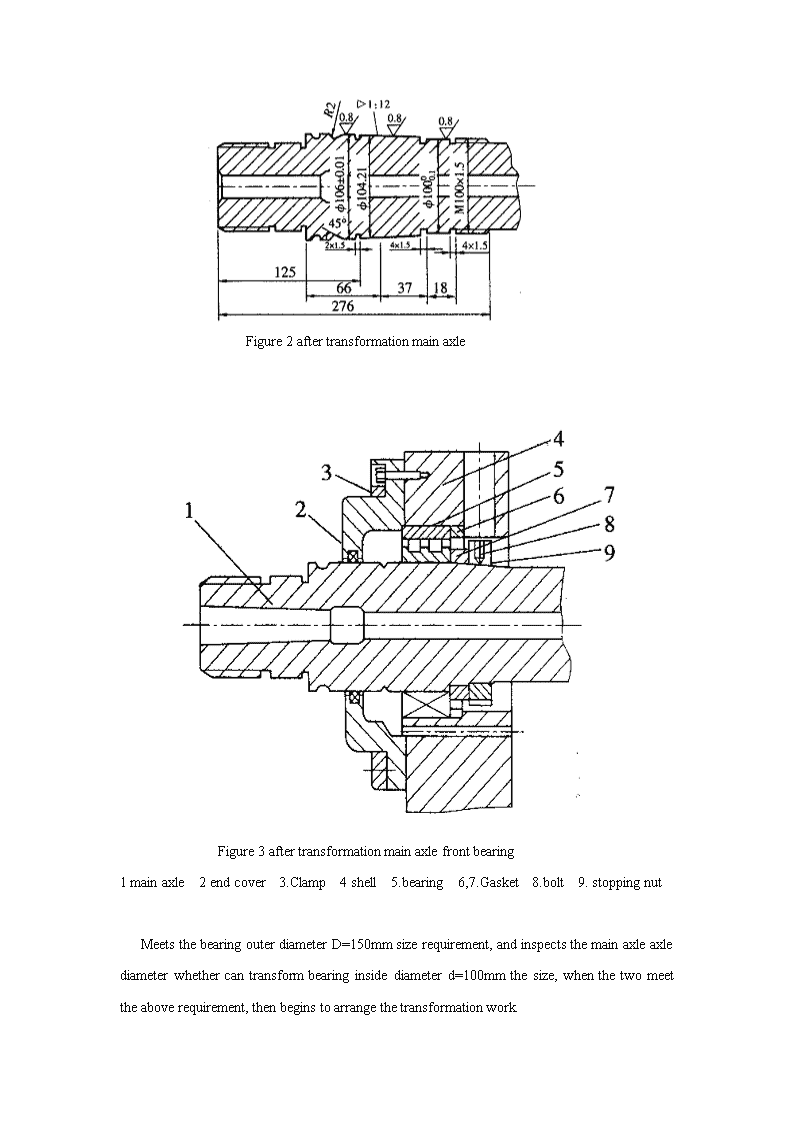
issolvestheabovemalpractice,theslidingbearingchangesrollingbearing"sstructurebeforetheoriginalmainaxle,simultaneouslyenhancesthespindlespeedtonmax=900r/min,madetheobsoleteequipmenttoenhancetherigidityandtherotationprecision,raisedequipment"susefactor.2transformationprocessindoesnotaffectthemainaxleothershaftingcomponentsstructureunderthepremisetoopentheoriginalfrontbearing,andcarriesontheremanufactureprocessingtotheoriginalfrontbearingholeandthemainaxle.LikeFigure1,showninFigure2,anddesignstheaxisfrontbearingwhichmanufactureasshowninFigure3.Itsstructurebythemainaxle,theendcover,theclamp,theshell,thebearing,theadjustingwasher,thebolt,thestoppingnutandsooniscomposed.ThisstructureselectedtheD3182120doublerowcentripetalcylindricalrollerbearingtotransformtheC620lathemainaxlefrontbearingstructure,itsprincipaladvantagewas:Therigidityisgood,therotationalspeedishigh,andrevolvessteadily,therotationprecisionishigh,theradialdirectionbeatissmall,thethermostabilityisgoodaswellasassemblytechnologycapabilitygoodandsooncharacteristics.Justbeforethetransformation,mustinspecttheheadstock,themainaxleholesizewhethercantransform.mainaxleholeFigure1aftertransformationfrontbearinghole
Figure2aftertransformationmainaxleFigure3aftertransformationmainaxlefrontbearing1mainaxle2endcover3.Clamp4shell5.bearing6,7.Gasket8.bolt9.stoppingnutMeetsthebearingouterdiameterD=150mmsizerequirement,andinspectsthemainaxleaxlediameterwhethercantransformbearinginsidediameterd=100mmthesize,whenthetwomeettheaboverequirement,thenbeginstoarrangethetransformationwork.
2.1headstockmainaxlefrontbearingholetransformationInordertoguaranteelathemainaxleholeandrollingbearingouterring"sgradeoffit,whenprocessingshouldfollowthebasicshaftsystemtheprinciple,andarrangesontheclangbedtocarryontheclangholeprocessingtotheheadstockfrontbearinghole.Thisworkmustbeverycareful,achievesthecraftprecisionfortheguarantee,truncateswhentheprocessingmustthebearingholecarryontaketheoriginalmainaxlearoundasthedatumadjusts,arounddefinitemainaxlebearingholeproperalignmentcommondifferenceinthe0.015mmscope,beforeand,mainbearingholeapertureprocessingto1500-0.022mm;Roundnesstolerance.Firstshouldinspecttheoriginalmainaxleslipperthejournalsectionsize,becausetheremainderarenotmany,mustgraspthemachiningallowance.Beforetheprocessing,preparestwo5morsetapersbeforehandthecraftcenterendcover(e.g.Figure4),inlaysseparatelyagaintheendcoverbeforethemainaxleintherearendawlhole,andgrindsoncarefullytheendcoverthe3mmcenterbore,thenthearrangementontheprecisionhighlathe,withthedoublethimble"smethod,carriesonthelathework,accordingtothebearingintheholebasicholesystem"srequest,processesthemainaxlejournalpartthetaperis1:12(taper4o46"19")thesize100requests(requesttoleaveleewaygrindingallowance).SimultaneouslyprocessestheM100X1.5axisfilesadjustmentthreadseparatelyagain,in1M100X1.5adjustingnutand2adjustingblocks,theaddendumcircleadjustingshim(requestfillingpiecethicknessleavesleewaysharpeningquantity).Finished,carriedontheabrasivemachiningagaintothemainaxlejournalpart,metthemainaxlepropereachrequirements.
Figure4beforethemainaxle,bearingmeckparttransformation3assembliesanddebuggingTherotationstoppingnutmakestheendmotiontothebeltawl"sbearinginnerrimalongthemainaxlecone-shapethentorealizetheadjustment.Namelywithspannertightnut9,whenthehandmakesaneffortmovesthemainaxlethemainaxletobeabletorotateautomaticallyfor1-2weeks,thenexplainedthatfrontbearing"sradialclearancehasadjustedsuitably,otherwisetheshowinggapoversizedoristoosmall,thenscrewstightthebolt8.Rearbearing"sregulationmeansandfrontbearing"sregulationmeansarethesame.Inordertoincreasemainaxle"srotationprecision,whenassemblyuses“thedirectionalassembly”theprinciplecarrieson,guaranteedthattherotationprecisionindesignrequirements"scope,achievesthere-equippingthegoal.Afteraroundthebearingassembly,theadjustmentfinished,carriedon1hthefastidlingexperiment,themainshaftbearingtemperaturedoesnotsurpass70oC,thenexplainedthataroundthemainaxlethebearingadjustmentwassuitable.4reasonablelubrications(1)mainshaftbearing"sreasonablelubricationisthemainaxlenormalworkreliableguarantee,mustthereforepayattentiontothefuelfeedwhichthemainaxle
frontbearinglubricates.Whenthesummertemperatureishigh,ifthefuelfeedareexcessivelymany,notonlyonthebearingcannotcoolandlubricate,becauseinsteadseriouslystirsthephenomenontocausethebearingelevationoftemperature;Iffuelfeedtoofew,thebearinglubricationisinsufficient,thetemperaturewillalsorise,thereforethefuelfeedandtheblowpositionhaddecidedbearing"sreasonablelubrication,willguaranteebearing"sthermostability.(2)headstock"slubricatingoilemigrationstorageinexterior,thusplaysthecoolinglubricatingoiltherole,formscoolantconditionswhichoutsideanindividualcirculates,guaranteesmainaxle"snormalwork.5increasetheheadstockspindlespeedThereplacementlathedrivingpulley(beltpulley),increasesthespindlespeedbyoriginalnmax=600r/mintonmax=900r/min.Meetstherequirementswhichthespindlespeedenhances.SuppositionrightfulownerdrivewheelouterdiameterD1=120㎜,namelyD1/D2=n1/n2≥120/D2=600/900≥D2=180㎜,increasesthedrivingpulleyouterdiameterto180㎜.6conclusionsAfterthere-equippingC620lathe,itsfrontbearingstructureisreasonable,theadjustmentisconvenient,makesthemainaxlesystem"sprecisiontoenhancegreatly,alsoenhancedtheenginebedmainaxle"sservicelife,raisedtheproductionefficiencyandtheproductworkingaccuracyeffectively,toagreatextentreducedequipment"smaintenancecost,madetheoldenginebedtoenhancetheusevalue,toraisedenterprise"seconomicefficiencytohavetheimportantmeaning.
C620车床主轴结构改造设计任福君黄如林汪群摘要:将C620型车床主轴前轴承,由原来的滑动轴承改为现在的D3182120滚动轴承结构,其主要优点是刚性好、转速高且运转平稳、回转精度高、径向跳动小、热稳定性好以及装配工艺性好。有利提高产品的加工精度和生产率,延长设备的使用寿命,降低维修费用,提高设备利用率。关键词:主轴、滑动轴承、滚动轴承、润滑1改造原因C620型车床主轴前轴承系采用滑动轴承结构,主轴转速限定在nmax=600r/min范围内,此种轴承在高速切削的情况下,轴承极易发热,温度高达70oC;在这种状态下显然加快了轴承的自然磨损,从而缩短了主轴的使用寿命,导致主轴回转精度的逐渐降低,很大程度影响了加工精度和生产效益。由于滑动轴承的材料一般采用ZQSn6-6-3,维修复杂,轴的刮研要求高,技术难度大,维修成本又高。同时轴承间隙调整困难,间隙过大,加工精度达不要求;间隙过小,会出现发热甚至形成闷车现象。为解决以上弊端,将原来主轴前滑动轴承改为滚动轴承的结构,同时将主轴转速提高到nmax=900r/min,使陈旧的设备提高了刚性和回转精度,提高设备的利用率。2改造过程在不影响主轴其它轴系零件结构的前提下拆原前轴承,并对原前轴承孔和主轴进行改制加工。如图1、图2所示,并设计制造如图3所示的轴前轴承。其结构由主轴、端盖、压板、壳体、轴承、调整垫圈、螺钉、锁紧螺母等组成。该结构选用了D3182120双列向心圆柱滚子轴承来改造C620型车床主轴前轴承结构,其主要优点是:刚性好,转速高且运转平稳,回转精度高,径向跳动小,热稳定性好以及装配工艺性好等特点。改造前须检查主轴箱前主轴孔的尺寸是否可改造成。
符合轴承外径D=150mm的尺寸要求,并检查主轴轴径是否可改造成轴承内径d=100mm的尺寸,当二者均符合上述要求时,即可着手安排改造工作。2.1主轴箱主轴前轴承孔的改造为保证车床主轴孔与滚动轴承外环的配合精度,加工时应遵循基轴制的原则,并安排在铿床上对主轴箱前轴承孔进行铿孔加工。此项工作须十分仔细,为保证达到工艺精度,幢削加工时必须以原主轴前后轴承孔为基准进行找正,确定主轴前后轴承孔的同轴度公差在0.015mm范围内,并将前主轴承孔孔径加工至Ø1500-0.022mm;圆度公差<=0.012mm;圆柱度公差<=0.01mm及其粗糙度为Ra1.6的要求(如图1)02.2主轴前轴颈部分的改造
首先应检查原主轴滑动部分的轴颈段的尺寸,因余量不多,要掌握好加工余量。加工前,事先准备两只5号莫氏锥度的工艺中心端盖(如图4),再将端盖分别镶在主轴前后端的锥孔内,并仔细研磨端盖上Ø3mm中心孔,然后安排在精度较高的车床上,用双顶针的方法,进行车削加工,按轴承内孔基孔制的要求,将主轴轴颈部分加工成锥度为1:12(锥度4o46"19")尺寸Ø100的要求(要求留有磨削余量).同时再分别加工M100X1.5轴档调整螺纹,1只M100X1.5的调整螺母和2只调整轴承内、外圈的调整垫片(要求垫片厚度留有修磨量).完毕,再对主轴轴颈部分进行磨削加工,达到主轴应有的各项要求。3装配及调试转动锁紧螺母对带锥的轴承内环沿主轴锥形作轴向移动即可实现调整。即用扳手紧固螺母9,当手用力扳动主轴时主轴能自动回转1-2周,则说明前轴承的径向间隙已调整适当,反之说明间隙过大或太小,然后拧紧螺钉8。后轴承的调整方法与前轴承的调整方法相同。为了提高主轴的回转精度,装配时采用“
定向装配”的原则进行,确保回转精度在设计要求的范围内,达到改装的目的。前后轴承装配、调整完毕后,进行1h的高速空转试验,主轴轴承温度不超过70oC,则说明主轴前后轴承调整适当。4合理润滑(1)主轴轴承的合理润滑是主轴正常工作的可靠保证,因此必须注意主轴前轴承润滑的供油量。当夏季温度较高时,若供油量过多,轴承上不但不能冷却和润滑,反而因严重搅拌现象而使轴承升温;若供油量过少,轴承润滑不够,温度也会上升,所以供油量与喷油的位置决定了轴承的合理润滑,以确保轴承的热稳定性。(2)将主轴箱的润滑油移出贮放在外部,从而起到冷却润滑油的作用,形成一个体外循环的冷却方式,以保证主轴的正常工作。5增加主轴箱主轴转速更换车床主动轮(皮带轮),将主轴转速由原来的nmax=600r/min增加至nmax=900r/min。以达到主轴转速提高的要求。假设原主动轮外径D1=120㎜,即D1/D2=n1/n2≥120/D2=600/900≥D2=180㎜,则将主动轮外径增大至Ø180㎜。6结语改装后的C620型车床,其前轴承结构合理,调整方便,使主轴系统的精度大大提高,也提高了机床主轴的使用寿命,有效地提高了生产效率和产品的加工精度,很大程度上降低了设备的维修成本,使旧机床提高了使用价值,对提高企业的经济效益有着重要意义。'
您可能关注的文档
- 埃森哲-组织结构改造方案的评估与建议
- 单层及多层厂房的结构改造设计
- 兵团公路路网结构改造工程项目管理办法(试行)
- 浅议某公路路面结构改造方案
- 公路路网结构改造工程管理办法(交公路发〔2011〕182号)
- gbt 51087-2015 船厂既有水工构筑物结构改造和加固设计规范
- 浅议建筑板柱结构改造加固设计
- 浅议超高层建筑结构改造和加固技术
- C620车床主轴结构改造设计外文翻译、中英文翻译、外文文献翻译
- 结构改造加固施工方案
- (最新)某国际中心结构改造加固施工组织设计(植筋粘钢碳纤维
- 用框架结构改造锅炉施工组织设计
- 超市钢结构改造工程施工组织设计
- 某航空快运有限公司战略项目-组织结构改造方案的评估与建议
- 某砖混结构改造扩建中的难点分析
- 浅谈工业厂房结构改造设计的几个问题
- 老厂房结构改造的若干技术问题
- 硕士学位论文-环丙沙星7-位侧链的结构改造及抗菌活性研究