


- 92.50 KB
- 10页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'ZCQB201003-2005钢筋加工施工工艺标准1适用范围本标准规定了钢筋加工施工工艺要求、施工方法和质量检验方法。2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款,凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些版本的最终版本。凡是不注日期的引用文件,其最新版本适用于本标准。GB50204-2002混凝土结构工程施工质量验收规范GB50300-2001建筑工程施工质量验收统一标准3术语和定义GB50300和GB50204确立的术语和定义适用于本标准。4施工准备4.1原材料钢筋应符合现行国家、行业、地方标准对钢筋的质量的规定,进场时按规定抽取试件作力学性能检验。当发现钢筋脆断、焊接性能不良或力学性能显著不正常等现象时,应对钢筋进行化学成分检验或其他专项检验。4.2钢筋加工机械钢筋调直机、钢筋切断机、钢筋弯曲机、钢筋除锈机、钢筋冷拉机、钢筋冷拨机、钢筋冷挤压连接机、钢筋对焊机等。4.3作业条件(1)钢筋进场并按批号进行检验,各项指标符合现行国家标准要求;(2)加工机械检查完好;(3)按现场平面图设置钢筋加工场,并按要求搭设防护棚;(4)接入加工场的电源线路符合规定,供电量满足加工机械施工要求;(5)做好钢筋加工工人安全技术交底。10
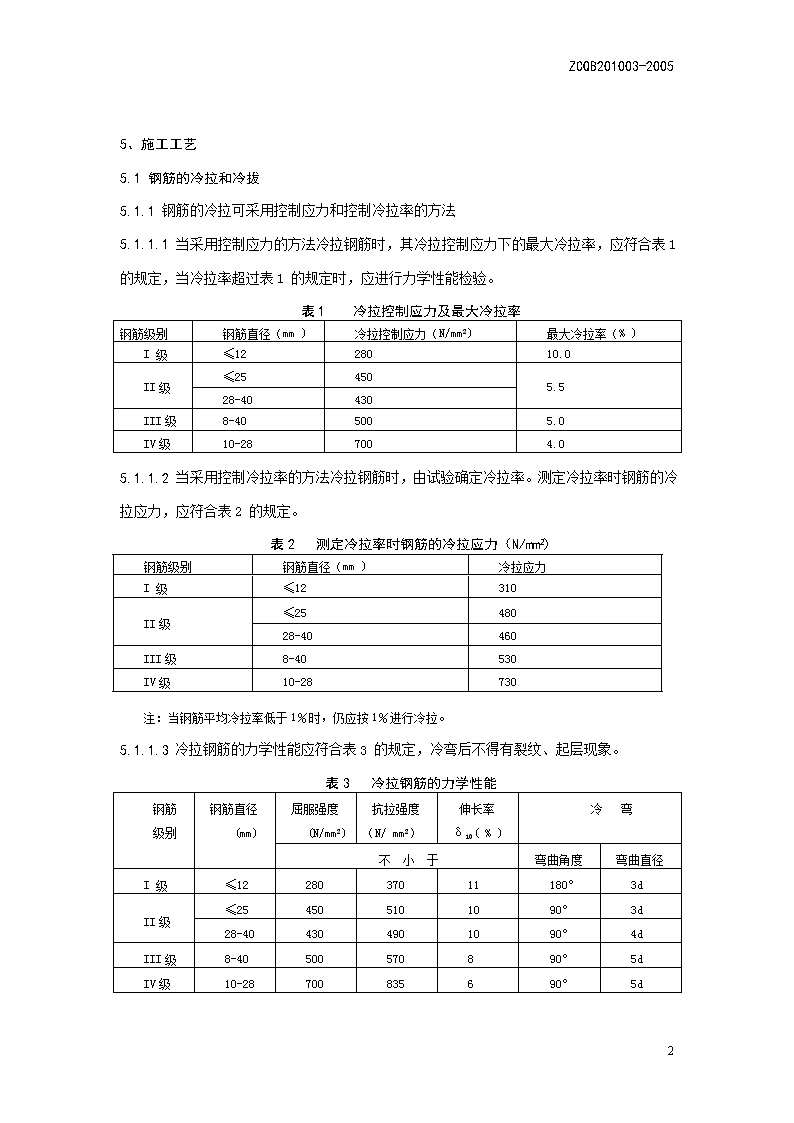
ZCQB201003-20055、施工工艺5.1钢筋的冷拉和冷拔5.1.1钢筋的冷拉可采用控制应力和控制冷拉率的方法5.1.1.1当采用控制应力的方法冷拉钢筋时,其冷拉控制应力下的最大冷拉率,应符合表1的规定,当冷拉率超过表1的规定时,应进行力学性能检验。表1冷拉控制应力及最大冷拉率钢筋级别钢筋直径(mm)冷拉控制应力(N/mm2)最大冷拉率(%)I级≤1228010.0II级≤254505.528-40430III级8-405005.0IV级10-287004.05.1.1.2当采用控制冷拉率的方法冷拉钢筋时,由试验确定冷拉率。测定冷拉率时钢筋的冷拉应力,应符合表2的规定。表2测定冷拉率时钢筋的冷拉应力(N/mm2)钢筋级别钢筋直径(mm)冷拉应力I级≤12310II级≤2548028-40460III级8-40530IV级10-28730注:当钢筋平均冷拉率低于1%时,仍应按1%进行冷拉。5.1.1.3冷拉钢筋的力学性能应符合表3的规定,冷弯后不得有裂纹、起层现象。表3冷拉钢筋的力学性能钢筋级别钢筋直径(mm)屈服强度(N/mm2)抗拉强度(N/mm2)伸长率δ10(%)冷弯不小于弯曲角度弯曲直径I级≤1228037011180°3dII级≤254505101090°3d28-404304901090°4dIII级8-40500570890°5dIV级10-28700835690°5d10
ZCQB201003-20055.1.2钢筋的冷拉速度不宜过快,等拉到规定的控制应力(或冷拉率)后,须稍停,然后再放松。5.1.3冷拔低碳钢丝分为甲、乙两级。甲级钢丝适用于作预应力筋;乙级钢丝适用于作焊接网、焊接骨架、箍筋和构造钢筋。甲级冷拔低碳钢丝应采用符合I级热轧钢筋标准的圆盘条拔制。冷拔低碳钢丝的力学性能不得小于表4规定表4冷拔低碳钢丝的力学性能钢筋级别直径(mm)抗拉强度(N/mm2)伸长率δ100(%)180°反复弯曲(次数)I组II组甲级56506003.0447006502.5乙级3-55502.04注:预应力冷拔低碳钢丝经机械调直后,抗拉强度标准值应降低50N/mm2。5.2钢筋的加工5.2.1钢筋加工的形状,尺寸必须符合设计要求。钢筋的表面应洁净、无损坏,油渍、漆污和铁锈等应在使用前清除干净。带有颗粒状或片状老锈的钢筋不得使用。5.2.2钢筋的除锈可采用机械除锈和手工除锈两种方法(1)机械除锈可采用钢筋除锈机或钢筋冷拉、调直过程除锈。(2)手工除锈可采用钢丝刷、砂盘、喷砂和酸洗除锈。在除锈过程中发现钢筋表面的氧化层脱落现象严重并已损伤钢筋截面,或在除锈后钢筋表面有严重的麻坑、斑点削弱钢筋截面时,不宜使用或经试验降级使用。5.2.3钢筋应平直,无局部曲折。调直钢筋时应符合下列规定:(1)采用冷拉方法调直钢筋时,I级钢筋的冷拉率不宜大于4%;II级钢筋的冷拉率不宜大于1%。(2)冷拔低碳钢丝在调直机上调直后,其表面不得有明显擦伤,抗拉强度不得低于设计要求。10
ZCQB201003-2005(3)对于盘条钢筋在使用前应调直,调直可采用调直机和卷扬机冷拉调直钢筋两种方法。①当采用钢筋调直机时,要根据钢筋的直径选用调直模和传送压辊,要正确掌握调直模的偏移量和压辊的压紧程度。调直模的偏移量根据其磨耗程度及钢筋品种通过试验确定;调直筒两端的调直模一定要在调直前后导孔的轴心线上。压辊的槽宽一般在钢筋穿入压辊之后,在上下压辊间宜有3mm之内的空隙。②当采用冷拉方法调直盘圆钢筋时,可采用控制冷拉率方法,HPB235级钢筋的冷拉率不宜大于4%。钢筋伸长值△按下式计算:△=r·L(5.3.2)式中:r——钢筋的冷拉率(%)L——钢筋冷拉前的长度(mm)冷拉后钢筋的实际伸长值应扣除弹性回缩值,一般为0.2%~0.5%。冷拉多根连接的钢筋,冷拉率可按总长计,但冷拉后每根钢筋的冷拉率应符合要求。钢筋应先拉直,然后量其长度再行冷拉。钢筋冷拉速度不宜过快,一般直径6~12mm盘圆钢筋控制在6~8m/min,待拉到规定的冷拉率后,须稍停2~3min,然后再放松,以免弹性回缩值过大。在负温下冷拉调直时,环境温度不应低于-20℃。5.2.4钢筋的弯钩或弯折应符合下列规定:(1)I级钢筋末端需要作180°弯钩,其圆弧弯曲直径D不应小于钢筋直径d的2.5倍,平直部分长度不宜小于钢筋直径d的3倍;用于轻骨料混凝土结构时,其弯曲直径D不应小于钢筋直径d的3.5倍。(2)II、III级钢筋末端需作90°或135°弯折时,II级钢筋的弯曲直径D不宜小于钢筋直径d的4倍;III级钢筋不宜小于钢筋直径d的5倍,平直部分长度应按设计要求确定。10
ZCQB201003-2005(3)弯起钢筋中间部位弯折处的弯曲直径D,不应小于钢筋直径d的5倍。5.2.5箍筋的末端应作弯钩,弯钩形式应符合设计要求。当设计无具体要求时,用I级钢筋或冷拔低碳钢丝制作的箍筋,其弯钩的弯曲直径应大于受力钢筋直径,且不小于箍筋直径的2.5倍;弯钩平直部分的长度,对一般结构,不宜小于箍筋直径的5倍,对有抗震要求的结构,不应小于箍筋的10倍。5.2.6钢筋加工的允许偏差,应符合表5的规定表5钢筋加工的允许偏差(mm)项目允许偏差受力钢筋顺长度方向全长的净尺寸±10弯起钢筋的弯折位置±205.3工艺流程钢筋配料→(除锈)下料→弯曲成型→挂牌存放6质量验收6.1一般规定6.1.1当钢筋的品种、级别或规格需作变更时,应办理设计变更文件。6.1.2在浇筑混凝土之前,应进行钢筋隐蔽工程验收,其内容包括:(l)纵向受力钢筋的品种、规格、数量、位置等。(2)钢筋的连接方式、接头位置、接头数量、接头面积百分率等。(3)箍筋、横向钢筋的品种、规格、数量、间距等。(4)预埋件的规格、数量、位置等。6.2主控项目6.2.1受力钢筋的弯钩和弯折应符合下列规定:(1)HPB235级钢筋末端应作180°弯钩,其弯弧内直径不应小于钢筋直径的2.5倍,弯钩的弯后平直部分长度不应小于钢筋直径的3倍。(2)当设计要求钢筋末端需作135°弯钩时,HRB335级、HRB400级钢筋的弯弧内直径不应小于钢筋直径的4倍,弯钩的弯后平直部分长度应符合设计要求。10
ZCQB201003-2005(3)钢筋作不大于90°的弯折时,弯折处的弯弧内直径不应小于钢筋直径的5倍。检查数量:按每工作班同一类型钢筋、同一加工设备抽查不应少于3件。检验方法:钢尺检查。6.2.2除焊接封闭环式箍筋外,箍筋的末端应作弯钩,弯钩形式应符合设计要求;当赃款我具体要求时,应符合下列规定:(1)箍筋弯钩的弯弧内直径除应满足本标准第6.2.1条的规定外,尚应不小于受力钢筋直径。(2)箍筋弯钩的弯拆角度:对一般结构,不应小于90°;对有抗震等要求的结构,应为135°。(3)箍筋弯后平直部分长度:对一般结构,不宜小于箍筋直径的5倍;对有抗震等要求的结构,不应小于箍筋直径的10倍。检查数量:按每工作班同一类型钢筋、同一加工设备抽查不应少于3件。检验方法:钢尺检查。6.3一般项目6.3.1钢筋调直宜采用机械方法,也可采用冷拉方法。当采用冷拉方法调直钢筋时,HPB235级钢筋的冷拉率不宜大于4%,HRB335级、HRB400级和RRB400级钢筋的冷拉率不宜大于1%。检查数量:按每工作班同一类型钢筋、同一加工设备抽查不应少于3件。检验方法:观察、钢尺检查。6.3.2钢筋加工的形状、尺寸应符合设计要求,其偏差应符合表7的规定。检查数量:按每工作班同一类型钢筋、同一加工设备抽查不应少于3件。检验方法:观察、钢尺检查。表7钢筋加工的允许偏差项目允许偏差受力钢筋顺长度方向全长的净尺寸±10弯起钢筋的弯折位置±20箍筋内净尺寸±510
ZCQB201003-20056.4检查记录检查记录见附录A的规定。7安全措施7.1钢筋加工机械的操作人员,应经机械操作技能培训,掌握机械性能和操作规程后,才能上岗。7.2钢筋加工机械的电气设备,应有良好的绝缘并接地,每台机械必须实行“一机一闸”制,并设漏电保护开关,开关箱应设在机械设备附近。7.3机械转动的外露部分必须设有安全防护罩,停止工作时应断开电源。室外作业应设置机棚。钢筋加工机械使用前,应先空转试车正常后,方能开始使用。7.4加工机械的安装应坚实稳固,保持水平位置。固定式机械应有可靠的基础,移动式机械作业时应楔紧行走轮。7.5冷拉场地应在两端地锚外侧设置警戒区,并应安装防护栏及警告标志。操作人员在作业时必须离开钢筋2m以外。7.6使用钢筋弯曲机时,操作人员应站在钢筋活动端的反方向,弯曲长度小于400mm的短钢筋时,注意防止钢筋弹出伤人。7.7钢筋加工作业后,应清理场地,切断电源,锁好开关箱,并做好机械润滑工作。7.8在现场施工的照明电线不准直接挂在钢筋上。夜间施工的照明设施,应加装防护罩,严禁采用裸导线线。10
ZCQB201003-2005附录A钢筋加工检验批质量验收记录表(Ⅰ)GB50204-2002010602□□020102□□单位(子单位)工程名称分部(子分部)工程名称验收部位施工单位项目经理施工执行标准名称及编号施工质量验收规范的规定施工单位检查评定记录监理(建设)单位验收记录主控项目1力学性能检验第5.2.12抗震用钢筋强度实测值第5.2.23化学成份等专项检验第5.2.34受力钢筋的弯钩和弯折第5.3.15箍筋的弯钩形式第5.3.2一般项目1外观质量第5.2.42钢筋调直第5.3.33钢筋的加工形状和尺寸受力钢筋顺长度方向全长的净尺寸±10弯起钢筋的弯折位置±20箍筋内净尺寸±5施工单位检查评定结果专业工长(施工员)施工班组长项目专业质量检查员:年月日10
ZCQB201003-2005监理(建设)单位验收结论专业监理工程师:(建设单位项目专业技术负责人):年月日附录A(Ⅰ)说明主控项目:1、按现行国家标准GB1499等规定,抽取试件作力学性能检验;检查产品合格证和复验报告。2、有抗震要求的框架结构纵向受力钢筋的强度,当设计无要求时,对一、二级抗震等级应符合下列要求:(1)钢筋抗拉强度实测值与屈服强度实测值的比值不小于1.25;(2)钢筋屈服强度实测值与强度标准的比值不大于1.3;检查钢筋复试报告。3、当钢筋发生脆断,焊接性能不良或力学性能显著不正常时、应对该批钢筋进行化学成分检验或其他专项检验。检查化学成份等专项检验报告。4、受力钢筋弯钩和弯折应符合下列规定:(1)HPB235级钢筋末端应作180°弯钩,其弯钩弧内径不小于钢筋直径的2.5倍,弯后平直部分不小于钢筋直径的3倍。(2)135°弯钩,HRB33级、400级钢筋的弯钩内直径不小于钢筋直径的4倍,弯后平直长度符合设计要求。(3)不大于90°的弯折时,弯弧内径不小于钢筋直径的5倍。尺量检查。5、除焊接封闭环式箍筋外,末端均应弯钩,形式符合设计要求,设计无要求时,应符合下列规定:(1)弯弧内直径应满足4项的要求,尚应不小于受力钢筋直径;(2)弯折角度:一般结构不小于90°,有抗震要求结构应为135°;(3)弯后平直部分长度:一般结构不小于箍筋直径的510
ZCQB201003-2005倍,有抗震要求的结构,不小于箍筋直径的10倍。一般项目:1、钢筋应平直、无损伤、表面不得有裂纹、油污、颗粒状或片状老锈。观察检查。2、钢筋调直采用冷拉法时,HPB235级钢筋的冷拉率不大于4%;HRB335、400级,RRB400级钢筋的冷拉率不大于1%。观察及尺量检查。3、钢筋加工的形状尺寸应符合设计要求,偏差率应符合下表要求。尺量检查。项目允许偏差(mm)受力钢筋顺长方向全长的净尺寸士10弯起钢筋的弯折位置士20箍筋内净尺寸士510'