


- 389.00 KB
- 8页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'钣金加工工艺标准1.范围本标准规定了钣金加工工序过程中的材料;数控剪板加工;数控冲床加工;数控折弯加工;焊接;喷涂;包装、标识、运输、贮存。本标准适用于在公司设计、生产的所有钣金产品的加工工艺。2.规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。GB/T708-2006冷轧钢板和钢带的尺寸、外形、重量及允许偏差JB/T6753.1-1993电工设备的设备构件公差钣金件和结构的一般公差及其选用规则GB/T3280-2007不锈钢冷轧钢板和钢带GB/T2518-2008连续热镀锌薄钢板和钢带GB/T15055-2007冲压件未注公差尺寸极限偏差3.材料3.1推荐使用的各种材料见表(1)。表(1)单位:mm物料编号物料描述长度公差宽度公差厚度公差17060100019镀锌板0.75×1250×2500+10/0+10/0±0.0517060100140镀锌板1.0×1250×2500+15/0±0.0717060100020镀锌板1.2×1250×2500+10/0±0.0817060100024镀锌板1.2×1250×3000±0.0817060100141镀锌板1.5×1250×2500±0.0917060100062镀锌板1.5×1250×3000±0.0917060100142镀锌板2.0×1250×2500±0.1017060100085镀锌板2.0×1250×3000±0.1017060100135镀锌板2.5×1250×2500±0.1017060100015冷轧板2.0×1250×2500×SC1+15/0±0.1517060100059冷轧板3.0×1250×3000±0.1917060100137不锈钢板1.0×1120×2440+10/0+10/0±0.0817060100116不锈钢板1.5×1220×2600+15/0+10/0±0.1390600000092黄铜板(H62)(1.2×600×1500)+10/0+6/0±0.083.2材料的机械性能、一般要求、工艺性能、检验试验方法等参照GB3280-2007不锈钢冷轧钢板和GB/T2518-2008连续热镀锌薄钢板和钢带及GB/T708-2006冷轧钢板和钢带的尺寸、外形、重量及允许偏差。钢板材料的包装应有防锈措施。3.3在用料前确定板材无生锈或锈斑,泛白,无镀锌不良现象。在500mm×500mm的范围内,镀锌板划伤程度如下:A级面(特别重要面类)一般面8
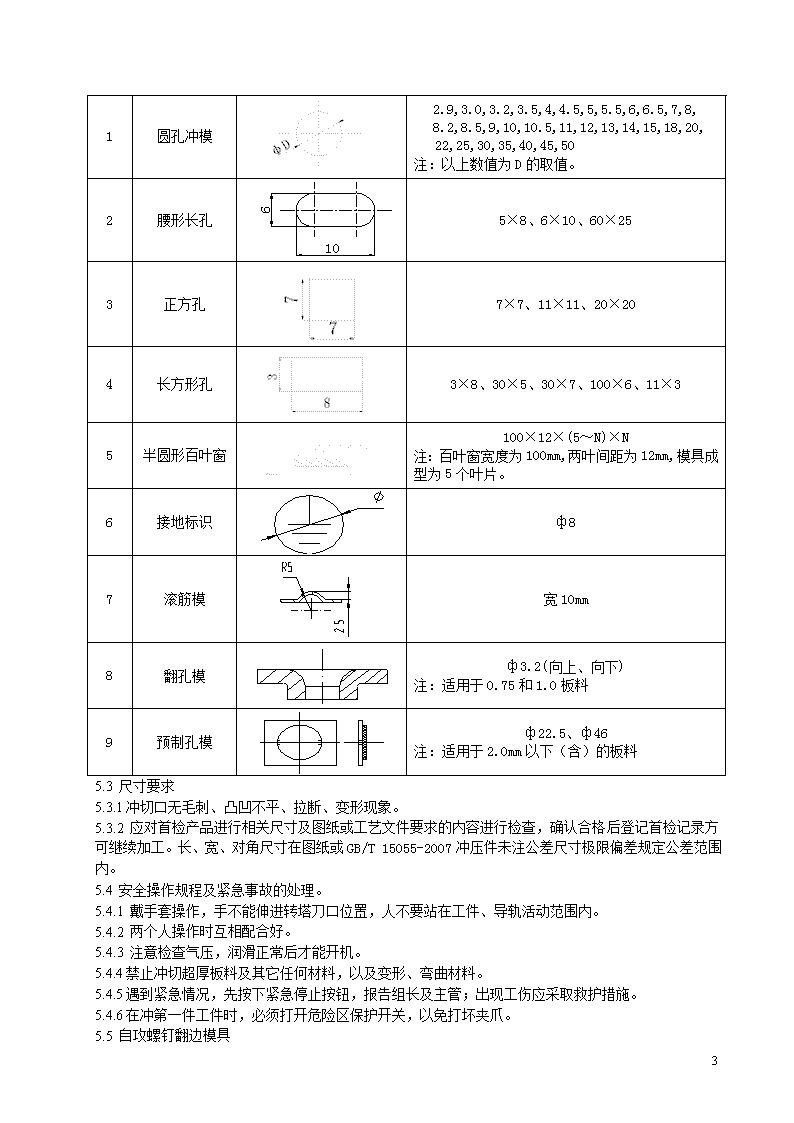
黑点Φ≤2mm,≤2个;2mm<Φ≤3mm,≤1个不影响防护性能细划伤(0.4×200)mm,≤1个;(0.2×250)mm,≤1个;(0.2×50)mm,≤10个,划伤深度均不超多8um,即不能完全超过镀锌层厚度。宽度为0.1mm以下且深度为4um以下的划伤数量可不计。非喷涂钣金件按以上标准为最终评判标准,在剪板、数冲(冷冲)、折弯、钳工各工序中员工通过此标准进行互检,对不符合上述标准的零部件判定为不合格。备注:在印有标志的凸面及其周边3cm范围内不得有划伤或划伤较轻,即在宽度为0.1mm以下且深度为4um以下。4.板材剪切4.1设备调试:用塞规尺检查和调整剪切间隙。4.2材料厚度及对应剪切间隙由机床确定,公司现有的数控剪板机能够根据板材的厚度自动设定并调整剪切间隙。注:剪切间隙按板料厚度的8%—12%取值。4.3剪切尺寸要求4.3.1剪切口毛刺高度≤0.15、不得有凸凹不平、拉断、变形现象。4.3.2长、宽、对角尺寸在图纸或JB/T6753.1-1993规定公差范围内。(以图纸为准,图纸未标注的尺寸公差以表(2)为准)表(3)单位:mm项目长宽公差(对角线公差)0.35<δ≤11<δ≤3剪裁长度03.0折弯尺寸±1±1.5折弯角度±10注:角度公差为90度公差,L≤3000mm的工件各段90度误差≤3度;非90度公差L≤3000mm的工件各段非90度误差≤5度7.2.2钣金折弯展开对照系数表(9)角度/°板材厚度/mm901201351500.61.080.530.340.180.751.420.70.450.2412.050.930.60.321.22.151.060.690.361.52.651.310.850.4423.451.691.10.572.54.62.261.470.7735.252.641.710.97.3折弯机安全操作规程7.3.1应戴手套操作,折弯操作时手不得接触折弯模具,禁止将手放入模具后面去托料。7.3.2应在批量折弯前检查前、后定位挡板的左右偏差,左右偏差不大于0.2mm。7.3.3两人操作时,必须由主操作者负责操作。7.3.4严禁折超压工件;严禁用折薄板的模具来折厚板;请注意材料的振动及反弹,对不锈钢、高碳冷扎板、锰钢板等,应轻踩踏板慢速折弯;严禁将两块或两块以上的板料同时折弯。7.3.5折弯机开机后要首先回到原点后再作业。7.3.6禁止折弯超厚、超长板料及其它任何材料,折弯宽度过窄或材料过小时,用夹子、钳子等工具辅助,手指尽量远离模具。7.3.7遇到紧急情况,先按下紧急停止按钮,关闭马达,报告组长及主管;出现工伤应采取救护措施.。7.4公司现有的下模V宽有以下几种:(V:折弯下模中V型槽的宽度,L:折边的宽度)8
V=4其折弯宽度6≤L≤500,适用板材厚度0.5-0.75mm;V=8其折弯宽度8≤L≤500,适用板材厚度1.0-1.5mm;V=10/12其折弯宽度10≤L≤500,适用板材厚度1.5-2.0mm;V=20其折弯宽度15≤L≤500,适用板材厚度2.5-3.0mm。其中3mm厚的板只能用下模V=20的模具。公司现有以下四种折弯上模:以下为常用折弯下模:对于目前钣金常出现的结构,其要求如下:ab折弯如左图所示的工件时要求a≤bab折弯如左图所示的工件,加工时要求b(外轮廓尺寸)≥L最小值+2*t(板厚)+R(折弯内半径),且a≤40mm。a≥b+2t,t为板料厚度a≤b且a≤180mm7.5折弯处工艺孔要求7.5.1钣金件两边折弯时,角上容易应力集中导致变形。7.5.2当板料在2mm以上时,需在角上开一个Φ2.9mm的3/4圆,如图5所示。7.5.3当板料在2mm以下时(不包括2mm),采取一边让开一个板料厚,如下图6所示图5图67.5.48
应对首检产品进行相关尺寸及图纸或工艺文件要求的内容进行检查,确认合格后登记首检记录方可继续加工。7.6折弯设备加工极限:零件总长≤3000mm,折边尺寸≤500mm,折弯角度≥90°。8.攻丝8.1钣金M4孔攻丝工艺,包括板料2mm以下(不包括2mm)的翻边孔和2mm以上的通孔均可攻丝。9.焊接操作9.1需要电焊的钣金件焊接要求参照《手工电弧焊工艺标准》。9.2需要点焊的钣金件焊接要求参照《电阻点焊工艺标准》。10.喷涂10.1需要喷涂的钣金件,喷涂参照《喷涂作业指导书》。10.2喷涂钣金必须要有吊环工艺孔(见下图);(M为零件质量,单位:㎏)10.2.1当M≤20㎏:ΦD=5mm;当20㎏<M≤50㎏:ΦD=8mm;当M>50㎏:ΦD=10mm;10.2.2高度方向离边缘E=3/2*Dmm;10.2.3当零件总长B≥1400mm时,两孔分别距边C=20~30mm,当零件总长B<1400mm时,两孔间距为A=700mm;10.2.4如有孔则直接利用结构设计孔,无需另开吊环工艺孔(被利用的结构孔须挂件方便且为非重要面,否则必须开工艺孔);10.2.5以上四条普遍适用于商用钣金件,对于个别特殊钣金件可根据设计另作要求。10.3喷涂线产品加工极限为:长度3.2米,宽度1.5米;11.包装、标识、运输、贮存11.1有折弯加工的钣金,包装箱或周转箱上应标识产品型号、部件编号、数量、检验人、生产日期或生产批号。11.2产品包装应采取可靠的防震、防窜动,多台产品同箱时应有防护可能变形的磕碰等措施。11.3产品贮存在无腐蚀性气体、通风良好、干燥的库房中。8'