


- 199.00 KB
- 10页


- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
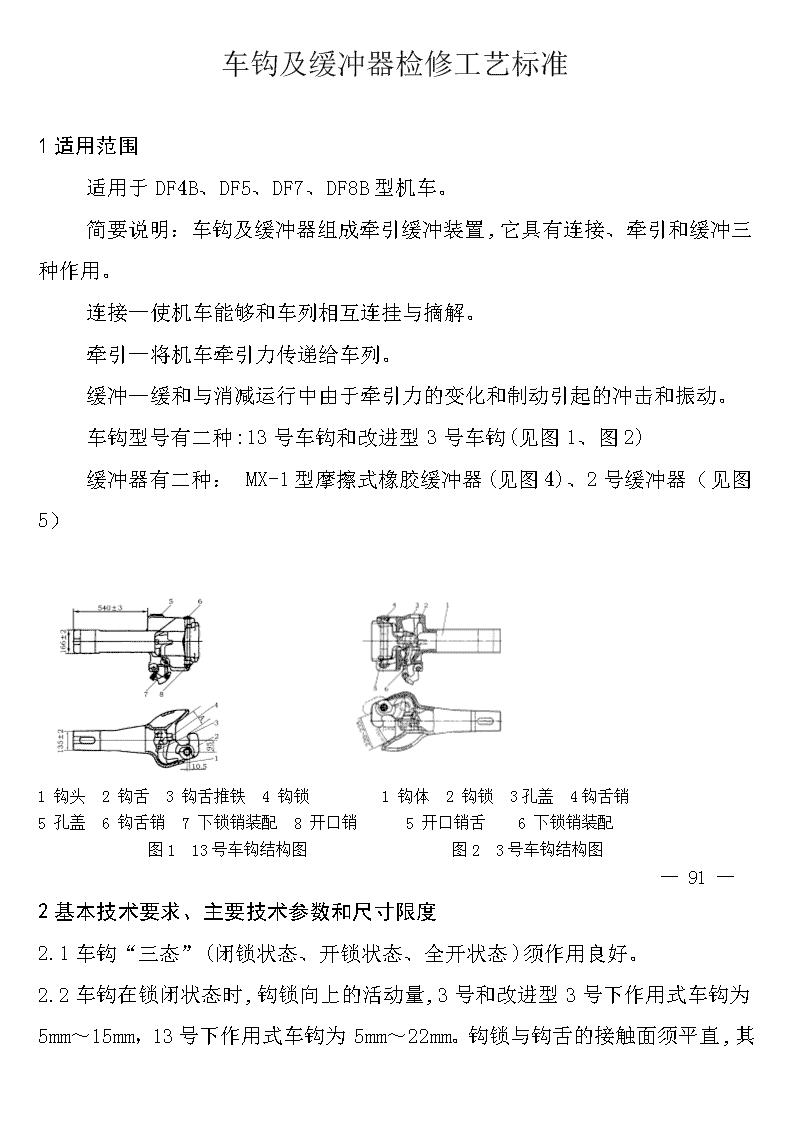
'车钩及缓冲器检修工艺标准1适用范围适用于DF4B、DF5、DF7、DF8B型机车。简要说明:车钩及缓冲器组成牵引缓冲装置,它具有连接、牵引和缓冲三种作用。连接—使机车能够和车列相互连挂与摘解。牵引—将机车牵引力传递给车列。缓冲—缓和与消减运行中由于牵引力的变化和制动引起的冲击和振动。车钩型号有二种:13号车钩和改进型3号车钩(见图1、图2)缓冲器有二种:MX-1型摩擦式橡胶缓冲器(见图4)、2号缓冲器(见图5)1钩头2钩舌3钩舌推铁4钩锁1钩体2钩锁3孔盖4钩舌销5孔盖6钩舌销7下锁销装配8开口销5开口销舌6下锁销装配图113号车钩结构图图23号车钩结构图—91—2基本技术要求、主要技术参数和尺寸限度2.1车钩“三态”(闭锁状态、开锁状态、全开状态)须作用良好。2.2车钩在锁闭状态时,钩锁向上的活动量,3号和改进型3号下作用式车钩为5mm~15mm,13号下作用式车钩为5mm~22mm。钩锁与钩舌的接触面须平直,
其高度不小于40mm,钩舌与钩体的上、下承力面须接触良好。2.3车钩在闭锁状态时,钩锁尾部与钩体间隙不大于4mm,钩舌与钩锁侧面间隙,3号下作用车钩不大于3mm,改进型3号下作用式车钩不大于5mm,13号下作用式车钩不大于6.5mm。2.4车钩中心线距轨面高度,中修机车为835mm~885mm,小、辅修机车为820mm~890mm。2.5车钩各零件均需按规定进行探伤和处理。2.6磨擦式橡胶缓冲器须彻底清扫干净,清除污垢。2.7更换龟裂、老化和脱胶的橡胶片。2.8更换磨耗过限的契块。2.9箱体磨耗部分允许焊修加工恢复。2.10组成后自由高度须符合568mm的要求。2.11原形尺寸及限度(见表1、表2):—92—表1车钩原形尺寸及限度单位:mm序号名称原形限度中修禁用13号钩耳套安装孔直径--5323号钩钩舌套安装孔直径--5333号钩钩舌销与钩耳套内孔的径向间隙1.17~2.02.77~3.602.54.04.05.0413号钩钩舌销与钩耳套内孔的径向间隙1.0~2.43.0~4.43.05.04.06.053号钩钩舌销与钩舌套内孔的径向间隙1.17~1.843.04.0613号钩钩舌销与钩舌销孔的径向间隙1.0~1.83.04.07钩舌与钩耳上、下面的间隙:3~61~61010----8钩舌与钩体上、下承力面的间隙:0~21~334----
9钩舌与钩腕内侧面距离:112~122220~23512724513025010钩体扁肖孔的尺寸:421684411047×17549×118----11钩扁销与钩体孔的间隙:1.5~3.514.5~18.53.0~7.09.0~14.08.022.011.018.0----12钩尾框扁销孔的长度:2190.5106+3226115----13钩尾框内侧面的磨耗量:76----14从板的磨耗量5823152号缓冲器的组装长度5143----16MX-1型橡胶缓冲器的组装长度568----17钩头肩部与缓冲座的距离80≥60--18车钩尾部与从板的间隙2.02~59.019橡胶板厚度35333220橡胶板定位半圆凸面高度65--—93—3工艺流程图解体前清扫分解车钩分解缓冲器解体前检查测量零件清洗零件探伤检查测量修理调整缓冲器组装车钩组装装车前检查装车验收图3工艺流程图4工艺过程4.1解体前的检查4.1.1检查车钩中心线至轨面的高度:中修835mm~885mm。低于835mm时,在吊挂马鞍铁处加垫调整。4.1.2检查车钩锁闭与开启位置时的开度,(用300mm直钢尺在最小处测量)超限时可堆焊或刨削钩舌尾部来调整。4.1.3检查钩舌与钩锁铁接触面的间隙,超限时可堆焊恢复。4.1.4检查钩舌销与销孔的间隙,超限时可更换钩舌销或更换销套处理。
4.1.5检查钩舌与钩耳的上下间隙,到限时可堆焊钩舌恢复。4.1.6检查从板与从板座应无间隙,有间隙时可在从板座上焊装垫板,垫板不多于一层。4.1.7检查钩锁的往上活动量,超过限度时,可在防跳杆顶部堆焊处理。—94—图4MX—1型摩擦式橡胶缓冲器1盒盖2内环弹簧3开口内环弹簧4外环弹簧(小)5盒体6外环弹簧7半环弹簧8底板图52号缓冲器4.2解体4.2.1车钩解体4.2.1.1用手锤、撬棍拆下开口销,取出钩舌销,转动提杆,取出钩舌、钩锁、钩舌推铁,然且取下上锁销、钩提杆。4.2.1.2将专用小车推进车底,对准车钩位置,按下上升按钮,托住车钩。—95—4.2.1.3用套筒扳手拆下托板螺栓,取下吊挂。
4.2.1.4按下压缩按钮,将缓冲器压缩后,慢慢落下。4.2.1.5推出小车,用天车将车钩吊至检修地点。4.2.1.6卸下扁销的安全螺栓,取出扁销,使钩头与尾框分解。4.2.1.7取出缓冲器从板。4.2.1.8将缓冲器放在专用工具(油压机)上分解。4.2.2缓冲器解体4.2.2.1预测缓冲器自由高度是否符合要求。4.2.2.2用吊具将缓冲器放在压装合上,压头朝下,对好底座位置。4.2.2.3在底隔板长腿橛上,放正专用工具。4.2.2.4开动压力机(或油压镐),待底隔板下移一定距离时停压(此时底板已不再受橡胶板的压力),用拨具将底板的一侧拨倾斜,然后将底板从箱体内取出。4.2.2.5卸载除去压力,然后依次解体底隔板、中隔板、顶隔板、模铁、压头等部件。4.3检修4.3.1车钩检修4.3.1.1清洗各零部件。4.3.1.2探伤检查车钩各部件,不允许有裂纹。4.3.1.3中修时车钩下列的裂纹不允许焊修:—96—
图6车钩组装示意图a车钩钩体上的横向型纹,扁销孔向尾端发展的裂纹。b钩体距钩头50mm以内的砂眼和裂纹。c钩体上长度超过5Omm的纵裂纹。d耳销孔处超过该处断面的40%的裂纹。e上下钩耳间(距钩耳25mm以外)的超过30mm的纵横裂纹。f钩腕上超过腕高20%的裂纹。g车钩尾框上的横裂纹及扁销孔向端部发展的裂纹。4.3.1.4检查各部件尺寸,应符合限度要求。—97—4.3.1.5确定车钩组装(见图6)后,钩体尾端面与从板的间隙。a测量尾框销孔至后端作用面尺寸A。b测量从板坐左右侧前后座之间的尺寸B(两侧平均值)。c测量钩体扁销孔至尾端面距离C。d测量扁销宽度D。
e计算钩尾与从板间隙:σ=A-(B+C+D)=2mm~4mmf对间隙σ的调整:当σ>2mm~4mm时,可在车钩尾端加垫调整;当σ<2mm~4mm时,可在车钩尾端面去垫或减小扁销的宽度来调整,但减少量不得大于2mm。4.3.2检修2号缓冲器4.3.2.1用柴油清洗弹簧盒盖、环等零件上的油垢。4.3.2.2缓冲器体、弹簧、弹簧环、板弹簧不许有裂损,2号缓冲器的组装长度为514+5–3mm。4.3.2.3弹簧盒盖凸肩磨损过多,应烧焊恢复。4.3.2.4检查大小各弹簧环,应无裂纹,有裂纹的应报废,环上局部毛刺可锉修,大小各弹簧环的接触面应无严重啃伤。4.3.2.5将各环放在专用胎具上检查。a内环(包括开口环)外径应为:(157±0.2)mm。b半面环的外径应为:(157±0.4)mm。c大、小外环内径应为:(145.5±0.2)mm。—98—4.3.3MX-1型摩擦式橡胶缓冲器检修4.3.3.1清扫、清除箱体污垢,去掉飞边毛刺。4.3.3.2检查箱体压头、模铁、底板、底隔板、顶隔板、中隔板。6.3.3.3橡胶板厚度应符合要求。6.3.3.4橡胶板半固定位凸台不得有压扁现象,高度需符合要求。6.3.3.5检修时,如发现模铁松动现象,可在顶隔板圆环模上堆焊恢复,堆焊高度可视松动程度。
4.4组装4.4.1组装2号缓冲器(在压力机上进行)4.4.1.1将弹簧盒盖置于油压机工作台上,各环涂上3号锂基脂,依次放在弹簧盒盖内(注:由下往上数,第一、第三为开口内环),最后放上底板。4.4.1.2压缩弹簧盒,紧固各螺栓(留两只不装,以便起吊),组装好的缓冲器的长度应为514mm±3mm。4.4.1.3组装好的缓冲器,加压做压缩试验,不得有卡死现象。4.4.1.4静压缩试验,试压吨位为110t~130t,压缩量为64mm~68mm,压缩两次后,应无卡死现象。4.4.1.5确定组装后缓冲器的压缩量。a测量缓冲器组装后长度E和从板的厚度F。b测量车体从板座前后距离B。c计算压缩量S:S=E+F-B=5mm~10mm—99—S<5mm时可增大从板厚度。4.4.2组装MX-1型摩擦式橡胶缓冲器4.4.2.1将检查完好的缓冲器倒置在底座上(对正压力机位置)。4.4.2.2将压头(顶部向下)放入箱内,注意用手转压头,使其三个凸台与箱体上对应位置的三个凸缘全面接触。4.4.2.3分别将三个模铁块依次插入箱内与压头之间所形成的空隙间。4.4.2.4放入顶隔板,圆环模向下,均匀倾斜放置箱内,防止顶隔板与箱体卡壳。4.4.2.5装橡胶板与中隔板方法如下:加入三块橡胶板→放一块中隔板→再放三块橡胶板→再放一块中隔板→再放三块橡胶板,组装时应注意橡胶板和中隔板的上下面定位凸面向下装入。
4.4.2.6放入底隔板,注意长腿橛在上面。4.4.2.7放正底板,然后将专用工具对正底隔板的长腿橛,开动压力机加压(或扳动油压镐),待底隔板带着底板下移一定位置时停压,用拨具撬拨底板,使其倾斜,能进入箱体内,并拨正位置。4.4.2.8卸载除去压力后,检查底板四个飞缘与箱体敞口内侧对应位置的凹槽,钩挂卡合状态。4.4.2.9测量缓冲器的组装长度须符合限度要求。4.4.2.10MX—1型摩擦式橡胶缓冲器与车钩组装方法同2号缓冲器,只是取消后从板。4.4.3车钩、缓冲器的组装。—100—4.4.3.1将车钩托板放在钩缓小车上。4.4.3.2将缓冲器从板(前)装入尾框、钩身插入尾框,整组吊放在拆装小车上。4.4.3.3开动压缩缸,压缩钩头,压到能进入安装座的长度为止,装入钩扁销,并穿上安全螺栓,拧紧螺母,穿好开口销。4.4.3.4将小车推至车底,对准安装座的相应位置。4.4.3.5升起车钩,将车钩组件送进安装座,置于安装位置。4.4.3.6拧紧托板螺栓,推离拆装小车,组装吊杆,摆块、钩锁推铁、钩锁、钩舌、钩舌销、开口销和提杆等部件。4.5组装后的检查4.5.1钩舌开启、关闭应灵活,尺寸符合段规限度。4.5.2锁铁与钩舌尾部接触面应平直,接触面高度不小于40mm。4.5.3在闭锁位,钩锁向上的活动量为5mm~22mm。4.5.4车钩中心线距轨面高度符合限度规定。4.5.5钩头后部的钩肩与冲击座间的距离为60mm~80mm。
4.5.6钩体尾部与从板的间隙为2mm~4mm。附录A车钩检修记录(见表2)—101—表2车钩检修记录机车号装车号修程日期项目实际尺寸其他不良处所检修记录前后车钩中心线距轨面高度车钩开启位开度车钩锁闭位开度锁闭位置钩锁向上活动量锁尾与从板间隙缓冲器组装长度缓冲器装车后预压量排障器排障器与轨面高度扫石器与轨面高度工作者:工长:质检员:验收员:附录B主要工装设备及工具钩缓拆装小车、60t油压机、丁字高度尺,300mm直钢尺、2m卷尺、重型扳手、手锤、八磅锤、撬棍、MX-1型缓冲器压装工作台、5Ot油压镐、压装工具、吊具等。'