


- 187.49 KB
- 4页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'前言在整体硬质合金直柄立铣刀总标题下包括两个部分第部分型式与尺寸第部分技术规范本标准是第部分本标准由中华人民共和国机械工业部提出本标准由全国刀具标准化技术委员会归口本标准主要起草单位成都工具研究所本标准主要起草人沈士昌查国兵
中华人民共和国国家标准整体硬质合金直柄立铣刀第部分技术规范范围本标准规定了整体硬质合金直柄立铣刀以下简称立铣刀的尺寸材料外观和表面粗糙度性能试验及标志和包装的技术规范本标准适用于直径的立铣刀引用标准下列标准所包含的条文通过在本标准中引用而构成为本标准的条文本标准出版时所示版本均为有效所有标准都会被修订使用本标准的各方应探讨使用下列标准最新版本的可能性切削加工用硬质合金分类分组代号立铣刀技术条件尺寸立铣刀的形状和位置公差由表中给出表圆周刃对柄部轴端刃对柄部轴线工作部分圆柱度线的径向圆跳动的端面圆跳动一转相邻注圆跳动的检测方法按附录参考件的规定材料按分类分组的规定选用代号为或的硬质合金外观和表面粗糙度铣刀切削刃应锋利不应有崩刃裂纹磨削黑斑和显著白刃等影响使用性能的缺陷铣刀的表面粗糙度的上限值按下列规定刀齿的前面和后面柄部外圆国家技术监督局批准实施
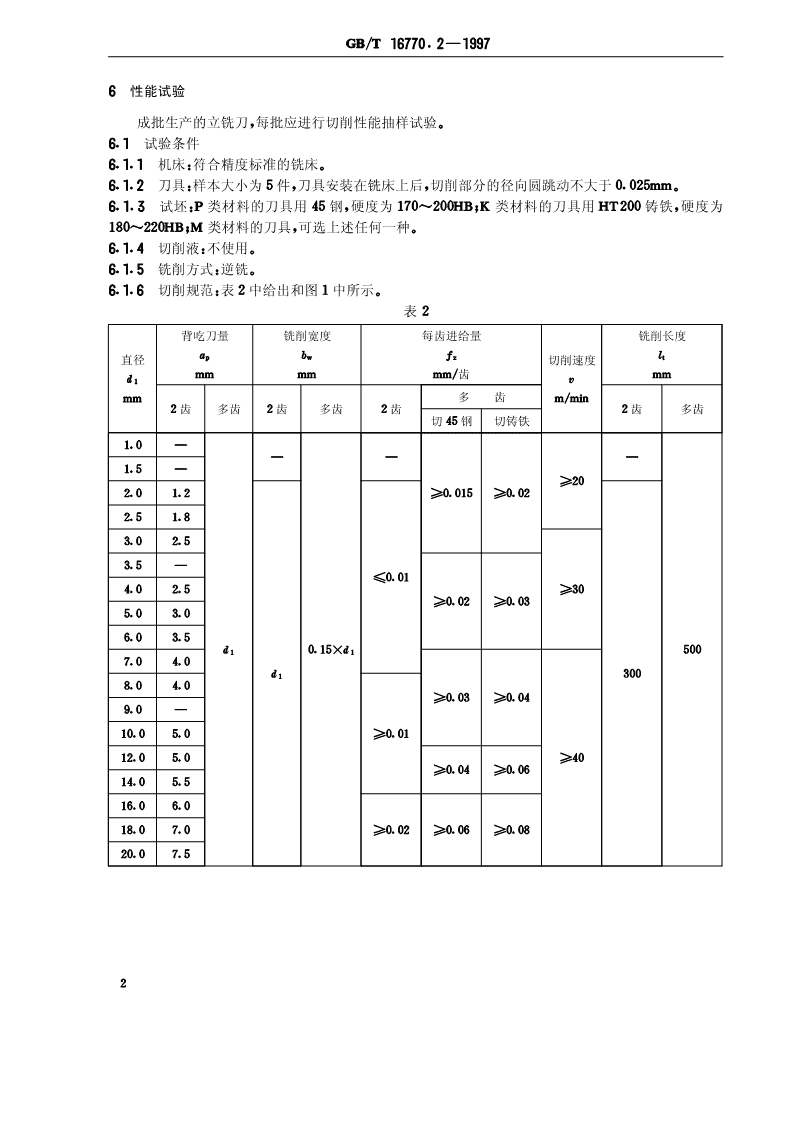
性能试验成批生产的立铣刀每批应进行切削性能抽样试验试验条件机床符合精度标准的铣床刀具样本大小为件刀具安装在铣床上后切削部分的径向圆跳动不大于试坯类材料的刀具用钢硬度为类材料的刀具用铸铁硬度为类材料的刀具可选上述任何一种切削液不使用铣削方式逆铣切削规范表中给出和图中所示表背吃刀量铣削宽度每齿进给量铣削长度直径切削速度齿多齿齿多齿齿多齿齿齿多齿切钢切铸铁
图试验结果的评定经试验后的立铣刀不应有崩刃或显著的磨钝现象如有一件不符合上述要求判该批产品性能试验不合格标志和包装标志产品上应标志柄部直径可不标志制造厂或销售商商标立铣刀直径硬质合金牌号或代号包装盒上应标志制造厂或销售商名称地址和商标立铣刀标记硬质合金牌号或代号件数制造年月注如包装盒太小可在合格证说明书等包装内的文件上标志部分内容包装立铣刀包装必须牢固防止运输过程中的损伤标准分享网www.bzfxw.com免费下载'
您可能关注的文档
- GBT16453.5-1996 水土保持综合治理 技术规范 风沙治理技术.pdf
- GBT16453.5-1996 水土保持综合治理技术规范 风沙治理技术.pdf
- GBT16453.5-2008 水土保持综合治理 技术规范 风沙治理技术.pdf
- GBT16453.6-1996 水土保持综合治理 技术规范 崩岗治理技术.pdf
- GBT16453.6-1996 水土保持综合治理技术规范 崩岗治理技术.pdf
- GBT16623-2008 压配式实心轮胎技术规范.pdf
- GBT16671-2009 产品几何技术规范(GPS)几何公差 最大实体要求、最小实体要求和可逆要求.pdf
- GBT16671-2009 产品几何技术规范(GPS)几何公差最大实体要求、最小实体要求和可逆要求.pdf
- GBT16747-2009 产品几何技术规范(GPS) 表面结构 轮廓法 表面波纹度词汇.pdf
- GBT16812-1997 NICAM-728卫星电视信道副载波传送数字声技术规范.pdf
- GBT16857.1-2002 产品几何量技术规范(GPS)坐标测量机的验收检测和复检检测第1部分:词汇.pdf
- GBT16857.2-2006 产品几何技术规范(GPS) 坐标测量机的验收检测和复检检测 第2部分 用于测量尺寸的坐标测量机.pdf
- GBT16857.2-2006 产品几何技术规范(GPS) 坐标测量机的验收检测和复检检测 第2部分: 用于测量尺寸的坐标测量机.pdf
- GBT16857.3-2009 产品几何技术规范(GPS)坐标测量机的验收检测和复检测 第3部分:配置转台的轴线为第四轴的坐标测量机.pdf
- GBT16857.4-2003 产品几何量技术规范(GPS)坐标测量机的验收检测和复检检测 第4部分 在扫描模式下使用的坐标测量机.pdf
- GBT16857.5-2004 产品几何量技术规范(GPS) 坐标测量机的验收检测和复检检测 第5部分:使用多探针探测系统的坐标测量机.pdf
- GBT16857.6-2006 产品几何技术规范(GPS) 坐标测量机的验收检测和复检检测 第6部分 计算高斯拟合要素的误差的评定.pdf
- GBT17125-1997 农业拖拉机和机具 四点刚性挂接装置 技术规范.pdf