


- 165.62 KB
- 9页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'船舶管系安装工艺规范船舶管系安装工艺规范插图yI—i—冃IJ5本规范为公司新编制企业标准。是根据公司的生产实际经验并参照冇关船厂企业标准编制而成。本规范由上海外高桥造船冇限公司捉出;本规范由设计部归口;本规范起草部门:设计部本规范主要起草(编制):周徳兴、庄家樑。标检:徐玉珍。审核:杜剑锋。木标准由总工程师南大庆批准。11范围木规范规定了船舶管系的安装前准备、人员、工艺要求、工艺过程和检验。本规范适用于大中型船舶管系的安装。对于特种船舶或有特殊要求的管系,应按设计要求,编制相应的工艺文件。2安装前准备2.1熟悉和掌握管系设计图纸与技术文件,按要求进行安装准备。2.2安装的管子应有合格标记。管端严密封口,对封口损坏的管子,安装前需用压缩空气吹净管内壁。2.3安装的阀门及管件等应冇产品检验合格证书。并具有良好的清洁封口。法兰密封面和螺纹接头的螺纹不能碰伤或其它损坏,如有损坏应予修止。2.4安装的管子、阀门及管件等应对照相应图样和技术文件核查其正确性和配套完整性。2.5管子和管件安装前应堆放在环境清洁的场所。2.6镀锌管或镀锌零件的镀层表而应光滑,如在装焊时局部受到损伤应及时用
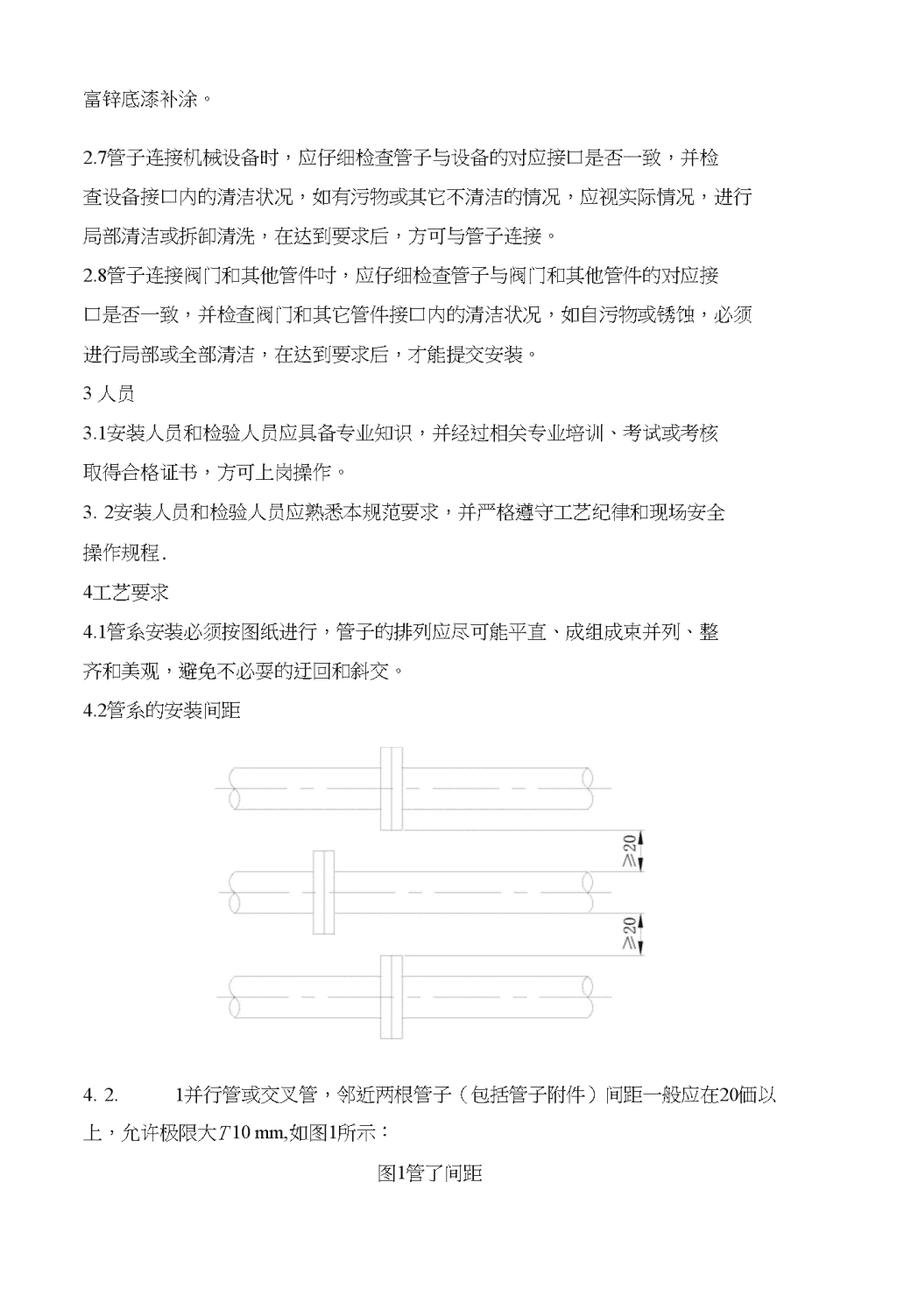
富锌底漆补涂。2.7管子连接机械设备时,应仔细检查管子与设备的对应接口是否一致,并检查设备接口内的清洁状况,如有污物或其它不清洁的情况,应视实际情况,进行局部清洁或拆卸清洗,在达到要求后,方可与管子连接。2.8管子连接阀门和其他管件吋,应仔细检查管子与阀门和其他管件的对应接口是否一致,并检查阀门和其它管件接口内的清洁状况,如自污物或锈蚀,必须进行局部或全部清洁,在达到要求后,才能提交安装。3人员3.1安装人员和检验人员应具备专业知识,并经过相关专业培训、考试或考核取得合格证书,方可上岗操作。3.2安装人员和检验人员应熟悉本规范要求,并严格遵守工艺纪律和现场安全操作规程.4工艺要求4.1管系安装必须按图纸进行,管子的排列应尽可能平直、成组成束并列、整齐和美观,避免不必耍的迂回和斜交。4.2管系的安装间距4.2.1并行管或交叉管,邻近两根管子(包括管子附件)间距一般应在20価以上,允许极限大T10mm,如图1所示:图1管了间距
4.2.2对于需要包扎绝缘的管子,包扎好绝缘后,其外缘与相邻管子、管系附件或船体结构件的间距在20mm以上。
4.2.3下列管子与电缆的距离应一般在100mm以上。a)蒸汽管子绝缘层外表;b)非水隔层绝缘的排气管外表;c)工作压力9.8MPa(100kg/cm2)以上的高压空气管。4.3空气、透气管应尽量确保无冷凝水留现象产生。在露天的干舷甲板或在上层建筑的船楼甲板上敷设的透气管高度要求应符合图2所示。09X09寸A1图2甲板上敷设透气管高度4.4测量管安装力求垂直,如必须呈弯曲形时,则应弧顺、缓和,使测量工具(如测深尺)能顺利通过。测量管上端应引至易于接近的舱壁甲板以上的部位,而对油舱应引至开敞甲板上的安全位置。测量管下端结构形式分别见表1和图4。在测量管最上端合适位置处应有透气孔。下端口对应的舱底板上,安装防击板,防击板尺寸按表1。在测量管下端盖板处,即管端上开3〜4个长槽,开槽位置按图3o表1防击板尺寸单位为毫米测量管通径DN防击板尺寸DXT测量管末端与防击板距离W50100X1020〜25测量管舱底板D
265120X1015〜204.5凝水管路布置的斜度和放水阀或旋塞的数量和位置,应在船舶处于正常纵倾、正浮或横倾不超过5。时,能使凝水管系任何管段有效地泄放凝水。4.6管子安装前,应检查管内清洁,如管子内壁冇锈蚀,应及时予以清除。安装后的管路要防止异物进入,末端应予封口,保持管内清洁。4.7主机滑油循环管路、汽缸油管路、凸轮轴滑油管路,安装后要进行投油清洗。4.8蒸汽管、热水管的安装要求有热胀冷缩的补偿。4.9舱柜空气管安装应保证空气是向上的。不能冇“袋形”出现。4.10无水封的便器和水池的泄放管路应设S弯头。管路的倾斜度为2。〜3。o有条件的地方,应尽量增加疏通接头。4.11在管子弯头处附近设置法兰吋,一般情况下法兰不应嵌入管子的弯曲部分。4.12中间有90°弯角的管子,应避免岀现弯角管子两边较长和等长的现象。4.13在船体分段连接处、单元连接处和设备连接处一般应设置嵌补管(合拢管)。嵌补管长度为lm左右。阶梯型错开型4.14为了便于管子安装,成朿管子法兰的排列形状一般应为错开型或阶梯型,
如图4所示。图4成束管子法兰的排列形状4.15阀、旋塞及滤器的安装位置,应设在便于操作和维修的地方。阀和阀并排布置吋,操纵手轮的间距应在30mm以上。4.16当阀件布置于花铁板Z下时,其操纵手轮应与花铁板平行,且应在其对应的花铁板上开孔并设置活络盖板。5工艺过程5.1.船舶管系安装必须按工艺阶段的要求先后进行分段预装、总段安装和船上安装。5.2管了的安装4.2.1安装人员应先找岀管子安装基准,然后按图依次安装,其基本的安装方法是按距甲板(平台)、肋骨、船肿或船体相关结构的尺寸,确定管子的位置进行安装。5.2.2安装好的管子不能处于受力状态。管端法兰的连接应同心。5.2.3舷侧接管在船上安装时,应在肘板装配后整体热浸锌。5.2.4镀锌管件在船上焊接后,镀锌层被损处应涂富锌漆。5.3卡套接头的安装4.3.1对卡套接头有预装要求的,应编制专用工艺文件。4.3.2卡套接头的卡套与被连接管子之间的间隙,应符合卡套接头的技术耍求。3.3.3装入卡套接头处的管了外岡,应是无缺陷的岡柱表面;管了端面应垂直于圆柱面,且无毛刺。5.3.4卡套接头连接的两根管子,应在同一屮心线上。5.3.5卡套接头安装时,应使卡套切入管子圆柱表面,形成密封环状,其安装过程:a)a)管了塞入卡套螺帽、卡套、卡套接头体,且管了端面与卡套接头的止推而完全接触;b)b)用手扳动卡套螺帽,使卡套螺帽与卡套和卡套接头体紧密贴合;c)c)用板手扳旋卡套螺帽1〜1.5圈;
b)d)松开卡套螺帽检查卡套切入管了圈柱表面的状态,应是均匀的密封环状;c)e)重新安装,扳紧卡套螺帽。5.3.6管子支架应布置在卡套接头的附近。用于卡套接头连接管子的支架,其间距应密一点。5.4密封垫片的安装5.4.1密封垫片严格按管路系统规定的垫片材质安装。5.4.2密封垫片安装时应保证垫片与法兰规格相一•致,一•对法兰Z间只能放置一张垫片。5.5紧固件的固定5.5.1法兰安装用的镀锌螺栓、螺母用在船上绝大部分场合。发黑处理的螺栓和螺母用在油舱内的管子。5.5.2当法兰而平行船体基线时,螺栓的六角头安装在法兰上而,螺母在下。5.5.3固紧好的螺栓、螺母,要求螺栓露岀螺母1〜4牙。5.5.4在法兰连接吋,螺栓、螺母的旋紧,应按螺栓的分布,进行均匀的逐步固紧。一般按对角方向旋紧。5.5.5螺栓、螺母材料:一般使用普通碳索钢,液压系统的高压管,高压空气管使用高强度钢。5.6开孔和补强5.6.1船上现场开孔,应先划线画开孔圆,打洋冲眼,后自检、组长检验、作业长检验认可后开孔。开孔后打磨。5.6.2开割圆孔、腰圆孔等的圆弧部位应使用圆规割刀切割。开孔后应打磨去除氧化皮、毛刺等。5.6.3上甲板、舷旁的开孔在划线后应报品质保障部认可后进行开孔。5.6.4开孔时应注意安全,要防止因明火作业而引起火警的可能。5.6.5开孔应远离船体大接头处。5.6.6船休结构的重要构件上不允许开孔。
5.6.7管子穿过纵桁腹板强横梁腹板时,均要求补强。补强方法可用复板,也可采用开孔四周加厚扁钢加强。5.6.8对管子穿过水密甲板、水密隔舱吋采用复板补强。对管子穿过非水密隔舱、非水密甲板时可采用护圈补强。5.7管子支架的安装5.7.1管子安装时应及时使用支架固定:支架应固定在船体构架上,支架型式可根据船体结构和管路布置,采用不同形式的支架。5.7.2不应由于支架的安装造成管了处在受力状态。5.7.3管子支架间距一般应按Q/SWS54-002-2003《船舶管系生产设计规范》屮表2的规定,但当管子有挠度或振动时,支架应适当增加。5.7.4支架与船体结构的连接:支架底脚端头焊在甲板、隔舱时,支架下应焊接垫板,垫板与船体焊接是四周连续焊,支架与垫板的焊接应是四周连续包角焊。5.7.5有色金属管、非金属管、外涂塑管、油舱中的管了,及油轮上有关管了与支架之间应加垫青铅、橡皮或聚氟乙稀等材料,避免两者直接接触。5.7.6蒸汽管、排气管的仲缩管段应采用可使管子能轴向仲缩的支架。5.7.7支架安装后,紧固螺栓从螺母的伸出量为1〜4牙。5.8管系附件安装5.8.1管系附件安装时必须根据管内的介质流向,确定止确的安装位置。5.8.2安装阀件时应使阀件上的流向箭头与管内介质的流向一致。对直通止回阀、截止止回阀、防浪阀、电磁阀的安装,应使阀体的进出口,保持水平。阀件的手轮位置,应按安装空间的具体情况而定。在花钢板下的阀件手轮应向上。在结构紧凑的地方要考虑手轮的升程是否碰到船体结构或其他管子而影响阀件的开启。5.8.3安装滤器时要考虑滤器内的滤网能拆出清洗。注意安装方向,滤器脚的固定,滤器上方不能有管子通过。5.8.4吸入口、吸入滤网、止冋除污器,应与舱底或柜底保持一定的距离,数值按设计要求而定。5.8.5具有轴向伸缩的附件,如伸缩接头、膨胀管节的安装应按制造厂规定的要求进行安装。保证足够的伸缩量。
5.9铭牌安装船舶交船前管路、附件上的铭牌应安装完毕。6检验5.1安装完整性检验6.1.1管路系统安装完毕后,按照报验项口单,按系统进行完整性交验。先有部门作业长自验,合格后报品质保障部验收,合格后,按规定交船检、船东验收。6.1.2验收文件:系统原理图,相关图纸,技术文件及更改通知单。6.1.3验收内容:对管路系统的连接,外观,安装止确性,操作位置予以验收。6.2密性试验5.2.1管系的密性试验压力按技术文件执行。5.2.2燃油管系、油舱加热管系的密性试验压力为1・5倍的设计压力,但不小于0.4Mpao5.2.3主机、辅机的启动管路的密性试验压力不大于空气瓶上的安全阀起跳压力。5.2.4其他管系的密性试验压力为1.25倍的设计压力。3.2.5空气管、漏水管用注水方式进行密性试验。4.2.6不能进行密性试验的管路,可在效用试验时检查泄漏。4.2.7燃油管系密性试验的介质为液体,滑油管系密性试验的介质为气体。4.2.8对冷却器、泵、滤器等设备不进入密性试验范围。'
您可能关注的文档
- qcnpc-ygs 302.02-2009 工业管道安装工艺规程
- 32、预制钢筋混凝土隔墙板安装工艺标准(432-1996)(32,precastreinforcedconcretepa
- 1000m3磷酸储罐现场安装工艺及质量控制技师论文
- 钢管脚手架安装工艺技术施工方案
- 室内消防管道及设备安装工艺标准93
- 船舶管系安装工艺规范
- 室内散热器组对与安装工艺标准90770
- 室内消防管道及设备安装工艺标准(4)
- 大型离心压缩机的安装工艺及质量控制
- 【经管励志】涂色镀锌钢板门窗安装工艺标准(804-1996)
- 【经管励志】雨水管、变形缝制作安装工艺标准(1006-1996)
- 球磨机、球磨机技术参数、球磨机安装工艺
- 自动扶梯安装工艺标准
- 预应力实心整间大楼板安装工艺标准(2)
- 对于中山博览中心屋盖累积滑移安装工艺
- 对网络计划技术在综采设备安装工艺优化中的应用
- 风机盘管机组安装工艺
- 开关与插座安装工艺标准