


- 245.69 KB
- 4页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
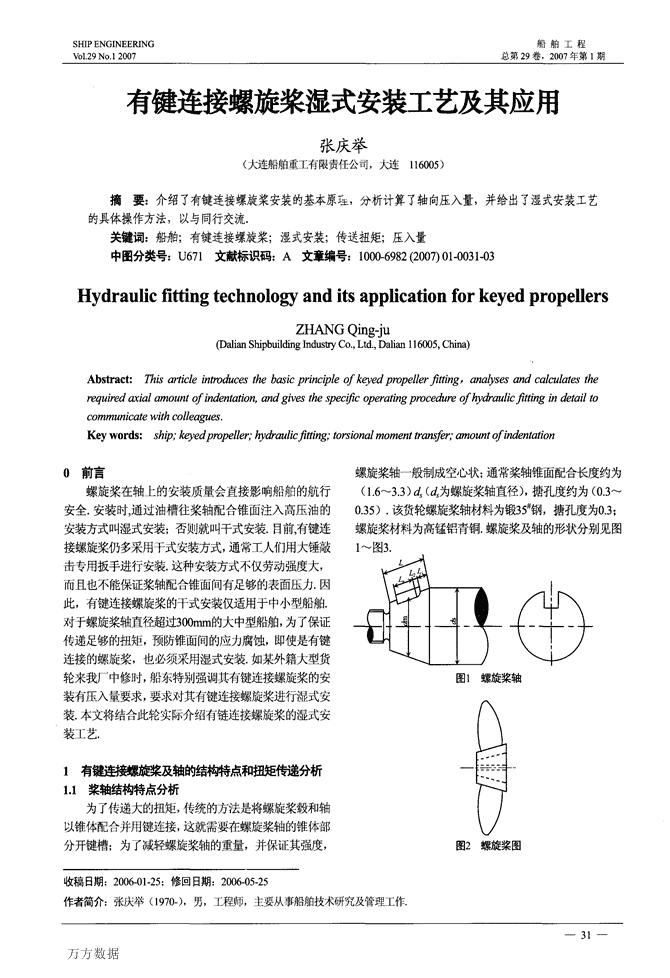
'万方数据SHIPENGINEERINGV01.29No.12007船舶工程总第29卷,2007年第1期有键连接螺旋桨湿式安装工艺及其应用张庆举(大连船舶重工有限责任公司,大连116005)摘要:介绍了有键连接螺旋桨安装的基本原理,分析计算了轴向压入量,并给出了湿式安装工艺的具体操作方法,以与同行交流.关键词:船舶;有键连接螺旋桨;湿式安装;传送扭矩;压入量中图分类号:U671文献标识码:A文章编号:1000—6982(2007)01.0031—03HydraulicfittingtechnologyanditsapplicationforkeyedpropellersZHANGQing-ju(DalianShipbuildingIndustryCo.,Ltd.,Dalian16005,China)Abstract:砀括articleintroducesthebasicprincipleofkeyedpropellerfitting,analysesandcalculatestherequiredaxialamountofindentation,andgivesthespecificoperatingprocedureofhydraulicfitting加detailtocommunicatewithcolleagues.Keywords:ship,"keyedpropeller;hydraulicfitting;torsionalmomenttransfer,"amountofindentation0前言螺旋桨在轴上的安装质量会直接影响船舶的航行安全.安装时,通过油槽往桨轴配合锥面注入高压油的安装方式叫湿式安装;否则就叫干式安装.目前,有键连接螺旋桨仍多采用干式安装方式,通常工人们用大锤敲击专用扳手进行安装.这种安装方式不仅劳动强度大,而且也不能保证桨轴配合锥面问有足够的表面压力.因此,有键连接螺旋桨的干式安装仅适用于中小型船舶.对于螺旋桨轴直径超过300mm的大中型船舶,为了保证传递足够的扭矩,预防锥面间的应力腐蚀,即使是有键连接的螺旋桨,也必须采用湿式安装.如某外籍大型货轮来我厂中修时,船东特别强调其有键连接螺旋桨的安装有压入量要求,要求对其有键连接螺旋桨进行湿式安装.本文将结合此轮实际介绍有链连接螺旋桨的湿式安装工艺.1有键连接螺旋桨及轴的结构特点和扭矩传递分析1.1桨轴结构特点分析为了传递大的扭矩,传统的方法是将螺旋桨毂和轴以锥体配合并用键连接,这就需要在螺旋桨轴的锥体部分开键槽;为了减轻螺旋桨轴的重量,并保证其强度,螺旋桨轴一般制成空心状;通常桨轴锥面配合长度约为(1.6~3.3)堪(喀为螺旋桨轴直径),搪孔度约为(0.3~O.35).该货轮螺旋桨轴材料为锻354钢,搪孔度为0.3;螺旋桨材料为高锰铝青铜.螺旋桨及轴的形状分别见图1~图3.收稿日期:2006—01.25;修回日期:2006.05.25作者简介:张庆举(1970一),男,工程师,主要从事船舶技术研究及管理工作图1螺旋桨轴图2螺旋桨图
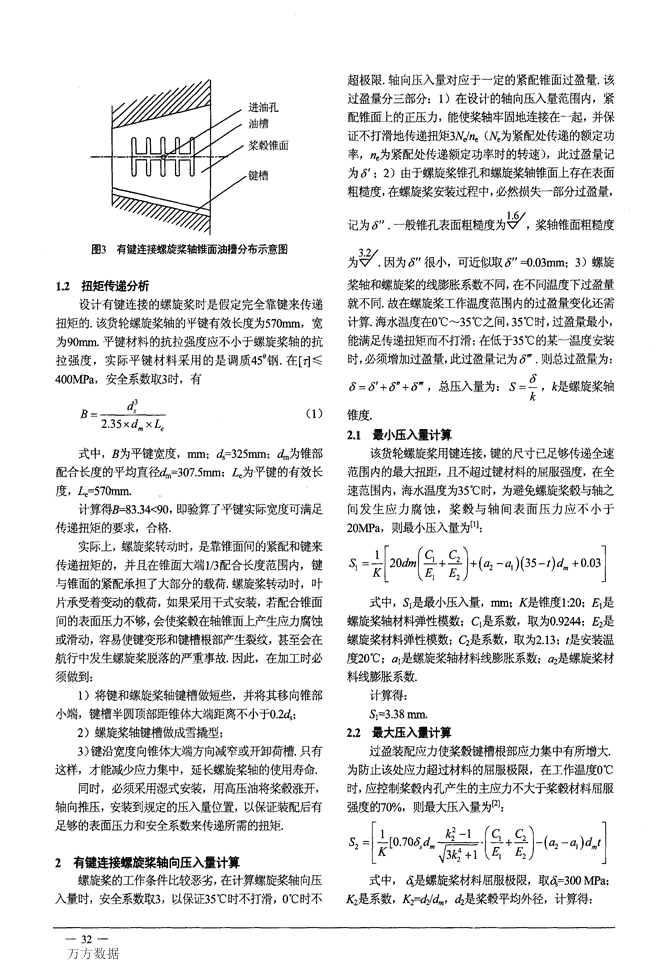
矽万方数据/。f1f1瞳蛳二I几mr]l//嗡/进油孔油槽桨毂锥面键槽图3有键连接螺旋桨轴锥面油槽分布示意图1.2扭矩传递分析设计有键连接的螺旋桨时是假定完全靠键来传递扭矩的.该货轮螺旋桨轴的平键有效长度为570rnrn,宽为90mm.平键材料的抗拉强度应不小于螺旋桨轴的抗拉强度,实际平键材料采用的是调质458钢.在[司≤400MPa,安全系数取3时,有B:笙2.35XdmXZe式中,曰为平键宽度,n3_lTl;d。=325mm;磊为锥部配合长度的平均直径dm=307.5rnrn;L。为平键的有效长度,Le=570mm.计算-得B=83.34<90,即验算了平键实际宽度可满足传递扭矩的要求,合格.实际上,螺旋桨转动时,是靠锥面间的紧配和键来传递扭矩的,并且在锥面大端1/3配合长度范围内,键与锥面的紧配承担了大部分的载荷.螺旋桨转动时,叶片承受着变动的载荷,如果采用干式安装,若配合锥面间的表面压力不够,会使桨毂在轴锥面上产生应力腐蚀或滑动,容易使键变形和键槽根部产生裂纹,甚至会在航行中发生螺旋桨脱落的严重事故.因此,在加工时必须做到:1)将键和螺旋桨轴键槽做短些,并将其移向锥部小端,键槽半圆顶部距锥体大端距离不小于0.2旗:2)螺旋桨轴键槽做成雪撬型;3)键沿宽度向锥体大端方向减窄或开卸荷槽.只有这样,才能减少应力集中,延长螺旋桨轴的使用寿命.同时,必须采用湿式安装,用高压油将桨毂涨开,轴向推压,安装到规定的压入量位置,以保证装配后有足够的表面压力和安全系数来传递所需的扭矩.2有键连接螺旋桨轴向压入量计算螺旋桨的工作条件比较恶劣,在计算螺旋桨轴向压入量时,安全系数取3,以保1,正35。C时不打滑,0。C时不超极限.轴向压入量对应于一定的紧配锥面过盈量.该过盈量分三部分:1)在设计的轴向压入量范围内,紧配锥面上的正压力,能使桨轴牢固地连接在一起,并保证不打滑地传递扭矩3Ndne(旭为紧配处传递的额定功率,蚝为紧配处传递额定功率时的转速),此过盈量记为万7;2)由于螺旋桨锥孔和螺旋桨轴锥面上存在表面粗糙度,在螺旋桨安装过程中,必然损失一部分过盈量,记为∥.一般锥孔表面粗糙度为、1∥6,桨轴锥面粗糙度为、歹.因为万”很小,可近似取万”=0.03mm;3)螺旋桨轴和螺旋桨的线膨胀系数不同,在不同温度下过盈量就不同.故在螺旋桨工作温度范围内的过盈量变化还需计算.海水温度在0。C~35。C之问,35。C时,过盈量最小,能满足传递扭矩而不打滑;在低于35。C的某一温度安装时,必须增加过盈量,此过盈量记为万”.则总过盈量为:占=万’+万”+6”,总压入量为:S=;,提螺旋桨轴锥度.2.1最小压入量计算该货轮螺旋桨用键连接,键的尺寸已足够传递全速范围内的最大扭距,且不超过键材料的屈服强度,在全速范围内,海水温度为35。C时,为避免螺旋桨毂与轴之间发生应力腐蚀,桨毂与轴间表面压力应不小于20MPa,则最小压入量为【1]:墨=去J2。锄(鲁+导)+(吃一q)(35一r)吒+咖3】式中,.srl是最小压入量,mill;j院锥度1:20;E,是螺旋桨轴材料弹性模数;Cl是系数,取为0.9244;E2是螺旋桨材料弹性模数;C!是系数,取为2.13;f是安装温,13芝20。C;al是螺旋桨轴材料线膨胀系数;a2是螺旋桨材料线膨胀系数.计算得:&=3.38rrkrrl.2.2最大压入量计算过盈装配应力使桨毂键槽根部应力集中有所增大.为防止该处应力超过材料的屈服极限,在工作温度0℃时,应控制桨毂内孔产生的主应力不大于桨毂材料屈服强度的70%,则最大压入量为网:耻ll赫‘睁跏⋯m式中,莲是螺旋桨材料屈服极限,取4=300MPa:恐是系数,K2--=d2/dm,如黾桨毂平均外径,计算得:————————————————————————————————————————————————————————————————————————————————一——————————————————————————一一32—
万方数据K2=1.88.计算得:&-11.04mill.在湿式安装时,该货轮的有键连接螺旋桨轴向压入量应该满足:S】≤S≤S23有键连接螺旋桨安装工艺1)先检查螺旋桨与轴锥面配合隋况.要求接触面积≥70%,每25.4mm×25.4nlln范围内不少于3个色点;尤其是锥孔大端的圆周方向不得有间断,并且用0.03删n塞尺检查,插入深度不超过10rain,宽度不超过10/11111.螺旋桨轴与桨毂应保证垂直,垂直度≤0.15mm/m;平键与键槽两侧面应紧密贴合,应不能插不入0.05mln塞尺;平键与键槽下平面应贴合,不得悬空.2)螺旋桨与轴安装前,紧配锥合应保持清洁;安装时,平键应在朝上位置.3)连接手动高压油泵、压力表及桨毂、液压螺母,并在高压油管上装设截止阀,在桨毂前端面架设千分表,以测量螺旋桨轴向安装位移.安装时,最好用一个手压泵,分两条油路同时供油.4)在油压表显350MPa时,开始记录油压和轴向位移,每走0.5mm或1Illnl,记录一次油压值,直到螺旋桨拆卸前的位置.5)螺旋桨装到原先位置后,比照一下要求的压入量,若合格,则可提交船方和验船师.然后卸掉径向油压,保持轴向油压15min,若千分表无大变化,可提交交验船师确认.6)拆下液压螺母,装上螺旋桨轴帽,用一人之力旋紧,再人工旋转15。.4有键连接螺旋桨湿式安装报告及分析1)有键连接螺旋桨湿式安装后,应将测得的数据画在坐标图上,制作安装报告.安装报告中,坐标横轴表示轴向压入量,纵轴表示轴向压入力.此外,还应注明起始压入力和安装到位时的径向、轴向压入力以及安装温度.2)在画坐标曲线时,确定轴向压入量的实际起始位置非常重要.因为初始点准确与否将直接影响实际压入量的准确值.在实际安装中,常用记录的实际坐标点来确定安装初始点.即将记录的各测量值在坐标图上标出并连成直线,直线与横坐标的交点即为安装起始点.3)图4给出的是安装坐标曲线的几种情况.(a)(c)(d)图4安装坐标曲线的几种情况图4(a)表明装配初期产生屈服状态,若馆超过蜀值,则可继续安装.图4(b)表明无论怎样增加压力,轴向压入量都没有增加,可能是某处被卡住,需重新研配卡死部分.图4(c)表明增加压力,轴向压入量都在增大,可能是浆毂锥孔表面屈服.若躏小于。舅值,则应重新研配.图4(d)表明装配曲线呈不均匀的折线,可能是由于压力表不好造成的.这时尽可能将赠取小,只要鳓耋超过蜀值即可.4)在安装报告中,全部压入量的记录值对应的坐标点,应呈线性关系.如果不呈线性关系,则说明锥孔配合面的质量不符合要求,需要分析原因、检查锥面,如有必要应重新研配锥面.一5实际安装效果经计算,要求的轴向压入量在3.38mm~11.04n"lll"l之间,锥面过盈量在0.17mm~0.552ram2_间,而坐标曲线测出的实际轴向压入量为7.1mill,实际过盈量为0.355mm.即结果是合适的,得到了验船师和船东的认可与赞同,并在实际航行中能一直正常良好地工作.参考文献:[1】唐育民等编.船舶机械检验嗍.北京:人民交通出版社,1987.[2]武汉水运工程学院船机教研室编.船舶机械制造与修理工艺学嗍.北京:人民交通出版社,1987.一33—
有键连接螺旋桨湿式安装工艺及其应用作者:张庆举,ZHANGQing-ju作者单位:大连船舶重工有限责任公司,大连,116005刊名:船舶工程英文刊名:SHIPENGINEERING年,卷(期):2007,29(1)被引用次数:2次参考文献(2条)1.武汉水运工程学院船机教研室船舶机械制造与修理工艺学19872.唐育民船舶机械检验1987引证文献(2条)1.唐为佐船舶动力推进系统安装及安装工艺研究[期刊论文]-中国科技博览2009(13)2.李娜.尹军红.陈伟雄.马国强1700TEU集装箱船螺旋桨液压无键联接的计算[期刊论文]-广东造船2009(3)本文链接:http://d.g.wanfangdata.com.cn/Periodical_cbgc200701017.aspx'
您可能关注的文档
- 水泵接合器及室外消火栓安装工艺_secret
- 铝合金框、扇及塑料框、扇玻璃安装工艺标准68140
- 008_硬母线安装工艺53751
- 卫生洁具与安装工艺标准
- 城市人家洁具安装工艺标准
- 黑色路面仿毛勒伸缩缝安装工艺_secret
- 009封闭插接母线安装工艺
- 自承式蝶形光缆架空铺设锚接安装工艺施工规范
- 027玻璃幕墙安装工艺
- 通风机安装工艺标准
- 预埋槽道施工安装工艺
- 关于火电厂锅炉安装工艺和关键技术措施探究
- 关于电气设备安装工艺控制研究
- 刍议建筑施工中模板安装工艺和其质量控制
- 论建筑施工中模板安装工艺和其质量控制
- 火力发电厂锅炉安装工艺和技术措施探析
- 船舶管路安装工艺
- 额定电压2635+kv及以下电力电缆附件安装工艺规程