


- 115.75 KB
- 12页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'J76JB/T1035-1994铜制空气分离设备制造技术规范1994-07-26发布1995-07-01实施中华人民共和国机械工业部发布
中华人民共和国机械行业标准JB/T1035-1994代替JB1035-1979铜制空气分离设备制造技术规范1主题内容与适用范围本标准规定了空气分离设备中采用铜或铜合金材料制造的筛板式精馏塔、直管式冷凝蒸发器、横流多层盘管式换热器以及与上述相类似的铜及铜合金设备的制造要求。本标准适用于空气分离设备中采用铜或铜合金材料制造的容器及设备。2引用标准GB2651焊接接头拉伸试验方法GB2653焊接接头弯曲及压扁试验方法GB/T13306标牌GB/T13384机电产品包装通用技术条件ZBJ76015.1小型空气分离设备技术条件JB/T7260空气分离设备铜焊缝射线照相和质量分级3技术要求3.1铜制空气分离设备中压力容器的制造必须符合劳动部《压力容器安全技术监察规程》的规定。3.2制造容器用的材料必须附有材料质量证明书,并符合相应标准的规定。若材料质量证明书不全或对材料质量有疑的以及用于三类压力容器中主要受压元件的材料,必须进行复验。材料状态应符合图样及有关技术要求的规定。3.3压力容器主要受压元件(指筒体、封头、设备法兰、开孔补强板、换热器管板及直径大于250mm的接管)应进行材质标记移植。3.4容器采用熔焊时,应根据合适的铜板宽度确定筒节长度,最短一节筒节长度应不小于200mm,但筒节上焊有法兰时例外;同一筒节上熔焊的纵焊缝应相互平行,两相邻焊缝间弧长距离不小于200mm;两相邻筒节的纵焊缝间弧长距离,或封头焊缝的端点与相邻筒节纵焊缝间弧长距离,不应小于100mm。3.5压力容器中的熔焊必须带焊接试板,焊接试板材料应与筒体同材质、同牌号并与筒体纵焊缝一起焊成。环焊缝一般不带焊接试板。试板的要求按附录A(补充件)的规定。试板须经100%射线探伤检查,评定等级与产品相同。3.6压力容器制作中所采用的焊接工艺,必须先经工艺评定,评定合格后才能进行容器的焊接。焊接工艺应符合制造厂的工艺要求。3.7担任压力容器焊接的氩弧焊工和气焊工,必须经理论基本知识和实际操作技能培训,经考试合格取得合格证后才能进行施焊工作。3.8纵焊缝的对口错边量b(图1)按以下规定:δ≤10mm时,b≤0.15δ且b≤1mm机械工业部1994-07-26批准1995-07-01实施1
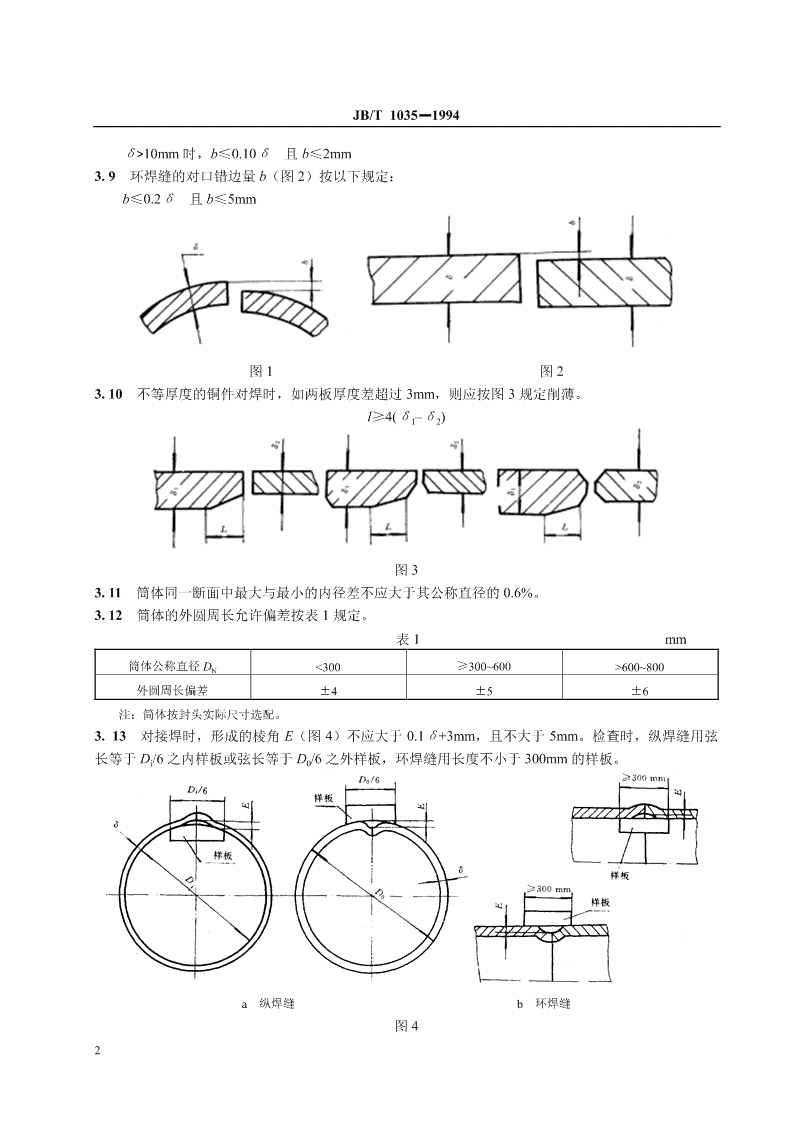
JB/T1035-1994δ>10mm时,b≤0.10δ且b≤2mm3.9环焊缝的对口错边量b(图2)按以下规定:b≤0.2δ且b≤5mm图1图23.10不等厚度的铜件对焊时,如两板厚度差超过3mm,则应按图3规定削薄。l≥4(δ1–δ2)图33.11筒体同一断面中最大与最小的内径差不应大于其公称直径的0.6%。3.12筒体的外圆周长允许偏差按表1规定。表1mm筒体公称直径DN<300≥300~600>600~800外圆周长偏差±4±5±6注:筒体按封头实际尺寸选配。3.13对接焊时,形成的棱角E(图4)不应大于0.1δ+3mm,且不大于5mm。检查时,纵焊缝用弦长等于Di/6之内样板或弦长等于D0/6之外样板,环焊缝用长度不小于300mm的样板。a纵焊缝b环焊缝图42
JB/T1035-19943.14封头应用整块铜板或两块铜板对接制成。当由两块铜板对接时,其对口错边量b应符合3.8条规定,对接焊缝与中心线距离B600~800±2.02.02.03.02.043
JB/T1035-19943.17筒体、封头上的凸缘或翻边,不应有裂口、裂缝和凹凸不平等缺陷。3.18筒体的焊缝和调节筒波纹上的焊缝,在轧制后不应有裂纹。波纹管在轧后不应有裂纹,且不得修补。冲压件在冲压后不应有裂纹。3.19支座和封头焊接的焊缝边缘与容器上焊缝边缘的距离,不应小于10mm。容器上的焊缝被其他零件覆盖时,则被覆盖的焊缝部分应进行100%射线探伤检查,且应修平。3.20筒体、封头的开孔应尽量避免在焊缝及其边缘上,孔的边缘应距焊缝不小于100mm。但铜板厚度不大于5mm时,允许大于或等于50mm。当无法避免时,允许在焊缝上开孔,但须符合下列要求:a.同一焊缝上相邻两孔的中心距不得小于大孔直径的两倍;b.开孔后要扳成凸缘的情况下,焊缝与凸缘中心的距离应不大于凸缘体直径的1/5;c.若为压力容器,则开孔中心两侧各不小于1.5倍开孔直径范围内的焊缝,须经100%无损检查;若非压力容器,当量高工作压力大于或等于0.25MPa时,上述焊缝也须经无损检查。23.21所有零部件均需严格去油,处理后表面油及油脂残留量不超过125mg/m,检查方法按ZBJ76015.1中附录C。设备内外的锈蚀、酸质、水分和杂质应除净。3.22筛板式精馏塔3.22.1塔板的筛孔必须光洁。塔板表面应无明显毛刺,安装时毛刺面向上。3.22.2塔板上成形筛孔的直径允许偏差为±0.05mm;整块塔板上超过偏差的筛孔不应多于塔板总数的5%;漏冲孔数不应多于塔板总数的0.3%;三角形排列的筛孔间距允许偏差为图样规定孔距的±10%。3.22.3装配塔板时,每块塔板的溢流口四周与塔板之间,塔板与上下圆环之间,塔板与中心罩之间,上下圆环与外筒之间,均应密合。每块塔板上的溢挡板高度Z和溢流口通道S、S1、S2在装配时按图样要求严格控制,且使上层的溢流口位置正确位于下层的接液槽(无孔板)之上,见图7。ab图73.22.4筒体的轧槽与筒体中心线应垂直。任何两相邻轧槽应平行,其间距偏差不应大于±0.5mm。装配时,上下两节筒体相邻轧槽的间距偏差不得大于±1mm。3.22.5塔板必须平整,装配后塔板的平面度C(见图8)不得大于1mm。3.22.6塔板装配后应保持水平,水平度Y(见图9)不得大于1mm。3.22.7下分馏塔的上端法兰面或联接内筒的支承面,应与筒体中心线垂直。在直径方向的垂直度不4
JB/T1035-1994得大于法兰面或支承面距底平面的1000∶1。3.22.8塔体装配后的垂直度不得大于1000∶1。图8abc图93.23冷凝蒸发器3.23.1列管的管子长度偏差不得大于2mm。3.23.2上下两管板应放置平行,孔与孔之间要对准,装管后应使管子垂直管板。3.23.3管板及插入管板的管子铺锡或浸锡钎焊应均匀,焊锡不得将管孔堵塞。3.23.4列管应逐一检查,列管由于损坏而漏气或被阻且不便清除时可用铜塞堵住该铜管的两端,并且锡焊焊封,被堵塞的管数不得超过管子总数的0.5%。3.24盘管热交换器3.24.1管板及插入管板的管子两端应挂锡,铺锡应均匀,焊锡不得将管孔堵塞。3.24.2管板和集气器应气密,管子中心线应与端面垂直,垂直度不大于0.02。3.24.3垫条表面应光洁平整,厚薄均匀。3.24.4盘管用管子应退火,并应避免有接头,必要时管子可接长,接头数按图样规定。管子接头应光洁平整,不应有过烧、堵塞等缺陷,并能保证强度和气密性。3.24.5盘管前管子应根据工艺规定的要求作水压试验,不得有任何渗漏现象。盘管时每盘完一层,应对管子按工艺规定作水压试验,不得有渗漏现象,发现有缺陷的管子应予调换。接头处渗漏允许焊补。5
JB/T1035-19943.24.6盘管时不得有压扁、拉伸、刻痕等缺陷,沿盘管方向不得呈现多角形。3.24.7盘管时应保证轴向和径向间隙均匀,在盘绕长度内盘绕圈数允许增减一圈。3.24.8热交换器盘管一般不应有堵塞现象,但在总装后经水压试验发现盘管有缺陷且不适合返修时,在制造厂能保证不影响工作性能的条件下,允许将有缺陷的管子的进出口堵塞。被堵塞的管子数及其位置应在质量证明书中注明。4检验规则和方法4.1无损探伤检查4.1.1凡属三类压力容器,容器壳体上的对接熔焊缝应作100%射线探伤检查;属一、二类压力容器,容器壳体上的对接熔焊缝作局部探伤检查,其检查长度不得少于各条焊缝长度的25%。4.1.2凡压力容器,当以气代水作耐压试验时,容器壳体上的对接熔焊缝应作100%射线探伤检查,其他以气代水作耐压试验的容器,其熔焊缝的探伤比例由图样技术要求规定。4.1.3不具备《压力容器安全技术监察规程》规定的压力容器条件,而其最高工作压力不小于0.25MPa时,容器壳体上的熔焊缝应经射线探伤检查,补检查的焊缝长度不小于其总长度的25%,其中纵环焊缝交叉处必须检查;容器最高工作压力小于0.25MPa时,按图样要求进行检查。4.1.4容器焊缝由于结构原因无法进行射线探伤检查时,在工艺上应有切实可行的措施保证焊接质量,并进行100%着色渗透检查。4.1.5局部探伤发现有超标缺陷时,则应进行不小于该条焊缝的10%的补充探伤检查;如仍不合格,则应对该条焊缝进行100%的探伤检查。4.1.6若有特殊要求,按图样规定进行检查。4.1.7焊缝射线检查质量评定按JB/T7260规定。100%射线探伤的对接焊缝Ⅰ级为合格;局部探伤的对接焊缝Ⅱ级为合格;其余按图样规定。4.1.8对于不合格的焊缝,同一部位的返修次数一般不应超过二次,超过二次的返修应经制造单位技术负责人批准。返修后必须重新进行射线探伤检查,且返修部位和次数应在产品质量证明书中注明。4.2压力试验4.2.1容器试验压力和压力保持时间设计图样要求,且不小于表3规定。表3MPa设计压力耐压试验压力压力保持时间气密性试验压力p液(水)压气压耐压试验气密性试验<0.1p+0.10.1p(且≥0.06)1)0.1~0.8≥30min≥1~2h1.25p1.15pp>0.8注:1)当图样有明确规定时,低压系统保压时间按图样规定。4.2.2若容器因特殊原因不能进行液压试验时,允许采用气压试验。在进行气压试验前必须采取可靠的安全防护措施。4.2.3气压试验所用的气体,应为干燥洁净的空气或氮气。4.2.4液压试验所用的水必须是洁净的,液压试验后应进行干燥处理。6
JB/T1035-19945验收规则5.1容器液压试验检查无渗漏、无可见的异常变形为合格。5.2容器气压试验和气密性试验可将容器浸入水中观察,离水面20~40mm无气泡和无异常变形为合格。若容器不能浸入水中,可在焊缝上涂肥皂水检查,焊缝处无气泡和容器无异常变形为合格。5.3装配塔板的筒节轧槽后,可用专门的试验工具对焊缝进行0.1MPa的气压试验,以焊缝不渗漏为合格。当无专门试验工具时,在焊缝的一面清洗干净,涂沫白粉浆,晾干后,在焊缝的另一面涂煤油,试验时间不少于30min,在规定时间内涂2~3次,使表面能得到足够的煤油浸润,在白粉上不得有任何煤油渍为合格。注:一般情况下,作气压试验的容器可免作气密性试验。若有特殊要求,仍要作气密性试验时,则两者可结合起来进行,但必须分别记录。5.4气阻试验盘管式换热器应按图样规定的要求在管间进行气体阻力试验。6标志、包装、运输及贮存6.1产品应在明显部位设置产品标牌,标牌应符合GB/T13306的规定。6.2标牌内容至少应包括:a.产品型号;b.产品名称;c.主要性能;d.出厂编号;e.出厂日期;f.制造厂名。6.3产品出厂应具有下列技术条件:a.出厂合格证;b.使用维护说明书;c.压力容器质量证明书、竣工图;d.必要的图样或按合同规定要求提供;e.装箱清单。6.4包装、运输按GB/T13384的有关规定。6.5产品应贮存在防潮、防腐蚀的场所。7
JB/T1035-1994附录A产品焊接试板的制作与试验(补充件)A1焊接试板的制作A1.1试板的尺寸和试样的截取A1.1.1产品试板焊前应采用反变形法来减少焊接变形。焊后残余变形影响试样加工时,允许用压力机缓缓压平,但不得锤击。A1.1.2试板焊缝应进行外观检查和无损探伤检验,然后在合格部位截取试样。A1.1.3试板焊缝外观要求A1.1.3.1焊缝表面必须是原始状态。A1.1.3.2焊缝边缘应圆滑过渡到母材,对接焊缝外形尺寸应符合表A1规定。表A1对接焊缝外形尺寸mm焊接方法焊缝高度焊缝高低差平焊手工氩弧焊、气焊0.3≤2A1.1.3.3平面焊焊缝背面焊透最大高度应不大于4mm。A1.1.3.4焊缝表面不得存在裂纹、未焊透、未熔合和焊瘤,其他缺陷按表A2规定。表A2焊缝表面其他缺陷缺陷名称允许的最大尺寸咬边深度不大于0.5mm;焊缝两侧咬边总长度不超过焊缝全长的10%背面内凹不允许气孔允许个别不大于0.5mm打弧点有焊缝外的打弧点为不合格背面缩孔背面有缩孔者为不合格A1.1.4试板焊缝无损探伤检验按JB/T7260的规定。A1.1.5试样尺寸和试样截取按图A1规定。图A18
JB/T1035-1994A1.1.6试样的截取应采用机械切割法。A1.2试样的类别和数量试样的类别和数量应符合表A3的规定。表A3试样的类别与数量类别数量拉伸1面弯1弯曲背弯1A2拉伸试验A2.1试样尺寸拉伸试验的试样尺寸按图A2规定。图A2a—试样厚度,mm;b—平行部分宽度,≥25mm;B—试样宽度,b+12mm;L—试样总长,mm(根据试验机定);Ls—加工焊缝最大宽度,mm;l—平行部分长度,>Ls+12mmA2.2试样加工拉伸试样上焊缝高于母材的部分,应采用机械加工方法去除,使之与母材原始表面齐平。试样棱角应倒圆,圆角半径不得大于1mm。A2.3试验方法位伸试验按GB2651的有关规定。A2.4合格指标拉伸试样的抗拉强度应不低于焊件母材在相同条件下抗拉强度规定值的下限与焊缝系数的乘积。9
JB/T1035-1994A3弯曲试验A3.1试样尺寸弯曲试验的试样尺寸按图A3规定。图A3a—试样厚度;B—试样宽度;L—试样长度;r—圆角半径试样宽度B=40mm;试样长度L=5a+150mm;圆角半径r(仅在拉伸面上),其值不得大于2mm。A3.3试样加工弯曲试样上焊缝高于母材的部分,应采用机械加工方法去除,使之与试样拉伸表面齐平,母材原始表面状态应保留。试样棱角应用机械方法倒圆。试样表面粗糙度参数Ra值为6.3μm。A3.4试验方法A3.4.1弯曲试验按GB2653的有关规定。A3.4.2弯曲试验要求弯曲直径为4a;支座间距离为6a+3mm;弯曲角度为180°。A3.5合格指标试样冷弯至180°规定角度后,其拉伸面上任何方向不得有长度大于3mm的裂纹,裂纹长度不叠加。四棱先期开裂的试验失败可以重复试验。A4复验焊接试样的拉伸、弯曲性能试验如某一个试验不合格时,允许对不合格项目取其两倍试样进行复验。复验合格,即为合格;复验仍不合格,则其所代表的筒体焊缝为不合格。附加说明:本标准由机械工业部杭州制氧机研究所提出并归口。本标准由杭州制氧机研究所负责起草。本标准主要起草人郑沛明。10
1994-JB/T1035中华人民共和国机械行业标准铜制空气分离设备制造技术规范JB/T1035-1994*机械科学研究院出版发行机械科学研究院印刷(北京首体南路2号邮编100044)*开本880×12301/16印张7/8字数20,0001995年1月第一版1995年1月第一次印刷印数00,001-500定价6.00元编号94-033机械工业标准服务网:http://www.JB.ac.cn'
您可能关注的文档
- hjt356-2007 水污染源在线监测系统数据有效性判别技术规范
- hjt364-2007 废塑料回收与再生利用污染控制技术规范
- hjt373-2007 固定污染源监测质量保证与质量控制技术规范
- hjt393-2007 防治城市扬尘污染技术规范
- hjt407-2007 建设项目竣工环境保护验收技术规范 汽车制造
- hjt408 -2007 建设项目竣工环境保护验收技术规范 造纸工业
- hjt62-2001 饮食业油净化设备技术要求及检测技术规范
- hjt75-2007 固定污染源烟气排放连续监测技术规范(英文版)
- hjt75-2007 固定污染源烟气排放连续监测技术规范
- jbt10900-2008 工程机械 聚氨酯、ms密封粘接剂应用技术规范
- jbt10901-2008 工程机械 双组分结构胶粘剂、瞬干胶应用技术规范
- 布袋除尘器技术规范书
- jbt7311-2001 工程机械 厌氧胶、硅橡胶 应用技术规范
- jbt7311-2008 工程机械 厌氧胶、硅橡胶及干膜预涂胶应用技术规范
- jbt7328-1994 斗轮堆取料机 验收技术规范
- jbt7706-1995 有机涂料刷涂 通用技术规范
- jbt8363.2-1996 沉孔可转位刀片用紧固螺钉 技术规范
- jbt8364.3-1996 60圆锥管螺纹丝锥 技术规范