


- 45.50 KB
- 3页


- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'高温堵漏胶供货技术规范一、施工范围:投标方所供高温堵漏胶含现场施工,燃烧器区域水冷壁管及出入口迎风面及设备检修解体后发现需要防磨处理的设备,包括原有燃烧器喷口用高温堵漏胶拆除、搬运及新供高温堵漏胶浇注、抹面和现场清理。具体施工部位由招标方根据现场缺陷确定。二、工期期限:投标方应做到随时供货,接到招标方通知应在24小时内到达现场开工并保证招标方在指定完工日期前完工。三、高温堵漏胶供货数量主要技术指标:产品名称:《高温堵漏胶》,材料中应加入一定比例的耐热不锈钢纤维丝和白刚玉,以缓解应力集中,增加材料的耐磨度和强度。1、供货数量序号名称型号单位数量质保期备注1高温堵漏胶II型吨15年以现场实际用量为准2、技术指标序号名称要求1、耐压强度≥200Kg/cm22、耐火温度≥1750℃3、耐磨度≤0.09-0.11Mpa4、膨胀系数:10.5-11.5*10-6(1/℃)5、产品容重:1.95T/m36、烘干耐压强度≥26Mpa7、烘干抗折强度≥9Mpa
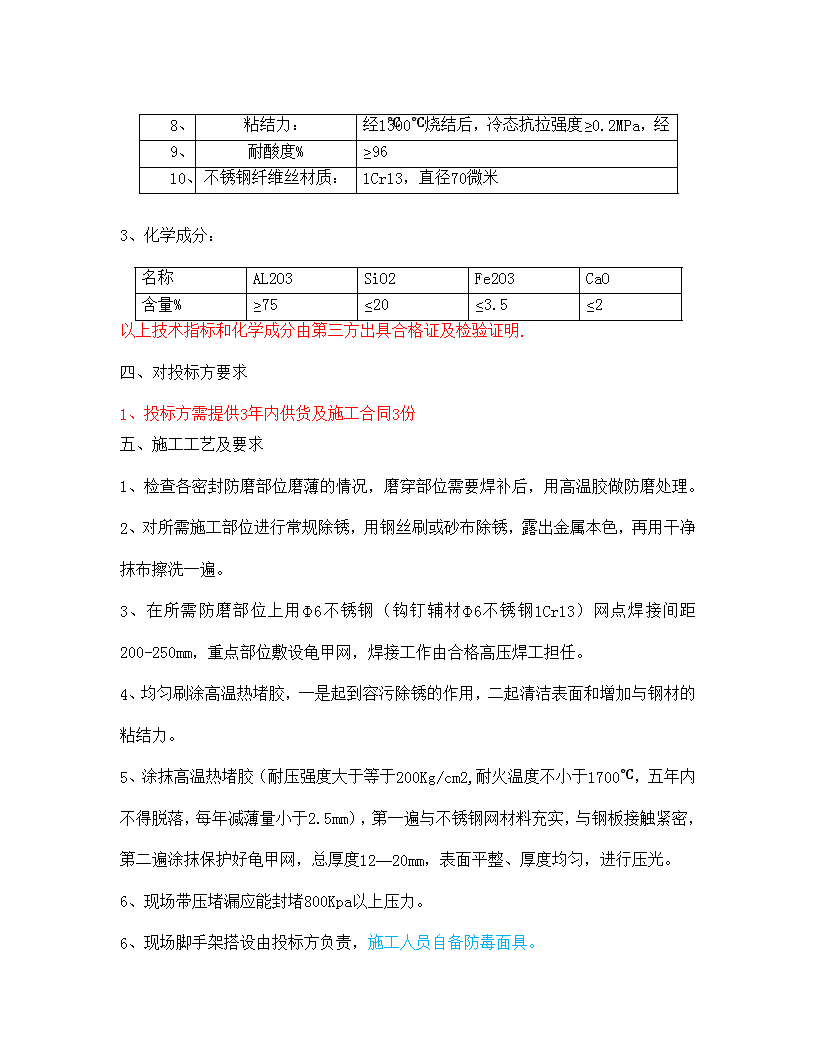
1、粘结力:经1300℃烧结后,冷态抗拉强度≥0.2MPa,经150℃干燥后,冷态抗拉强度≥0.15MPa。2、耐酸度%≥963、不锈钢纤维丝材质:1Cr13,直径70微米3、化学成分:名称AL2O3SiO2Fe2O3CaO含量%≥75≤20≤3.5≤2以上技术指标和化学成分由第三方出具合格证及检验证明.四、对投标方要求1、投标方需提供3年内供货及施工合同3份五、施工工艺及要求1、检查各密封防磨部位磨薄的情况,磨穿部位需要焊补后,用高温胶做防磨处理。2、对所需施工部位进行常规除锈,用钢丝刷或砂布除锈,露出金属本色,再用干净抹布擦洗一遍。3、在所需防磨部位上用Φ6不锈钢(钩钉辅材Φ6不锈钢1Cr13)网点焊接间距200-250mm,重点部位敷设龟甲网,焊接工作由合格高压焊工担任。4、均匀刷涂高温热堵胶,一是起到容污除锈的作用,二起清洁表面和增加与钢材的粘结力。5、涂抹高温热堵胶(耐压强度大于等于200Kg/cm2,耐火温度不小于1700℃,五年内不得脱落,每年减薄量小于2.5mm),第一遍与不锈钢网材料充实,与钢板接触紧密,第二遍涂抹保护好龟甲网,总厚度12—20mm,表面平整、厚度均匀,进行压光。6、现场带压堵漏应能封堵800Kpa以上压力。6、现场脚手架搭设由投标方负责,施工人员自备防毒面具。
7、投标方邮寄少量高温堵漏胶样品和检验证明至招标方供检验用。六、验收及保质期1、投标方完成后由双方按施工工艺和技术要求进行验收。2、保修期为5年,保修期内如发生质量问题,投标方负责维修。七、本工程采用包工包料,具体施工方案由投标方负责,并做好施工人员的安全教育,施工质量的监督。八、投标方应遵守电厂规定,严格执行《安规》,并派专职安全员监督施工,施工中若出现人员伤害和设备损坏等安全问题,由投标方负全部责任。'