


- 89.00 KB
- 5页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
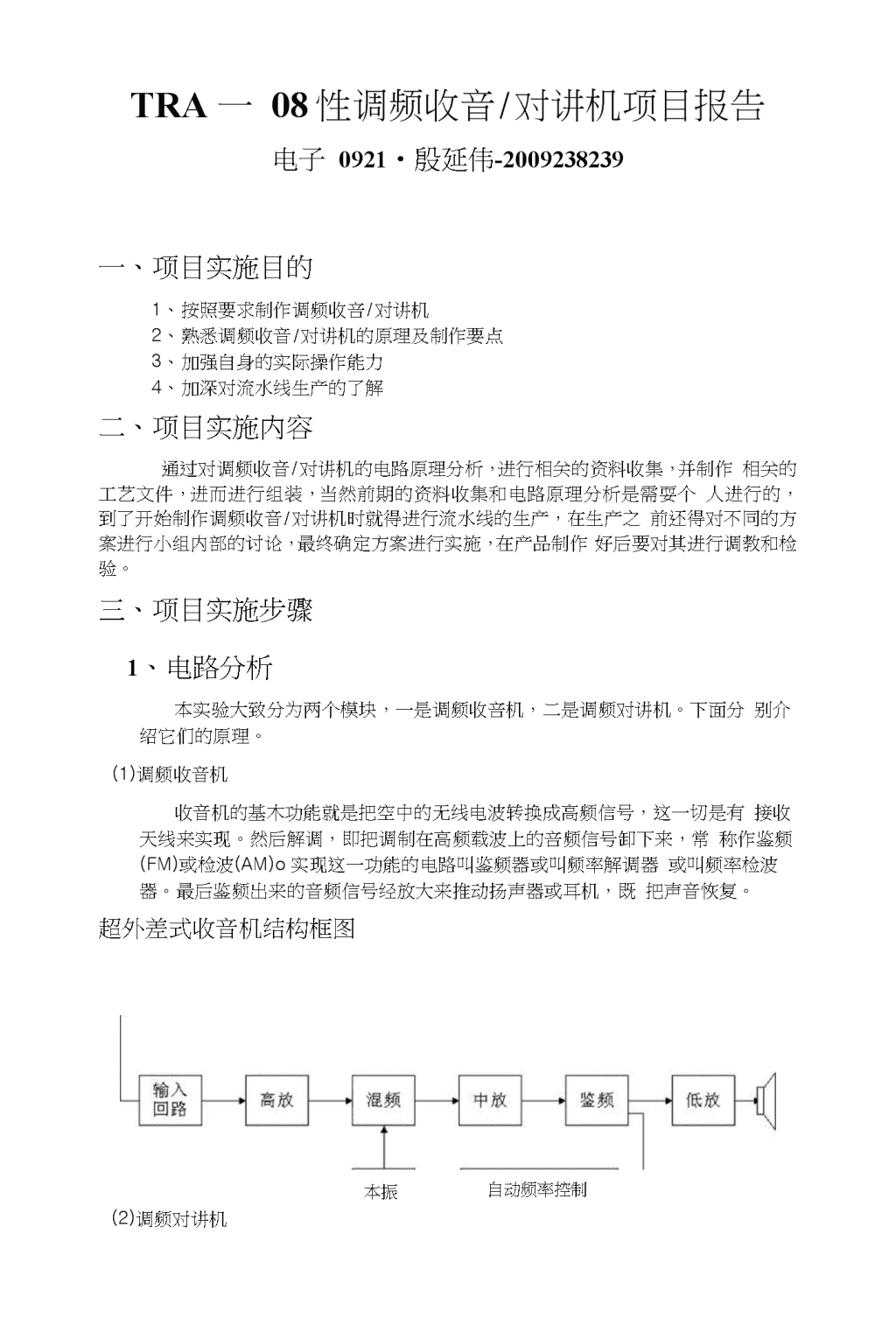
'TRA一08性调频收音/对讲机项目报告电子0921•殷延伟-2009238239一、项目实施目的1、按照要求制作调频收咅/对讲机2、熟悉调频收音/对讲机的原理及制作要点3、加强自身的实际操作能力4、加深对流水线生产的了解二、项目实施内容通过对调频收音/对讲机的电路原理分析,进行相关的资料收集,并制作相关的工艺文件,进而进行组装,当然前期的资料收集和电路原理分析是需耍个人进行的,到了开始制作调频收音/对讲机时就得进行流水线的生产,在生产之前还得对不同的方案进行小组内部的讨论,最终确定方案进行实施,在产品制作好后要对其进行调教和检验。三、项目实施步骤1、电路分析本实验大致分为两个模块,一是调频收咅机,二是调频对讲机。下面分别介绍它们的原理。(1)调频收音机收音机的基木功能就是把空中的无线电波转换成高频信号,这一切是有接收天线来实现。然后解调,即把调制在高频载波上的咅频信号卸下来,常称作鉴频(FM)或检波(AM)o实现这一功能的电路叫鉴频器或叫频率解调器或叫频率检波器。最后鉴频出来的音频信号经放大来推动扬声器或耳机,既把声音恢复。超外差式收音机结构框图本振自动频率控制(2)调频对讲机
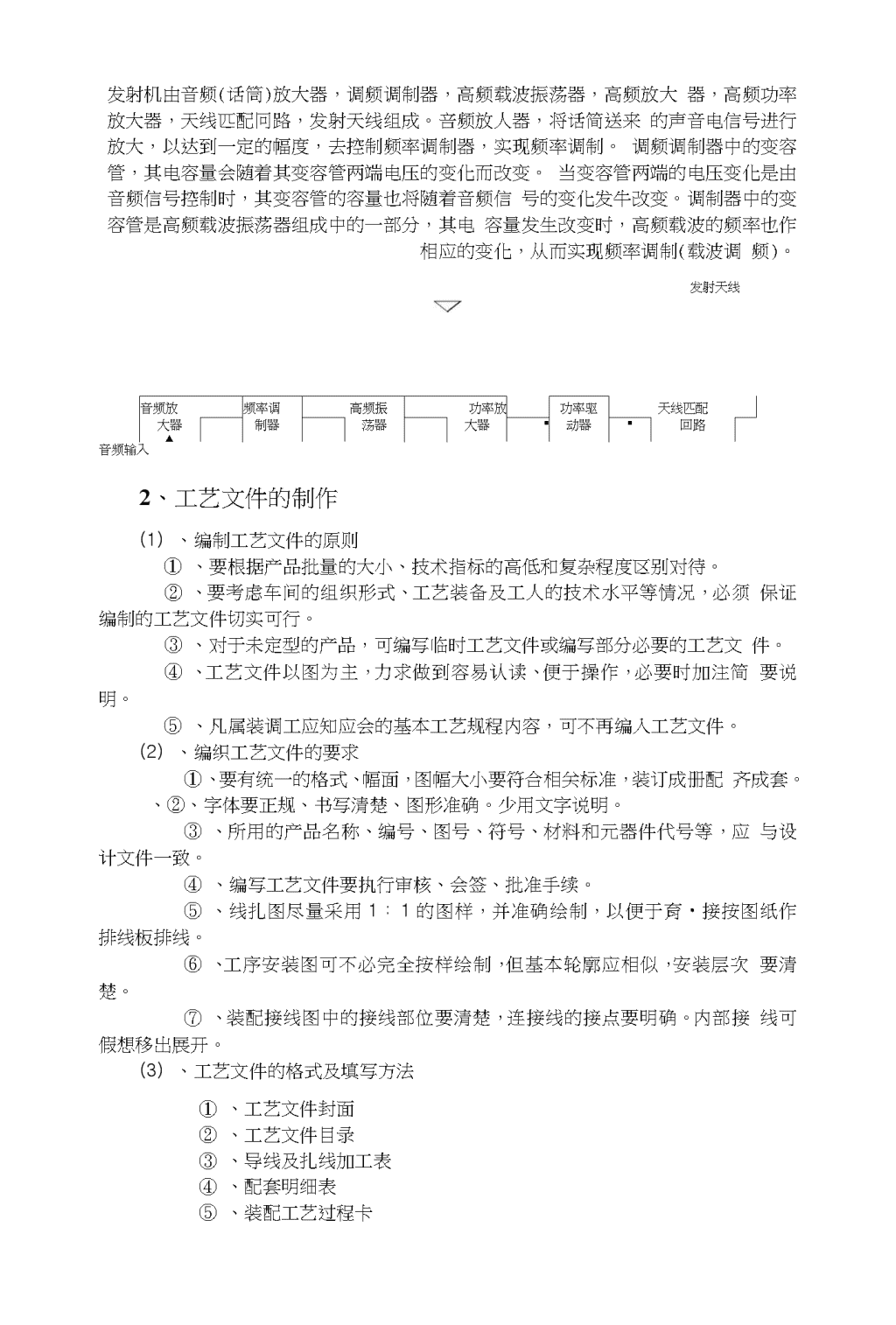
发射机由音频(话筒)放大器,调频调制器,高频载波振荡器,高频放大器,高频功率放大器,天线匹配冋路,发射天线组成。咅频放人器,将话简送来的声音电信号进行放大,以达到一定的幅度,去控制频率调制器,实现频率调制。调频调制器中的变容管,其电容量会随着其变容管两端电压的变化而改变。当变容管两端的电压变化是由音频信号控制时,其变容管的容量也将随着音频信号的变化发牛改变。调制器中的变容管是高频载波振荡器组成中的一部分,其电容量发生改变时,高频载波的频率也作相应的变化,从而实现频率调制(载波调频)。发射天线音频放频率调高频振功率放功率驱天线匹配大器▲制器荡器大器■动器■回路音频输入2、工艺文件的制作(1)、编制工艺文件的原则①、要根据产品批量的大小、技术指标的高低和复杂程度区别对待。②、要考虑车间的组织形式、工艺装备及工人的技术水平等情况,必须保证编制的工艺文件切实可行。③、对于未定型的产品,可编写临时工艺文件或编写部分必要的工艺文件。④、工艺文件以图为主,力求做到容易认读、便于操作,必要时加注简要说明。⑤、凡属装调工应知应会的基本工艺规程内容,可不再编入工艺文件。(2)、编织工艺文件的要求①、要有统一的格式、幅面,图幅大小要符合相关标准,装订成册配齐成套。、②、字体要正规、书写清楚、图形准确。少用文字说明。③、所用的产品名称、编号、图号、符号、材料和元器件代号等,应与设计文件一致。④、编写工艺文件要执行审核、会签、批准手续。⑤、线扎图尽量采用1:1的图样,并准确绘制,以便于育•接按图纸作排线板排线。⑥、工序安装图可不必完全按样绘制,但基本轮廓应相似,安装层次要清楚。⑦、装配接线图中的接线部位要清楚,连接线的接点要明确。内部接线可假想移出展开。(3)、工艺文件的格式及填写方法①、工艺文件封面②、工艺文件目录③、导线及扎线加工表④、配套明细表⑤、装配工艺过程卡
①、工艺文件更改通知单②、工艺文件明细表3、元器件预成型为了便于安装和焊接元器件,在安装前,要根据其安装位置的特点及技术要求,预先把元器件引线弯曲成一定的形状,并进行拯锡处理。元器件引线成型的技术要求①、引线成形后,元器件不应产牛破裂,表面封装不应损坏,引线弯曲部分不允许岀现模印裂纹。②、引线成形后其标称值应处于查看方便的位置,一般应位于元器件的上表面或外表面。4、插件安装5、手工焊接(1)、焊接操作注意事项①、由于焊丝成分中铅占一定比例,因此操作时应带手套或操作后洗手,避免食入。②、焊剂在加热吋挥发出来的化学物质对身体有害,因而一-般鼻子距烙铁的距离不小于30cm,通常以40cni为宜③、使用电烙铁要配置烙铁架,一般放置在工作台右前方,电烙铁用后一定要稳妥地放于烙铁架上,并注意导线等物不要碰烙铁头。(2)、手工焊接要求①、焊接点要保证良好的导电性能②、焊接点要有足够的机械强度③、焊点表面要光滑、清洁④、焊接点不能岀现搭接、短路现象(3)、贴片元器件焊接方法①、点胶,元件放平,否则脚少元件热胀冷缩,会把电阻的一端拉断,很难发现。a、使用贴片红胶固定元件b、把松香调稀固定元件,成本低②、管脚少的元件,点焊③、用毛刷将适量的松香水涂于引脚或线路板上,并将一个酒精棉球放于芯片上,利于芯片散热。④、适当倾斜电路板,在芯片引脚未I古I定那边用电烙铁拖动焊锡球沿芯片的引脚焊接。(4)、五步焊接法①、准备施焊即预上锡②、加热焊件③、熔化焊料④、移开焊锡⑤、移开电烙铁
6、电子整机总装电子整机总装包括机械装配和电气装配两大部分的工作,即包括将各个零件、部件、整件(如各机电元件、印制电路板、底座、面板以及在它们上面的元器件),按照设计要求,安装在不同的位置上,在结构上组合成一个整体,再完成各部分Z间的电气连接,形成一个具有一定功能的整机,以便进行整机调试、检验和测试。(1)、电子整机总装的工艺原则电子产品的整机装配要经过多道工序,安装顺序是否合理育•接影响到整机的装配质量、生产效率和操作着的劳动强度。整机总装的工艺原则是:先轻后重、先小后大、先钏后装、先里后外、先低后高、上道工序不影响下道工序的安装,注意前后工序的衔接,使操作者感到方便、省时和省力。(2)、电子整机总装的工艺流程①、零、部件的配套准备②、整机装配③、整机调试④、整机检验⑤、包装⑥、入库或岀厂7、电子整机调试工艺调试工作包括调整和测试两方面。调整主要是对电路参数而言,即对整机内电感线圈的可调磁芯、可变电阻器、电位器、微调电容器等可调元器件及与电气指标有关的调谐系统、机械传动部分等进行调整,使之达到预定的性能指标和功能要求。测试是用规定精度的测量仪表对单元电路板和整机的各项技术指标进行测试,以此判断被测技术指标是否符合规定的要求。(1)、调试工作的主要内容①、正确合理地选择和使用测试所需的仪器仪表。②、严格按照调试工艺指导卡的规定,对单元电路或整机进行调试和测试,完成后按照规定的方法紧固调整部位。③、排除调整中出现的故障,并做好记录。④、认真对调整数据进行分析、反馈和处理,并撰写调试工作总结,提岀改进措施。(2)、调试文件的基本内容①、根据国际、国家或行业颁布的标准以及待测产品的等级规格具体拟定的调试内容。②、调试所需的各种测量仪器仪表、工具等。③、调试方法及具体步骤。④、调试所需的数据资料及图表。⑤、调试接线图和相关资料。⑥、调试条件与有关注意事项。⑦、调试工序的安排及所需人数。⑧、调试安全操作规程。(3)、整机产品调试的一般工艺流程
①、整机外观检查②、结构调试③、整机功耗测试④、整机统调⑤、整机技术指标的测试⑥、老化⑦、整机技术指标复测感想与收获通过本项R了解熟悉了关于调频收音/对讲机的电路原理及其相关的组成部分,对于流水线的生产也更加熟悉,自身的实际操作能力也得到了进一步的加强。但在项目实施的过程中也有不少的问题,由于本次项目的所需元器件较多,单组进行制作的话会有不小难度,于是进行了两组合作式的牛产,然而在各个工位的安排上有点不合理导致开始吋只有少数人在动手操作,大多数人都没事做,长时间之后才慢慢地好起來,不过还是有人忙的不可开交,有人比较清闲。产品的生产效率可想而知,而且整体的质量也有待提高,对于我们的流水线式的生产方法,改进的地方还很多。'
您可能关注的文档
- 基于单片机的16位数模转换波形发生器项目报告
- 童话王国家庭阅读指导志愿服务项目报告
- perspective project report on the seminar ‘prevention of …研讨会上预防角度项目报告…
- 建筑材料物流配送中心项目报告
- 7组-网络方案设计项目报告
- 信息系统分析与设计三级项目报告
- 九阳豆浆机促销项目报告
- 设施园艺节水科技博览园建设项目报告
- 河池城乡生活垃圾焚烧发电bot项目报告书简本
- 新能源研究项目报告
- 大学生实验创新计划项目报告书
- 宁波项目报告书可行性研究报告策划报告
- 安阳项目报告书可行性研究报告策划报告
- 成都项目报告书可行性研究报告策划报告
- 论证策划项目报告
- 计算机图形学3dsmax项目报告20120101
- 项目报告书字体格式
- 项目报告申请书