


- 210.00 KB
- 8页


- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'表1主要建设内容及规模工程类别工程名称工程内容工程规模备注主体工程办公楼1幢4F建筑面积4035m2已建实验楼1幢4F建筑面积2128m2拟建产品展示楼1幢4F建筑面积2128m2拟建成品库房1幢3F建筑面积3362m2已建生产车间3幢2F(设置钢结构、门窗生产线)1#建筑面积3173m2已建2#建筑面积3173m2已建3#建筑面积19008m2拟建辅助工程食堂1座2F建筑面积330m2已建浴室1座2F建筑面积192m2已建门卫1座1F建筑面积50m2已建公用工程给水工程从园区政供水管网接入已接通排水工程雨污分流排入园区雨污管网已接通电力工程从园区供电管网已接通环保工程废水处理化粪池(3座)排入市污水管网噪声处理绿化、隔音屏障固废处理垃圾桶送至市垃圾填埋场食堂废气处理油烟净化设施引至楼顶排放8
表3主要生产设备一览表类型名称规模型号数量(台套)备注生产双角切割锯LSJ06-37001TDST02-35001端面铣TDDX02-2001型材锁孔槽加工机SFJ011自动水槽铣SCX012四位焊接机SHT4-130A1三位焊接机SHT3-130A1卧式玻璃压条锯UDSYTW-18001多功能钻孔机ZAYT045FG1V型锯床LTVW-651多功能冲切膜80A1空气压缩机W150071多功能切膜机8011简易数控清角机SHN2-31组角机TDLMB-1201类型名称规模型号数量(台套)备注生产数控火焰切割机CG-40001H型钢组立机HG-1500I1翼缘矫正机HYJ-201回收式喷砂机TR2-2D1焊接变位机HBJ-011焊接滚轮架HGK201(2)原材料消耗8
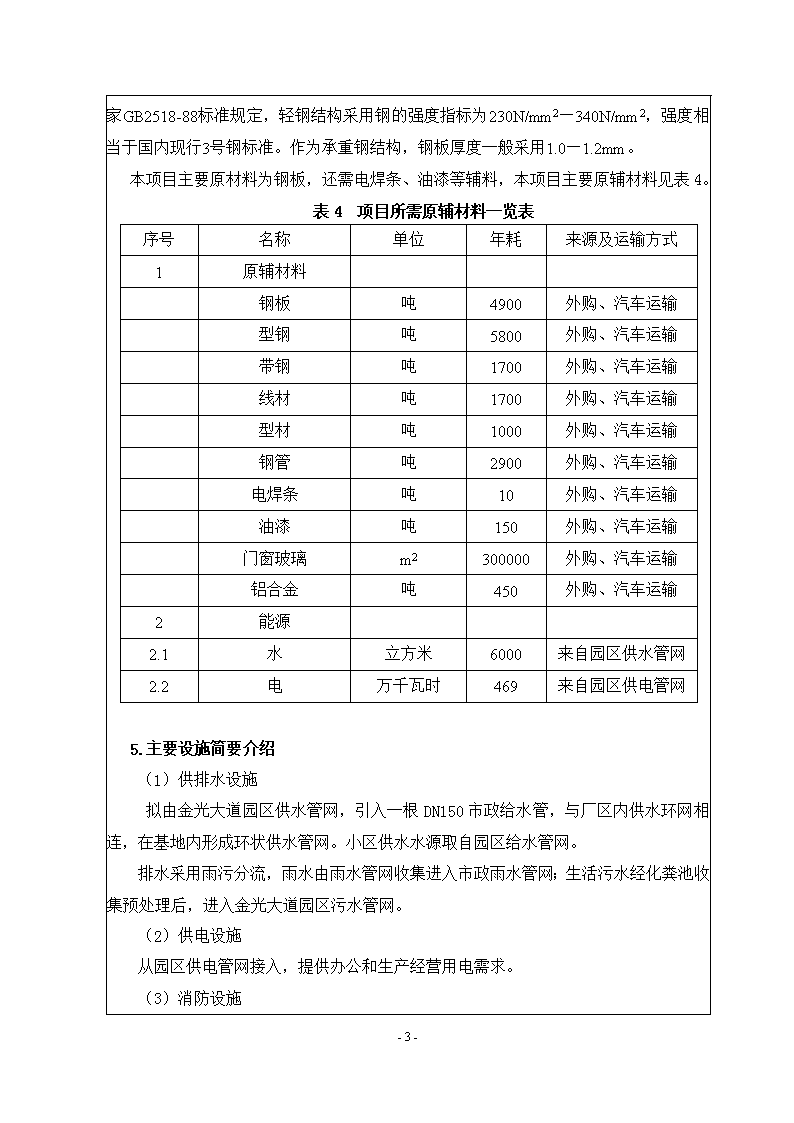
钢结构产品主要原材料为钢板和型钢钢材,原料钢板规格依产品种类而定,按照国家GB2518-88标准规定,轻钢结构采用钢的强度指标为230N/mm2—340N/mm2,强度相当于国内现行3号钢标准。作为承重钢结构,钢板厚度一般采用1.0—1.2mm。本项目主要原材料为钢板,还需电焊条、油漆等辅料,本项目主要原辅材料见表4。表4项目所需原辅材料一览表序号名称单位年耗来源及运输方式1原辅材料钢板吨4900外购、汽车运输型钢吨5800外购、汽车运输带钢吨1700外购、汽车运输线材吨1700外购、汽车运输型材吨1000外购、汽车运输钢管吨2900外购、汽车运输电焊条吨10外购、汽车运输油漆吨150外购、汽车运输门窗玻璃m2300000外购、汽车运输铝合金吨450外购、汽车运输2能源2.1水立方米6000来自园区供水管网2.2电万千瓦时469来自园区供电管网5.主要设施简要介绍(1)供排水设施拟由金光大道园区供水管网,引入一根DN150市政给水管,与厂区内供水环网相连,在基地内形成环状供水管网。小区供水水源取自园区给水管网。排水采用雨污分流,雨水由雨水管网收集进入市政雨水管网;生活污水经化粪池收集预处理后,进入金光大道园区污水管网。(2)供电设施从园区供电管网接入,提供办公和生产经营用电需求。(3)消防设施8
设备用房中设有消防水泵,室内设置消火栓和自动喷淋系统。消防车在东、西面均可通过,可直接到达建筑的每一个面。(4)环保设施生活垃圾等袋装化后由垃圾收集桶收集,由环卫部门清运;食堂内油烟废气安置油烟净化器,处理后楼顶排放。6.产品方案年产1.8万吨钢结构和30万平方米铝合金门窗7.施工工期安排及营运期劳动定员项目已从2011年6月开始土地平整工作,预计2012年6月完成并投入运营。总施工期为12个月,施工人数每天约为100人。公司计划职工人数120人。8
建设项目工程分析工艺流程简述(图示):钢结构制造工艺程序采用流水作业的方式进行钢结构的加工生产。设置四个相对独立的流水作业段,包括下料段、组装段、成品段、喷砂油漆段等场地完成各项生产工作。工艺流程及产污情况见图1。不合格钢材返回焊接检验原材料进厂合格钢材加工矫正钢板坡口的加工外形尺寸检查拼接铣端面焊接检验装端板放样下料划线钻孔边缘清理外形最终检验组装(H型钢)喷砂除锈组装(H型钢)油漆焊接(四个主焊缝)编号包装图1钢结构生产项目工艺流程图8
铝合金、塑钢注:G、S、N分别代表废气、固废、噪声N、SN、S、G检验组装钻孔断料玻璃包装出厂图2玻璃加工工艺流程与产污环节图主要工艺说明1、钢结构工艺流程简述准备工作在制造加工前的准备工作包括:图纸及会审、加工工艺制定、工装设备准备及检修和设定、生产组织及人员的配备、工作场地及安全检查、原材料及半成品进场验收等。准备工作是工艺技术实施的基础条件,材料的进场检验保证质量符合要求的关键工作。放样工作以工作图样和技术要求为依据,采取钣金放样的方法,将工件分件放样,将其形状的外形尺寸确定。制作样板(或文字记录)为工件下料做好准备。钣金放样是钢结构制造的重要依据,必须保证准确无误。放样后,可以按要求号料,好料力求节约合理便于下料加工。下料成形工作以工件放样的样板(或文字记录)为依据,在工作的毛坯上(钢板和型钢等)号料划线。采取切割剪切等下料方法,将工作或毛坯按图样的技术要求下料加工出来。工件毛坯材料下料后,通过切割、弯曲、压制、冲裁或机械加工等成形方法将工件下料后的毛坯材料按图纸和技术要求加工成形并调整矫正符合要求。工件加工成形工序应保证产品的零部件,按图纸和技术要求完成加工成形后,才能保证产品组装质量。焊接工作8
将成形符合产品要求的零、部件修整,按图样表示位置关系要求连接在一起,并用焊接等方法定位,使其形成符合要求的工件整体。装配式工件总装过程,装配前必须按图纸要求,对加工成形的零部件的质量缺陷特别是变形缺陷进行矫正,才能确保组装质量符合要求。焊接是钢结构工件连接常用方式之一。焊接由焊工完成,但是焊接工作与钣金工作密切相关,所以焊接工序纳入钣金工序来完成。焊接工序是整个钣金工艺中的关键工作,焊接质量可靠性和防止焊接变形缺陷是非常重要的。防止焊接变形和矫正的工作由钣金工协助完成,组装和焊接一般是交织在一起,所以组装和焊接统称为组焊工序。建筑钢结构和大型的钢结构设备一般是现场安装,所以安装工序属于钢结构组装工序范畴,安装工序工作内容主要是钢结构部件现场组装后采取焊接等形式连接为整体钢结构产品。校直矫形和钻孔冷压焊接形成的钢结构初级产品经H型钢液压翼缘矫正机进行校直整理,由数控钻床钻孔。检验工作检验贯穿在钢结构制造的各加工工序中,工件按工序要求完成后应按图纸要求和相关规范标准要求进行工序质量检验,产品零部件经过质量检验合格后才能进行工件的组焊工序。组焊完成后,工件进行产品质量终检,以保证产品的终检能控制产品交付出场的质量关。主要污染工序(1)车间噪声主要产生于钢板和钢构件的装卸、开卷、夹送矫平、打钻、剪切、刨边、构件打磨等。(2)自动埋弧焊机在焊接钢构时产生一定的的烟尘,在切割、焊接过程中产生的烟气;在油漆工艺中会时产生少量的油漆废气;本项目设有食堂,采用液化气,不设锅炉,废气为职工食堂产生的油烟。(3)废水主要是职工的生活污水,冲洗钢板、地面和设备冲洗水。8
表14主要防治措施和“三同时”验收一览表项目环保建设内容规模治理效果废水治理化粪池4座,共20m3达到《污水综合排放标准》(GB8978-1996)中三级标准隔油池1座,5m³大气防治移动或固定式集气罩+布袋除尘器1套达到《大气污染物综合排放标准》(GB16297-1996)二级标准油烟净化设施1套噪声防治①选用先进的低噪声设备;对设备使用取消声减震材料②高噪声设备设置在室内;③加强绿化配套设置达到《工业企业厂界环境噪声排放标准》(GB12348-2008)中3类标准固废处理垃圾收集桶配套设置达到《一般工业固体废物贮存、处置场污染控制标准》(GB18599-2001)涂料废物设置危险废物贮存设施绿化工程植树种草9100㎡美化环境8'
您可能关注的文档
- 污水处理厂项目报告表_2_2
- 照明灯具改造项目报告
- 现代农业项目报告
- 生态城项目报告书
- 白酒酿造搬迁项目报告书
- 石家庄经济学院学生科技基金科研项目报告
- 网站开发项目报告书
- 西安某机械制造有限公司项目可行性项目报告.doc
- 西安某机械制造有限公司项目可行性项目报告39393.doc
- 项目报告书-家庭网络的构建
- 黑龙江省希望厨房项目报告书
- 云南省技术创人才评价及对策研究项目报告精选
- 郑州市环境保护专项资金项目报告格式要求
- xxx年产1000米线条、5000平方米工程板建设项目报告表
- 氯氟吡氧乙酸酯及三氯吡氧乙酸酯除草剂生产线建设项目报告书
- 娃娃鱼养殖项目报告书
- 基于多线联运的城乡公交车辆调度模型及仿真研究_项目报告
- 浙江大学本科教学工作水平评估特色项目报告