


- 277.83 KB
- 6页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'钢结构制作技术交底工程名称呼和浩特市浩源碳纤维有限公司导线车间工程施工单位内蒙古昭华建筑工程(集团)有限责任公司交底内容:2号导线车间钢结构制作技术交底一、施工准备、1、材料(1)本标准适用的钢材主要是国产2号钢、3号钢、16锰钢、其质量标准应符合国家标准《普通碳素结构钢技术条件》(GB700-88),《低合金结构钢技术条件》(GB1591-88)。(2)钢材应附质量证明书,并符合设计文件的要求,如对材质有疑议时,应抽样检查,其结果应符合国家标准的规定和设计的要求方可采用。(3)连接材料(焊条、焊丝、焊剂,等强度螺栓,精制螺栓,普通螺栓及铆钉等)和涂料(底漆及面漆等)均应附有质量证明书,并符合设计文件的要求和国家标准的规定。2、作业条件(1)钢结构制作和安装单位在施工前,应按设计文件和施工图的要求编制工艺规程和安装的施工组织设计(或施工方案),并认真贯彻执行。(2)在制作和安装过程中,应严格按工序检验,合格后才能转下道工序。(3)制作、安装和质量检查所用的钢尺等计量器具应具有相同的精度,并应定期送计量部门检定。二、施工工艺要求1、本工艺适应于钢柱、钢梁、钢屋架、铁网架、钢平台、连接构件及其他附设构件。2、放样,号料和切割。a、放样:核对图纸的安装尺寸和孔距:以1:1的大样放出节点,核对各部分的尺寸,制作样板和样杆作为下料,弯制,铣、刨、制孔等加工的依据。放样时,铣、刨的工件要考虑加工余量,焊接构件要按工艺要求予留焊接收缩余量。接受交底人交底人记录人日期6
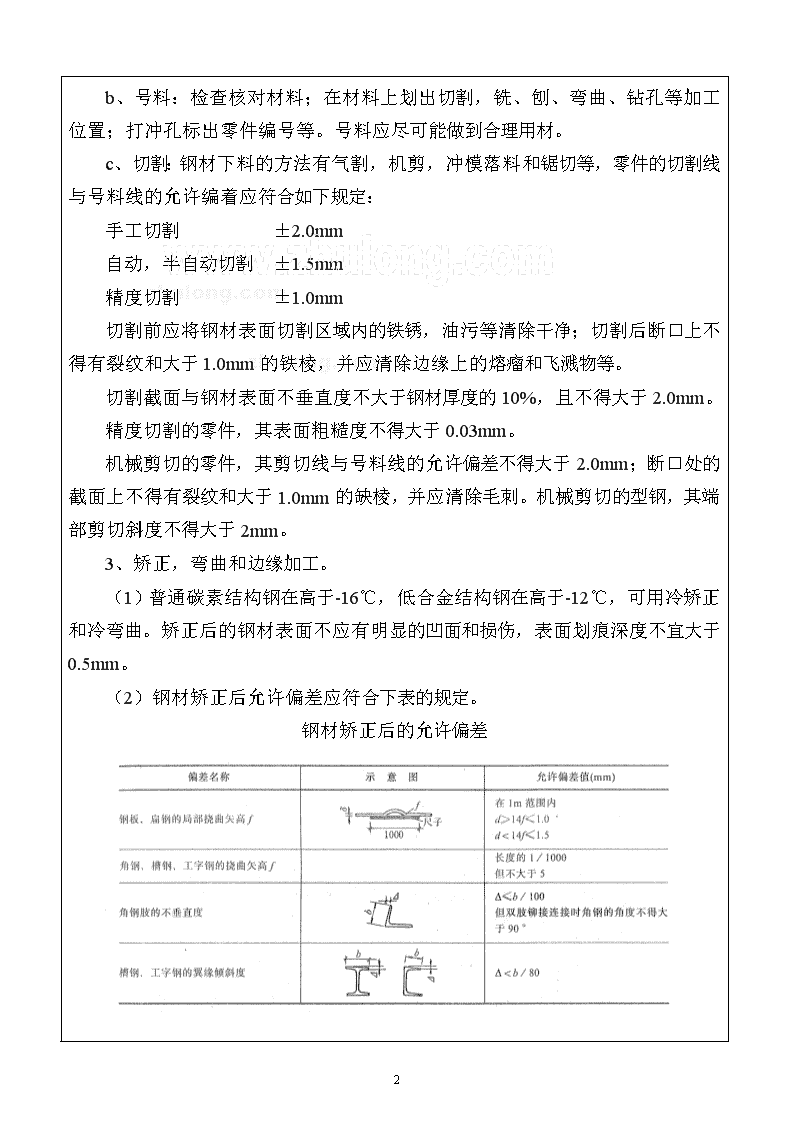
b、号料:检查核对材料;在材料上划出切割,铣、刨、弯曲、钻孔等加工位置;打冲孔标出零件编号等。号料应尽可能做到合理用材。c、切割:钢材下料的方法有气割,机剪,冲模落料和锯切等,零件的切割线与号料线的允许编着应符合如下规定:手工切割±2.0mm自动,半自动切割±1.5mm精度切割±1.0mm切割前应将钢材表面切割区域内的铁锈,油污等清除干净;切割后断口上不得有裂纹和大于1.0mm的铁棱,并应清除边缘上的熔瘤和飞溅物等。切割截面与钢材表面不垂直度不大于钢材厚度的10%,且不得大于2.0mm。精度切割的零件,其表面粗糙度不得大于0.03mm。机械剪切的零件,其剪切线与号料线的允许偏差不得大于2.0mm;断口处的截面上不得有裂纹和大于1.0mm的缺棱,并应清除毛刺。机械剪切的型钢,其端部剪切斜度不得大于2mm。3、矫正,弯曲和边缘加工。(1)普通碳素结构钢在高于-16℃,低合金结构钢在高于-12℃,可用冷矫正和冷弯曲。矫正后的钢材表面不应有明显的凹面和损伤,表面划痕深度不宜大于0.5mm。(2)钢材矫正后允许偏差应符合下表的规定。钢材矫正后的允许偏差6
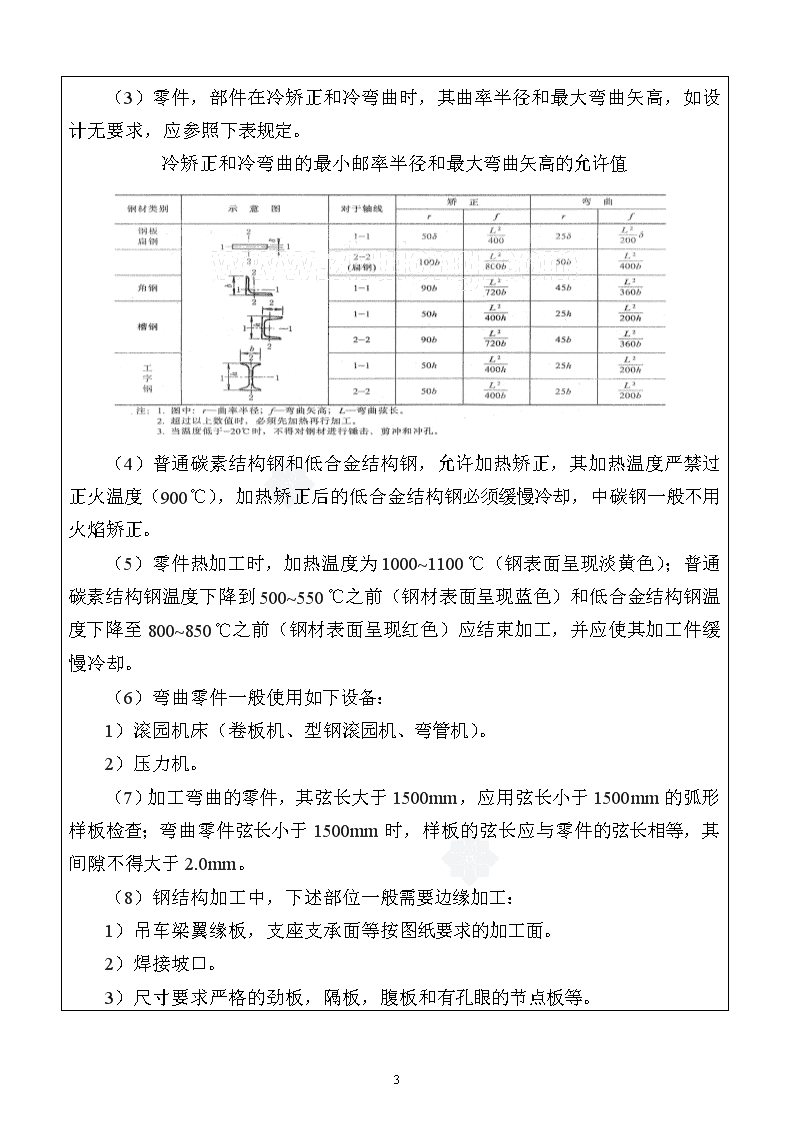
(3)零件,部件在冷矫正和冷弯曲时,其曲率半径和最大弯曲矢高,如设计无要求,应参照下表规定。冷矫正和冷弯曲的最小邮率半径和最大弯曲矢高的允许值(4)普通碳素结构钢和低合金结构钢,允许加热矫正,其加热温度严禁过正火温度(900℃),加热矫正后的低合金结构钢必须缓慢冷却,中碳钢一般不用火焰矫正。(5)零件热加工时,加热温度为1000~1100℃(钢表面呈现淡黄色);普通碳素结构钢温度下降到500~550℃之前(钢材表面呈现蓝色)和低合金结构钢温度下降至800~850℃之前(钢材表面呈现红色)应结束加工,并应使其加工件缓慢冷却。(6)弯曲零件一般使用如下设备:1)滚园机床(卷板机、型钢滚园机、弯管机)。2)压力机。(7)加工弯曲的零件,其弦长大于1500mm,应用弦长小于1500mm的弧形样板检查;弯曲零件弦长小于1500mm时,样板的弦长应与零件的弦长相等,其间隙不得大于2.0mm。(8)钢结构加工中,下述部位一般需要边缘加工:1)吊车梁翼缘板,支座支承面等按图纸要求的加工面。2)焊接坡口。3)尺寸要求严格的劲板,隔板,腹板和有孔眼的节点板等。6
(9)边缘加工按实际需要可采用如下办法:1)刨边机加工。2)半自动,自动气割机坡口切割。3)电弧气创。刨边的零件,其刨边线与号料线允许偏差±1.0m,刨边线的弯曲矢高不应超过弦长的1/3000,且不得大于2.0mm,铣平面的表面粗糙度不得大于0.03mm。焊接坡口加工尺寸的允许偏差应符合国家标准《手工电弧焊焊接接头的基本型式与尺寸》(GB985-80)和《埋弧焊接接头的基本型式与尺寸》(GB985-80)中的有关规定。4、组装(1)组装工作的一般规定:组装必须按工艺要求的次序进行,连接表面及焊缝每边30~50mm范围内的铁锈、毛刺和油污等必须清除干净。当有隐蔽焊缝时,必须先予施焊,经检验合格方可履盖。布置拼装胎具时,其定位必须考虑予放出焊接收缩量及齐头,加工的余量。为减少变形,尽量采取小件组焊,经矫正后再大件组装。胎具及装出的首件必须经过严格检验,方可大批进行装配工作。装配好的构件应立即用油漆在明显部位编号,写明图号、构件号和件数,以便查找。(2)焊接结构的组装1)焊接结构组装常用工具:卡兰或铁楔子夹具,可把两个零件夹紧在一起定位,进行焊接。槽钢夹紧器,可用于装配钢板结构的对焊接头。矫正夹具及拉紧器:矫正夹具用于装配钢结构;拉紧器是在装配时用来拉紧两个零件之间的缝隙。正反丝扣推撑器,用于在装配园筒体时调整焊缝间隙和矫正简体形状之用。液压油缸及手动千斤顶。2)定位点焊所用的焊接材料的型号,应与正式焊接的材料相同,并应由有合格证的工人点焊。6
3)常见焊接结构组装工艺3.1)桁架组装a.无论弦杆、腹杆应先单肢装配焊接矫正,然后进行大组装。b.支座与钢柱连接的节点板等,应先小件组焊,矫正后再定位大组装。c.放组装胎时放出收缩量,一般放至上限(L≤24m时放5mm,L>24m时放8mm)。d.三角形屋架跨度15m以上,梯形屋架跨度24m以上,应起拱(1/500)。但小于上述跨度者,由于上弦焊缝较多,最好少量起拱(10mm左右)以防下挠。e.桁架的大组装有胎模装配法和复制法两种。前者较为精确,后者则较快;前者适合大型桁架,后者适合一般中、小型桁架。f.上翼缘节点板的槽焊深度与节点板厚度有关(见下表)。节点板厚度(mm)68101214槽焊深度(mm)56810122)实腹工字形吊车梁的组装2.1)腹板应先刨边(或用半自动气割)保证宽度和拼装间隙。如用半自动气割应打磨清理氧化皮。2.2)翼缘板进行反变形,装配时保持d1=d2,翼缘板与腹板的中心偏移≤2mm,翼缘板与腹机面的主焊缝部位50mm以内先行清除油、锈等杂物。2.3)点焊距离≤200mm应双面点焊,并加撑杆,点焊高度为焊缝为2/3。2.4)实腹式吊车梁的跨度超过24m时才起拱。跨度小于24m时为防止不挠最好先焊下缘的主焊缝和横缝。焊完主焊缝,矫正翼缘,然后装加劲板和端板。组装过程应在专用胎具上完成。三、质量要求1、主控项目1)材料品种,规格必须符合钢结构工程施工质量验收规范第4.2.1条。2)切面质量必须符合钢结构工程施工质量验收规范第7.2.1条。3)矫正和成型必须符合钢结构工程施工质量验收规范第7.3.1和7.3.2条。4)钢材复验必须符合钢结构工程施工质量验收规范第4.2.2条。6
5)边缘加工必须符合钢结构工程施工质量验收规范第7.4.1条。6)制孔必须符合钢结构工程施工质量验收规范第7.6.1条。7)吊车梁(桁架)必须符合钢结构工程施工质量验收规范第8.3.1条。8)端部铣平精度必须符合钢结构工程施工验收规范第8.4.1条。9)外型尺寸必须符合钢结构工程施工质量验收规范第8.5.1条。2、一般项目1)材料规格尺寸必须符合钢结构工程施工质量验收规范第4.2.3和4.2.4条。2)钢材表面外观质量必须符合钢结构工程施工质量验收规范第4.2.5条。3)切割精度必须符合钢结构工程施工质量验收规范第7.2.2和7.2.3条。4)矫正质量必须符合钢结构工程施工质量验收规范第7.3.3.7和7.3.5条。5)边缘加工必须符合钢结构工程施工质量验收规范第7.4.2条。6)制孔精度必须符合钢结构工程施工质量验收规范第7.6.2和7.6.3条。7)焊接H型钢接缝必须符合钢结构工程施工质量验收规范第8.2.1条。8)焊接H型钢精度必须符合钢结构工程施工质量验收规范第8.2.2条。9)焊接组装精度必须符合钢结构工程施工质量验收规范第8.3.2条。10)顶紧接触面必须符合钢结构工程施工质量验收规范第8.3.3条。11)轴线交点错位必须符合钢结构工程施工质量验收规范第8.3.4条。12)焊缝坡口粗度必须符合钢结构工程施工质量验收规范第8.4.2条。13)外形尺寸必须必须符合钢结构工程施工质量验收规范第8.5.2条。四、施工注意事项1、主要安全技术措施1)使用气割割切钢板应对场的周围易燃易爆物品进行清除或覆盖隔离。2)使用剪板机切钢板时,应放置平稳,剪板时,上剪未复位不可送料,手不得伸入压力下方。不准用剪切超过规定厚度和压不至)的窄钢板。3)使用于电钻钻孔时,手电钻的电源线不得有破皮漏电,使用时应戴绝缘手套。操作时应先启动后接触工件。钻孔以要防止滑钻。应用杠杆加压,不准用身体直接压在上面。2、产品保护构件组装后待转下一工序——焊接前,应堆放在平整,干燥场地,并备有足够的垫木、垫块,以防焊前发生锈蚀和构件变形。6'