


- 182.93 KB
- 8页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'JB/r9127一2000前言本标准是对原JB/L25585((圆柱螺旋压缩弹簧喷丸技术规范》的修订修订时,对原标准作了编辑性修改,主要技术内容没有变化木标准的附录八和附录B都是标准的附录本标准由全国弹簧标准化技术委员会提出并归口。本标准起草单位:机械科学研究院、武汉弹簧厂、武汉市弹簧研究所、洛阳第一拖拉机制造「一、第二汽车制造厂、南京511厂、广州弹簧厂、无锡弹簧厂
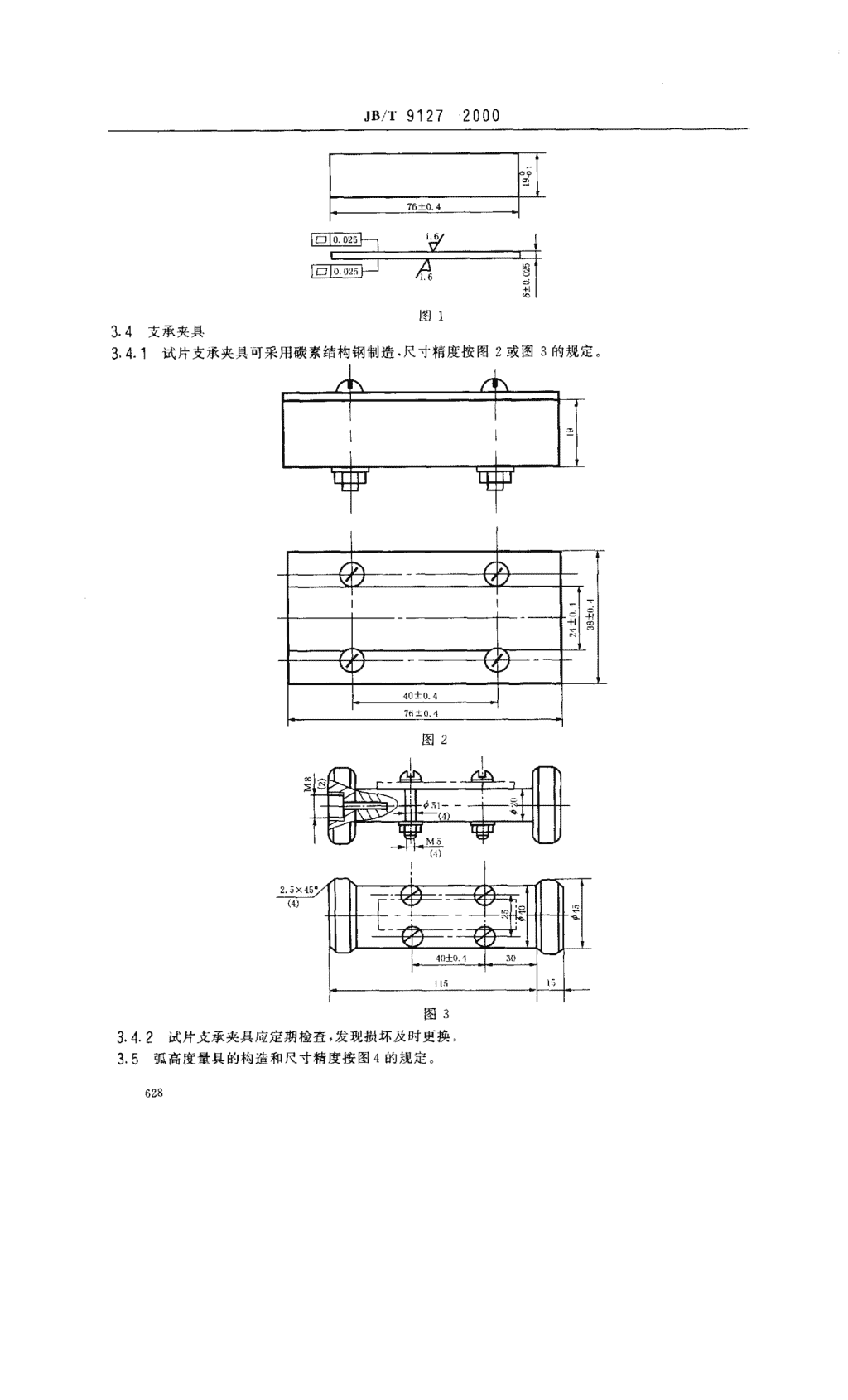
中华人民共和国机械行业标准圆柱螺旋弹簧喷丸技术规范JB/T9127---2000Coiledhelicalcompressionspringsshot-hlastingtechnicalspecification1范围本标准适用于钢丝直径拟.0-那.0mm冷卷成形的圆柱螺旋压缩弹簧的喷丸技术规范。2术语本标准采用下列定义2.1喷丸强化以高速运动的弹丸流向弹簧喷射,使表面产生压缩应力,以提高疲劳强度,延长使用寿命并改善耐应力腐蚀性能的一种工艺手段22弧高度试片在弹丸冲击下表层发生塑性变形,使试片喷丸面呈球面状弯曲,切人球面的特定基准平面至球面最高点之间的距离定为弧高度2.3喷丸强度Q弧高度曲线上饱和点处的弧高度,定义为喷丸强度。2.4表面覆盖率喷丸强化后表面弹坑所占面积与总面积的比值为表面覆盖率3喷丸方法3门喷丸设备喷丸机上要有三种类型:气动式、机械离心式和湿式喷丸机的主要功能是使弹丸获得动能,并使弹簧运动,以保证弹簧在喷丸时获得规定的喷丸强度。3.2弹丸喷丸强化用的弹丸有钢丝切制丸、铸钢丸、不锈钢丸、玻璃丸等。弹丸的形状必须是球形。应经常及时地筛选分离使用中发生破碎的弹丸。钢丝切制弹丸在使用前应先将尖棱角清除弹丸按所喷弹簧的材质、规格及技术要求选用3.3试片13门材料试片采用70钢或65Mn冷轧弹簧钢带制造I12硬度试片应经热处理,硬度44^50HRC3.3.3尺寸精度按表1及图1的规定。一厚一一787士0.02529510.025国家机械工业局2000-04-24批准2000一10一01实施
.Is/"r91272000犷76土0.4图13.4支承夹具3.4.1试片支承夹具可采用碳素结构钢制造.尺寸精度按图2或图s的规定泰47061-0n..4图2黔引4弓40+04Ia0图3试片支承夹具应定期检查,发现损坏及时更换;.:’2弧高度量具的构造和尺寸精度按图4的规定
JB/T9127一2000J甲卜一1A1一︸引凌瞬一四个接触球头必须保持在同一平面内,公差士。.0smm图吐I6喷丸前的准备I6门弹簧在喷丸前必须达到规定的工艺尺寸3.6.2弹簧在喷丸前必须经规定的热处理3.6.3随弹簧一起喷丸的试片和支承夹具均应符合3.3和3.4的要求,试片安装在支承夹具上必须四点紧固3.6.4弹簧表面应干燥、清洁,无油污及其他腐蚀物I了喷丸的质量控制17.1弹簧经喷丸后表面的覆盖率应在90%以上3.7-2当采用A型试片检查喷丸强度时,喷丸强度在。.15A^-0.16A范围内选取;当采用N型试片检查喷丸强度时,则在。.15N^-0.46N范围内选取。3.8喷丸后的处理3.8.1喷丸后的弹簧允许进行回火处理,但回火温度最高不得超过250"Ce18.2喷丸后的弹簧如果需要进行表面处理,则各工序中加热温度均应控制在250C以下。3.8.3喷丸后的弹簧允许采用机械方法整修。通常只允许在弹簧承受负荷的方向上进行整修3.8.4喷丸后的弹簧表面容易生锈,必须立即进行防锈处理4检验方法4门批量弹簧在进行喷丸处理前,应做喷丸强度首检试验.待试验结果符合该批量弹簧的技术要求后方可进行喷丸。并在喷丸过程中定期抽样检查4.2弧高度值的测量方法如图5所示
..⋯
JB厂T91272000附录A(标准的附录)喷丸强度的测量方法及选择弧高度是喷丸L艺参数(弹丸直径、弹丸速度、充址、帅簧装载以、1喷之!_l{J问、喷射价度冷)的函数八其他条件固定时.它随喷丸时问〔或喷丸次数)的必民mJ增高.们随厂芝渐毖比缓陛报Jl兰到’‘饱和’;砂然弧高度是一个变最相对而言,啧丸强度是个常虽对应姆条弧高度田}线只有个”饱和“点了、.)时问增加一倍,弧高度增加情小于1.%即为“饱和点”、.即只仃个吸丸强度Al喷丸强度的测定方法Al,1将试片用四个螺钉紧固在支承火具卜_Al.2将装夹好试片的支承夹具同弹簧一起喷丸Al.3喷丸一定时间后停机将试片从火具卜取卜.钧,弧高度量以卜测举试片的弧岛!芝Al.4再另取试片,重复All、A12和八工.3中fjl规定的操作.便lj获得数个试验点‘至少应获得以上的试验点),将这些数据团在弧高度喷丸时间坐标图1。!获得条如图、1的曲线(即孤1佰搜{线)。弧高度增加量小于1厂{一{一一{‘.气凡1日「-}-一下-匡}杏一}{{一}一日一-r一!r一一一r一l下一下一一「「一}任}一丁—T}—「—「}—下}—下}—F}曰牙.产,一}}{饱厂1}}一}歹了汗}}}}一一录们;:厂::一}}一尸}}一}一下-{一/环/仁〕夕咬卜气勺产/}}一}厂一一一一/!/}}’一势一/一厂叼一}一}}}一}{一一下-一一日{}}}}{{}厂亘万二〔:{:厂一}}}一-{「{}{一{一!仆r阳1川1图八1A︹Z喷丸强度的选择AqL‘1若弹簧图样对喷丸强度有明确要求,则按L%]样L纷求进f丁A勺L2若弹簧图样对疲劳有明确规定.则选择咬丸强度以保讯弹次彼侈知丛到图样搜片为1视则ACj喷丸强化实例A3.1弹簧喷丸强度的测定试验用弹簧的材料:“Mn
Js/T9127一2000弹簧规格:钢丝直径d=4.5mm旋绕比C-6.5总圈数,=8.25喷丸设备:Q3110喷丸机弹丸种类及尺寸:钢丝切制丸d=0.6-1.0mm覆盖率:>90%用A型试片检验弧高度值改变弹丸直径、零件装载量和装丸量,得到不同的喷丸强度如图A2、图A3和图A4尸F-下门国厂一州一厂州〔一门曰门尸门门尸门门T--厂.}一we尸、巨reseses卜竺二二r~~~~esr--下呀曰曰广I{一}’"鲡一}一/尸7}区{口7几「曰不叮}}一}一}口日7-区}厂】}}}口曰}一}一}门10巧202s30厅}时间mm匹巨口喷丸强度Q=O.34喷丸强度Q=0.47图A2图A3厂曰下口厂厂口门门「「日厂}厂门门一‘「卜门一二「一一口「1厂}尸呀尸门尸曰「}聋厂}匡冈曰厂区厂口厂}}日厂叨而叮}}一}}匡}}}}一}}历厂「「「曰口门时间喷丸强度Q=0.44图A4A3.2高强度不锈钢弹簧的喷丸钢丝直径那mm工作最大应力882N循环应力比r=0.3未喷丸弹簧7.2X10‘内断裂经喷丸处理后:玻璃弹丸d=0.35^0.45mm覆盖率200喷丸强度。.44A
IB/T9127一2000喷丸后疲劳试验经1火1()v不断结论:提高寿命13吕倍A3.3表面覆盖率的测定喷丸设备:Q3llo喷丸机试片材料:65Mn44一49HRC弹丸:卯.6一卯.smm钢丝切制丸4~47HRC装丸量:45一50kg装件量:切kg弹簧将试片安装在支承夹具上,然后随同弹簧一起喷丸.喷丸时间分别为2.,5,5,7,9,F),20和25mm,得到不同的覆盖率(见图AS)曰曰一{一口巨一}}寥1阴巨巨巨厂厂厂厂厂错一}}}}}一巨曰巨巨匡匡尸尸尸口厅口相翻区尸一}{区口习尸},一}/区}}一一}}一{}一}门冈门区}}}一}}一!}冈巨巨巨巨匡口口巨以{次巨1。厂口101,时间皿图AS附录B(标准的附录)表面彼盖率的检验方法Bl表面粗盖率的检验方法Bl.1用5倍或10倍放大镜检验喷丸表面单位面积上弹坑占据的面积至少应在90%以上Bl.2超过100%的覆盖率用喷丸时间来确定例如:20%覆盖率的喷丸时间是其获得10。%覆盖率所需时间的两倍。'
您可能关注的文档
- JBT7311-2001工程机械厌氧胶、硅橡胶应用技术规范.pdf
- JBT7311-2008工程机械厌氧胶硅橡胶及预涂干膜胶应用技术规范.pdf
- JBT7328-1994斗轮堆取料机验收技术规范.pdf
- JBT7507-1994刷镀通用技术规范.pdf
- JBT7706-1995有机涂料刷涂通用技术规范.pdf
- JBT8363.2-1996沉孔可转位刀片用紧固螺钉技术规范.pdf
- JBT8365-1996氮化钛涂层高速钢刀具技术规范.pdf
- JBT8939-1999水污染防治设备安全技术规范.pdf
- JBT9095-1999离心机、分离机锻焊件常规无损控伤技术规范.pdf
- JBT9768-1999内燃机气缸套平台珩磨网纹技术规范及检测方法.pdf
- JBZQ 4191-2006 重型机械 厌氧胶应用技术规范.pdf
- JCT1081-2008装饰石材露天矿山技术规范.pdf
- JCT2089-2011干混砂浆生产工艺与应用技术规范.pdf
- JGJ102-1996玻璃幕墙工程技术规范JGJ102-96.pdf
- JGJ102-2003玻璃幕墙工程技术规范.pdf
- JGJ102-96玻璃幕墙工程技术规范.pdf
- JGJ106-2003建筑基桩检测技术规范.pdf
- JGJ123-2000既有建筑地基基础加固技术规范JGJ123-2000.pdf
相关文档
- 2012《环境影响评价技术导则与标准》章节习题集答案.doc
- 环评师考试《技术导则与标准》历年05-13真题及答案(整理打印).doc
- 环评师考试《技术导则与标准》历年真题及答案(整理打印).doc
- GBT14909-2005能量系统用分析技术导则.pdf
- GBT15512-2009评价企业节约钢铁材料技术导则.pdf
- GBT18857-2008配电线路带电作业技术导则.pdf
- GBT22413-2008海水综合利用工程环境影响评价技术导则.pdf
- GBT25738-2010核电厂电动机调试技术导则.pdf
- GBT25739-2010核电厂阀门调试技术导则.pdf
- GBT25875-2010草原蝗虫宜生区划分与监测技术导则.pdf