


- 104.99 KB
- 4页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'中华人民共和国机械行业标准JB/T7706-1995有机涂料刷涂通用技术规范主题内容与适用范围本标准规定了刷涂有机涂料的工具、方法、质量评价及涂装环境、卫生、安全的要求。本标准适用于有机涂料的刷涂施工,无机涂料及油品的刷涂施工亦可参照本标准执行。凡产品图样或设计文件中有特殊要求的应按产品要求的规定进行刷涂施工。2引用标准GB6514涂装作业安全规程涂漆工艺安全GB6515涂装作业安全规程涂装工艺通风净化GB6807钢铁工件涂漆前磷化处理技术条件GB7691涂装作业安全规程劳动安全和劳动卫生管理GB8264涂装技术术语GB8923涂装前钢材表面锈蚀等级和除锈等级QB1103猪景漆刷3术语3.1刷痕:按GB8264中5.44条定义。32流挂:按GB8264中5.57条定义。3.气泡:在刷涂过程中,因漆刷夹带空气,刷涂层表面形成一个或许多气泡的现象。3.4针孔:按GB8264中5.55条定义。4刷涂前处理4.1刷涂表面的前处理可采用机械法或化学法。4.2采用机械法前处理,其表面质量应超过GB8923的Sal或St2,4.3采用化学法前处理,要彻底清除掉表面的锈、氧化皮及油污,完全攀肺出基材表面。4.4对需磷化处理的表面,按GB6807的规定进行。4.5有旧涂层的待涂表面,应采用砂纸打磨,粗化涂层表面,确保涂层的层间附着力。4.6木质材料及其他非金属材料在清除表面的油污及灰尘后,含水率较高的材料应进行干燥处理,使其含水率低于不致影响涂料施工及涂层性能的最高限全。5刷涂工具刷涂使用的工具为毛刷。毛刷的原毛常见的有猪另,另外还有羊毛、马尾、狼毫、猫毛、人发、棕丝等。:‘;毛刷按其所采用的原毛分为硬毛刷和软毛刷。硬毛刷通常用猪拐制作;软毛刷通常用羊毛制作。毛刷按其外表特征可分为:扁平毛刷、圃毛刷和弯柄毛刷等。其外观见图1机械工业部1995-06-20批准1996-01-01实施1079
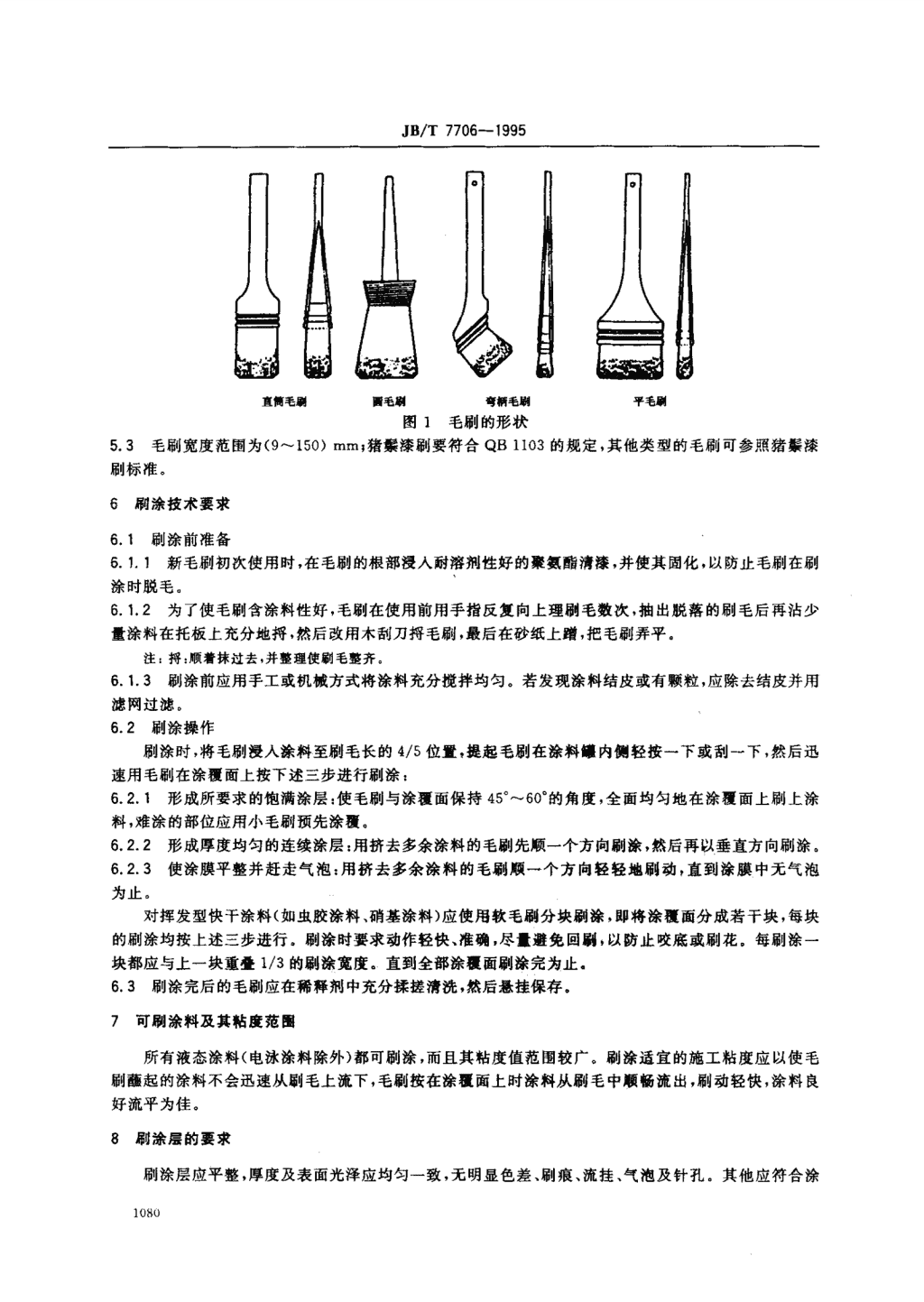
JB/T7706-1995直筒毛曰日毛别夸摘毛剧平毛侧图I毛刷的形状5.3毛刷宽度范围为(9^150)MM;猪囊漆刷要符合QB1103的规定,其他类型的毛刷可参照猪集漆刷标准。6刷涂技术要求6.1刷涂前准备6.,1新毛刷初次使用时,在毛刷的根部浸人耐溶剂性好的聚氨醋清漆,并使其固化,以防止毛刷在刷涂时脱毛。6.1.2为了使毛刷含涂料性好,毛刷在使用前用手指反复向上理刷毛数次,抽出脱落的刷毛后再沾少量涂料在托板上充分地搏,然后改用木刮刀拼毛刷,最后在砂纸上蹭,把毛刷弄平。注:将顺着抹过去,并整理使刷毛整齐.6.1.3刷涂前应用手工或机械方式将涂料充分搅拌均匀。若发现涂料结皮或有颗粒,应除去结皮并用滤网过滤。6.2刷涂操作刷涂时,将毛刷浸人涂料至刷毛长的4/5位置,提起毛刷在涂料暇内侧轻按一下或刮一下,然后迅速用毛刷在涂覆面上按下述三步进行刷涂:6.2.1形成所要求的饱满涂层:使毛刷与涂班面保持45"-60“的角度,全面均匀地在涂覆面上刷上涂料,难涂的部位应用小毛刷预先涂彼。6.2.2形成厚度均匀的连续涂层:用挤去多余涂料的毛刷先顺一个方向刷涂,然后再以垂直方向刷涂。6.2.3使涂膜平整并赶走气泡:用挤去多余涂料的毛刷顺一个方向轻轻地刷动,直到涂膜中无气泡为止。对挥发型快干涂料(如虫胶涂料、硝基涂料)应使用软毛刷分块刷涂,即将涂斑面分成若干块,每块的刷涂均按上述三步进行。刷涂时要求动作轻快、准确,尽t避免回剧,以防止咬底或刷花。每刷涂一块都应与上一块重登1/3的刷涂宽度.直到全部涂砚面刷涂完为止.6.3刷涂完后的毛刷应在稀释剂中充分揉搓清洗,然后悬挂保存。7可刷涂料及其粘度范围所有液态涂料(电泳涂料除外)都可刷涂,而且其枯度值范围较广。刷涂适宜的施工粘度应以使毛刷fik起的涂料不会迅速从刷毛上流下,毛刷按在涂砚面上时涂料从刷毛中顺畅流出,刷动轻快,涂料良好流平为佳。8刷涂层的要求刷涂层应平整,厚度及表面光泽应均匀一致,无明显色差、刷痕、流挂、气泡及针孔。其他应符合涂1080
JB/T7706-1995料产品的技术指标及产品工艺文件的规定。9环境、安全、卫生91刷涂施工的安全应符合GB6514的要求。9.2刷涂施工的卫生应符合GB7691的要求。蚁刷涂施工的环境应符合涂料厂对涂料施工环境的温度、湿度要求,通风净化应符合GB6515的要求。1081
JB/T7706-1995附录A刷涂施工推荐参数(参考件)A1基材含水率的控制参数含水率较高的材料在进行刷涂施工前必须进行干燥处理,对木质件宜将含水率控制在8%-12%e对有特殊要求的涂料,应严格按涂料的施工技术参数确定其含水率。A2刷涂施工粘度刷涂施工时涂料适用粘度范围很广,施工时受操作者主观和客观环境的影响较大。在25℃士10C的环境条件下,推荐的施工粘度见下表。表A1几种常用涂料的刷涂施工粘度值(涂一4杯,25℃土10C)涂料品种粘度值/s备注硝基、纤维素漆10-15过抓乙烯漆12-18酚醛漆类25-35醉酸漆类25--35环氧漆类25--35聚氨酸漆类20^35抓化橡胶漆25--40在有特殊要求或环境条件改变时,最佳的施工粘度可由施工人员试验确定。附加说明:本标准由全国金属与非金属彼盖层标准化技术委员会提出本标准由武汉材料保护研究所归口并负责起草。本标准主要起草人邢晓春。1082'
您可能关注的文档
- JBT10484-2004大型水轮机主轴技术规范.pdf
- JBT10802-2007弹簧喷丸强化技术规范.pdf
- JBT2549-1994铝制空气分离设备制造技术规范.pdf
- JBT6407-2007电除尘器设计、调试、运行、维护安全技术规范.pdf
- JBT6895-1993铝制空气分离设备安装焊接技术规范.pdf
- JBT7311-2001工程机械厌氧胶、硅橡胶应用技术规范.pdf
- JBT7311-2008工程机械厌氧胶硅橡胶及预涂干膜胶应用技术规范.pdf
- JBT7328-1994斗轮堆取料机验收技术规范.pdf
- JBT7507-1994刷镀通用技术规范.pdf
- JBT8363.2-1996沉孔可转位刀片用紧固螺钉技术规范.pdf
- JBT8365-1996氮化钛涂层高速钢刀具技术规范.pdf
- JBT8939-1999水污染防治设备安全技术规范.pdf
- JBT9095-1999离心机、分离机锻焊件常规无损控伤技术规范.pdf
- JBT9127-2000圆柱螺旋弹簧喷丸技术规范.pdf
- JBT9768-1999内燃机气缸套平台珩磨网纹技术规范及检测方法.pdf
- JBZQ 4191-2006 重型机械 厌氧胶应用技术规范.pdf
- JCT1081-2008装饰石材露天矿山技术规范.pdf
- JCT2089-2011干混砂浆生产工艺与应用技术规范.pdf
相关文档
- 2012《环境影响评价技术导则与标准》章节习题集答案.doc
- 环评师考试《技术导则与标准》历年05-13真题及答案(整理打印).doc
- 环评师考试《技术导则与标准》历年真题及答案(整理打印).doc
- GBT14909-2005能量系统用分析技术导则.pdf
- GBT15512-2009评价企业节约钢铁材料技术导则.pdf
- GBT18857-2008配电线路带电作业技术导则.pdf
- GBT22413-2008海水综合利用工程环境影响评价技术导则.pdf
- GBT25738-2010核电厂电动机调试技术导则.pdf
- GBT25739-2010核电厂阀门调试技术导则.pdf
- GBT25875-2010草原蝗虫宜生区划分与监测技术导则.pdf