


- 228.44 KB
- 9页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'JB/T9095--1999前言本标准是对ZBJ77002-88((离心机、分离机锻焊件常规无损探伤技术规范》的修订。修订时仅对原标准作了编辑性修改,主要技术内容没有变化。本标准自实施之日起代替ZBJ77002-88e本标准的附录A和附录B都是标准的附录。本标准由全国分离机械标准化技术委员会提出并归口。本标准负责起草单位:广州重型机器厂、重庆江北机械厂。本标准主要起草人:赵洪亮
中华人民共和国机械行业标准离心机、分离机锻焊件常规无损探伤JB/"1"9095-1999技术规范Conventionalnondestructivetestingmethodsforforgingand代替zBJ77002-88weldmentofcentrifugeandseparator-Technicalspecification1范围本标准规定了离心机和分离机的锻焊件常规无损探伤方法。本标准适用于离心机和分离机的转鼓、轴类及其相近似零件的锻件和焊接件的超声波、射线、磁粉及着色探伤。2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性G州T3323--1987钢熔化焊对接接头射线照相和质量分级JB4730-1994压力容器无损检测JB/T10061-1999AMo脉冲反射式超声探伤仪通用技术条件JB/T10062-1999超声探伤用探头性能测试方法3转鼓体、转鼓盖、活密、锁紧姗母等锻件及相似锻件的超声纵波探伤需方对锻件要求横波探伤时,由供需双方协商。3.1工件a)工件探测面表面粗糙度Ra值不大于6.3pm;b)工件探测面和其相对面要相互平行,确实难以达到时,允许偏角不得大于30;c)探测面不得有妨碍探伤的各种杂物;d)材料晶粒度不得影响探伤结果的判断;被探工件由于晶粒粗大影响探伤时,工件应重新进行热处理以细化晶粒。3.2仪器探伤仪应符合JB/T10061,并应满足下列要求:a)在工件的最大探测声程处,仪器与探头的组合灵敏度余量不小于10dB(A);b)频率范围为1--5MHz,3.3探头a)探头性能应符合JB/T10062的规定;b)被检工件厚度大于或等于20mm时,采用频率为2.5MHz、晶片直径在10^-20mm之间的纵波直探头;c)被检工件厚度为10--19mm时.应选用特殊规格的探头,或采用双晶探头法探伤,推荐使用高频大直径的探头国家机械工业局1999-07-12批准2000-0卜01实施
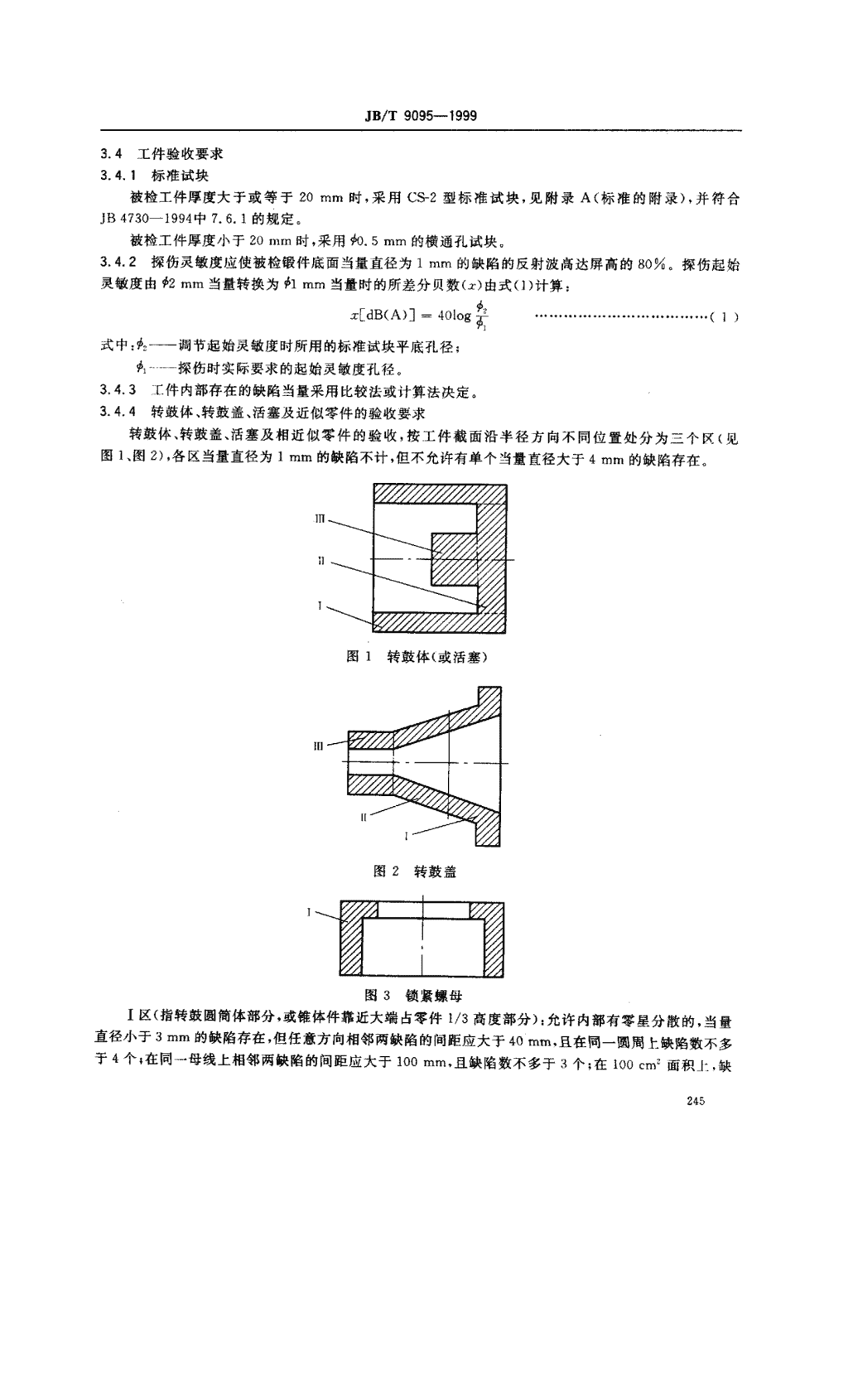
dB/T9095-19993.4工件验收要求3.4.1标准试块被检工件厚度大于或等于20mm时,采用CS-2型标准试块,见附录A(标准的附录),并符合JB4730-1994中7.6.1的规定。被检工件厚度小于20mm时,采用如.5mm的横通孔试块3.4.2探伤灵敏度应使被检锻件底面当量直径为1mm的缺陷的反射波高达屏高的80000探伤起始灵敏度由丸mm当量转换为自mm当量时的所差分贝数〔对由式(”计算:厂,n,、,_,0XLaal.y)」一“slog丙“‘””’‘.”””””‘”““”””‘(1)式中:人—调节起始灵敏度时所用的标准试块平底孔径o,探伤时实际要求的起始灵敏度孔径。3.4.3_〔件内部存在的缺陷当量采用比较法或计算法决定。3.今转鼓体、转鼓盖、活塞及近似零件的验收要求转鼓体、转鼓盖、活塞及相近似零件的验收,按工件截面沿半径方向不同位置处分为三个区(见图l、图2),各区当量直径为1mm的缺陷不计,但不允许有单个当量直径大于4mm的缺陷存在图1转鼓体(或活塞)图2转鼓盖图3锁紧螺母IL(指转鼓圆筒体部分,或锥体件靠近大端占零件1/3高度部分):允许内部有零星分散的,当量直径小于3mm的缺陷存在,但任意方向相邻两缺陷的间距应大于40mm.且在同一圆周卜缺陷数不多于4个;在同一母线上相邻两缺陷的间距应大于100mm,且缺陷数不多于3个;在100cm`面积}.缺
JB/T9095-1999陷数不多于5个。转鼓在该区允许的缺陷总数是以其最大直径(mm)除以35确定。l区(指转鼓底部或鼓盖锥体部分.即介于J区和Ul区之间部分):允许工件内部存在零星分散的当量直径小于3mm的缺陷,但相邻两缺陷的间距应大于40mm,在100cm,面积上,缺陷数不多于5个。盯区(指转鼓轴毅或锥体最小端部分):允许工件内部存在零星分散的当量直径小于4mm的缺陷,但相邻两缺陷的间距应大于20Rim,3.4.5锁紧螺母验收要求锁紧螺母按I区处理,见图3。该区允许工件内部有零星分散的当量直径小于2mm的缺陷存在,但相邻两缺陷的间距应大于40mm。在100cm,面积上,缺陷数量不多于2个。锁紧螺母在该区允许的缺陷总数是以其最大直径(mm)除以70确定。3.4.6管式分离机转鼓的超声波探伤,按JB4730--1994中8.4的规定。4转鼓焊缝的超声横波探伤4.1工件a)焊缝两侧100mm范围内不得有妨碍探伤的杂物;b)粗晶材料焊接接头和奥氏体不锈钢焊接接头不适于采用横波探伤。4.2焊缝探伤及质量评定转鼓的纵、环焊缝均做100%的超声波探伤检查,其质量评定按JB473。一〕994中9.1的规定:纵焊缝按工级评定,环焊缝按n级评定5转鼓焊缝的X射线探伤5.1工件焊缝表面及两侧不应有妨碍射线照相底片质量评定的杂物和表面缺陷,例如焊接飞溅、焊瘤和咬边等。5.2转鼓焊接接头检查及验收要求a)离心机转鼓纵焊缝、分离机转鼓焊缝均做100的射线探伤检查,焊缝质量按GB/T3323中AB级照相的1级评定;b)离心机转鼓的环焊缝做射线探伤抽查,射线探伤照片量不少于2张(每张照片长度不小于200mm),抽检焊缝长度不少于该焊缝总长的20%.焊缝质量按GB/T3323中AB级照相的m级评定6离心机和分离机轴类及相近似零件银件的超声纵波探伤需方对锻件要求横波探伤时.由供需双方协商。6.飞工件a)工件探测面的表面粗糙度Ra值不大于6.3ym;6)工件探测面不应有妨碍探伤的杂物。6.2验收要求锻件直径小于100mm时,允许工件内部有零星分散的当量直径小于2mm的缺陷存在:直径大于100mm时,允许工件内部有零星分散的当量直径小于3mm的缺陷存在。但相邻两缺陷的间距应大于40mm,且在同一直线上缺陷数不得多于4个,在100cm2面积上不多于5个。7锻造转鼓及轴类的表面探伤表面探伤指的是磁粉和着色探伤。7.1工件
JB/T9095-1999a)探测面不应有妨碍探伤的氧化皮、锈蚀、漆层及其他污物6)工件探伤应在最终热处理后或精加工后进行。8探伤人员探伤人员视力达不到。8的,不能参加射线探伤评片工作;色盲者不能参加着色探伤;探伤人员的安全防护按GB/T3323的规定。探伤人员要具有相应探伤方法的基础知识和经验。操作由经考核取得国家机关有关主管部门认可的资格证书者担任,报告签发由取得该项方法I级或I级以上资格证书者负责。9探伤报告各类探伤检查结果均应填写探伤报告。其内容包括:工件名称、图号、材质、厚度、表面状态、探伤方法、规范、执行标准、合格级别、仪器型号、签发报告人员资格证书号、姓名、日期等有关存查资料。
JB/T9095一1999附录A(标准的附录)(万‘2型参考试块尺寸及外形AICSZ型标准试块为平面型试块,由两种试块组成,一种是没有平底孔的大平底试块,另一种是底部有直径2~4mm平底孔的试块。AZ试块采用工件本身材料,或近似材料如电炉或平炉熔炼的45碳素钢钢锭,经锻压(锻压比不小于3)和正火处理后进行加工制作。A3用SMH:、九6mm平底孔、信号幅度等于屏高80%的灵敏度探测试块时,示波屏上应当不出现缺陷信号,信噪比不小于6dB(A)、试块中心轴线上的材质衰减系数不大于4dB(A)/m。A4试块外形及各部分尺寸见表AI。AS试块不允许有裂纹表Alcs-2型参考试块尺寸及外形孔径d测距与高度岛外径D序号试块编号参考图】1n勺l25厂002525妻35图Al!厂一1石万一-一22550)35图AZ」325厂33255O)35图AZi4}一25广442550歹35图AZ550/00505O)50图Al650/225075》50图AZ750广3350751图AZ850/445075)50图AZ~一9一075?5)60图Al1075了2一27510(〕妻60图AZ一.l175/33了5100)60图AZ{l275/4}475100)60图AZll3100/00100100〕70图Al14100/22100125)70图AZ15100/33】00125李70图八2l6100/」」100125)70图AZl7125/0012512510一妻�0图AI18]25/22]25150妻80图AZ19125/33125150)80图AZ20125/44125飞50妻80图AZ2l150/00150150〕85图Al22150222150175妻85图AZ23150233150175)85图AZ2吸150了44l5O175李85图AZi248
JB/T9095一1999表Al(完)孔径d}测距与高度1_2外径D序号试块编号参考图器一肠rtlnl200了0!:0(〕图A]一”200/2200225沐100图产钾一·一200/3l3见00225李100图图AZ一~.一--.一·200/4」420自225250/02爪)2乌0朋250/2250275-别:250/3250275一笺25024250275-别删300/0又0门-)120图Al-34黔一300/2300一》120图八2扎城300/3300-弃120图AZ、一·325300了4300一浮12040一·一400了0400一)1本0425母0022仃}0一泛1飞〔斗(〕()尹只400图AZ一_一40默一-400425愁140因了、2一{40。/4+41一500/0500吕或}门二于155一仁_。程一飞石丁一廿一一玉三万一卞-派155翌图AZ一43默500-一竺-斗-刊500/4气00525篆器其余一0洲(叫才户、口夕IO06lA到一竺鲤图AI其余瞥图AZ249
JB/T9095一1999附录B(标准的附录)《万,R型标准试块及其技术要求BICS-R型标准试块为大平底试块,用以测量探测面为凸形圆桂面锻件的探伤中因曲率不同而引起的声能损失。BZ试块总数14块,其中1块的探测面为平面,其余13块为曲率不同的凸形圆柱面。B3试块采用电炉或平炉熔炼的45碳素钢钢锭,经锻压(锻压比不小于3)和正火处理后进行加工B4用SMHz、旬.6om平底孔、信号幅度等于屏高80%的灵敏度探测试块时,示波屏上应当不出现缺陷信号,信噪比不小于6dB(A),试块中心轴线上的材质衰减系数不大于4dB(A)/mBS试块外形及各部分尺寸见表Bl。B6试块不允许有裂纹。表BICSR标准试块尺寸及外形}探测面R序号试块编号参考图111了1】l75/0图BI27525050375/7575I475门00100575/1251256752150150775/200200875/300300图BZ975/400400l075/500500ll75/6006001275/700700!1375/750750{1475/800800一一
JB/T9095-1999jt#竿op黔84士U.1图BI84士0.1图B2251'
您可能关注的文档
- JBT6895-1993铝制空气分离设备安装焊接技术规范.pdf
- JBT7311-2001工程机械厌氧胶、硅橡胶应用技术规范.pdf
- JBT7311-2008工程机械厌氧胶硅橡胶及预涂干膜胶应用技术规范.pdf
- JBT7328-1994斗轮堆取料机验收技术规范.pdf
- JBT7507-1994刷镀通用技术规范.pdf
- JBT7706-1995有机涂料刷涂通用技术规范.pdf
- JBT8363.2-1996沉孔可转位刀片用紧固螺钉技术规范.pdf
- JBT8365-1996氮化钛涂层高速钢刀具技术规范.pdf
- JBT8939-1999水污染防治设备安全技术规范.pdf
- JBT9127-2000圆柱螺旋弹簧喷丸技术规范.pdf
- JBT9768-1999内燃机气缸套平台珩磨网纹技术规范及检测方法.pdf
- JBZQ 4191-2006 重型机械 厌氧胶应用技术规范.pdf
- JCT1081-2008装饰石材露天矿山技术规范.pdf
- JCT2089-2011干混砂浆生产工艺与应用技术规范.pdf
- JGJ102-1996玻璃幕墙工程技术规范JGJ102-96.pdf
- JGJ102-2003玻璃幕墙工程技术规范.pdf
- JGJ102-96玻璃幕墙工程技术规范.pdf
- JGJ106-2003建筑基桩检测技术规范.pdf
相关文档
- 2012《环境影响评价技术导则与标准》章节习题集答案.doc
- 环评师考试《技术导则与标准》历年05-13真题及答案(整理打印).doc
- 环评师考试《技术导则与标准》历年真题及答案(整理打印).doc
- GBT14909-2005能量系统用分析技术导则.pdf
- GBT15512-2009评价企业节约钢铁材料技术导则.pdf
- GBT18857-2008配电线路带电作业技术导则.pdf
- GBT22413-2008海水综合利用工程环境影响评价技术导则.pdf
- GBT25738-2010核电厂电动机调试技术导则.pdf
- GBT25739-2010核电厂阀门调试技术导则.pdf
- GBT25875-2010草原蝗虫宜生区划分与监测技术导则.pdf