


- 103.15 KB
- 6页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'JB中华人民共和国机械行业标准JB/T8363.2-96沉孔可转位刀片用紧固螺钉技术规范1996-04-22发布1996-07-01实施中华人民共和国机械工业部发布
JB/T8363.2-96目日口本标准由全国刀具标准化技术委员会提出并归口。本标准负责起草单位:成都工具研究所.本标准主要起草人:俞进、姜体贵、梁彦学、夏千。本标准于1996年4月22日首次发布。本标准从1996年7月1日起实施。
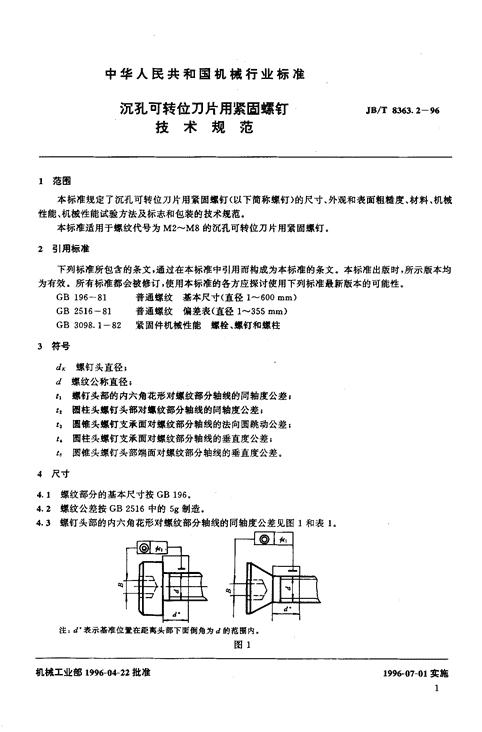
中华人民共和国机械行业标准沉孔可转位刀片用紧固螺钉JB/T8363.2-96技术规范1范围本标准规定了沉孔可转位刀片用紧固螺钉(以下简称螺钉)的尺寸、外观和表面粗糙度、材料、机械性能、机械性能试验方法及标志和包装的技术规范。本标准适用于螺纹代号为M2-M8的沉孔可转位刀片用紧固螺钉。2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB196一81普通螺纹基本尺寸(直径1^600mm)GB2516-81普通螺纹偏差表(直径1^355mm)GB3098.1一82紧固件机械性能螺栓、螺钉和螺柱3符号d,c螺钉头直径;d螺纹公称直径;t,螺钉头部的内六角花形对螺纹部分轴线的同轴度公差;t,圆柱头螺钉头部对级纹部分轴线的同轴度公差;t3圆锥头螺钉支承面对螺纹部分轴线的法向圆跳动公差;t4图柱头螺钉支承面对螺纹部分轴线的垂直度公差;t,圆锥头螺钉头部端面对螺纹部分轴线的垂直度公差。4尺寸4.1螺纹部分的基本尺寸按GB196,4.2螺纹公差按GB2516中的5g制造。4.3螺钉头部的内六角花形对螺纹部分轴线的同轴度公差见图1和表注d.表示基准位里在距离头部下面倒角为d的范围内.图1机械工业部1996-04-22批准1996-07-01实施1
JB/T5363.2-96表1螺纹代号~M30.28>M3-M5.5>M5.54.4圆柱头螺钉头部对螺纹部分轴线的同轴度公差及圆锥头螺钉支承面对螺纹部分轴线的法向圆跳动公差见图2和表2,住d表示基准位置在距离头部下面倒角为d的范围内。图表螺纹代号t:t3^-M30.140.05>M3-MS.50.180.06>M5.50.220.074.5圆柱头螺钉支承面对螺纹部分轴线的垂直度公差及圆锥头螺钉头部端面对螺纹部分轴线的垂直度公差见图3和表3,注:d.表示基准位置在距离头部下面倒角为d的范围内.图表螺纹代号之‘t,^-M40.05不做规定>M4-M7.50.300.10>M7.50.36
JB/T8363.2-96外观和表面粗桩度5.1螺钉表面不得有裂纹、凹痕、毛刺、划伤和飞边等影响使用性能的缺陷。5.2螺纹表面不得有折叠。除螺纹最初两扣和螺尾外,不得有不完整牙型。5.3螺钉表面粗糙度的上限值按以下规定:螺纹部分表面R,6.3pm;螺钉支承面R.1.6Km;其他表面R.32}+m.‘材料6.1螺钉应采用35CrMnSi或同等性能以上的合金钢制造。机械性能7.1螺钉的硬度为42-47HRC,7.2螺钉应承受的扭矩的下限值见表4.表4螺纹代号扭矩N·mM21.4M2.51.4M31.8M3.53.0M44.5M4.54.5M57.5M611.3M813.57.3螺钉其他的机械性能应符合GB3098.1中规定的8.8级,或由供需双方进行协商.8机械性能试验方法8.1扭转试验成批生产的螺钉每批应进行扭转性能抽样试验。8.1.1试验条件8.1.1.1试验装置:符合精度要求的扭矩扳手、试验夹具。8.1.1.2样本数:n=5-88.1.1.3试验次数:每件样本10次。8.1.1.4试验方法:如图4所示,将螺钉拧入试验夹具,扳动扭矩扳手,使扭矩值达到表4规定的数值,然后松开。
JB/T8363.2-96扭矩扳手最小SOHRC图48.1.2扭转试验结果的评定经试验后的螺钉,其头部和内六角花形均不得断裂和损坏,并应保持其原有的性能。如有1件不符合上述要求,则判此批螺钉为扭转性能试验不合格。8.2其他机械性能试验如对螺钉有特殊要求,经供需双方协商可按GB3098.1中规定的试验方法进行其他机械性能试验。,标志和包装,.1标志包装盒或包装袋上应标志:a)制造厂商标;b)产品名称,c)螺钉的螺纹代号及公差带代号;d)本标准号;e)材料牌号;f)件数;9)制造日期。,.2包装螺钉在包装前应经防锈处理,包装必须牢固并能防止运输过程中的损伤。'
您可能关注的文档
- JBT10802-2007弹簧喷丸强化技术规范.pdf
- JBT2549-1994铝制空气分离设备制造技术规范.pdf
- JBT6407-2007电除尘器设计、调试、运行、维护安全技术规范.pdf
- JBT6895-1993铝制空气分离设备安装焊接技术规范.pdf
- JBT7311-2001工程机械厌氧胶、硅橡胶应用技术规范.pdf
- JBT7311-2008工程机械厌氧胶硅橡胶及预涂干膜胶应用技术规范.pdf
- JBT7328-1994斗轮堆取料机验收技术规范.pdf
- JBT7507-1994刷镀通用技术规范.pdf
- JBT7706-1995有机涂料刷涂通用技术规范.pdf
- JBT8365-1996氮化钛涂层高速钢刀具技术规范.pdf
- JBT8939-1999水污染防治设备安全技术规范.pdf
- JBT9095-1999离心机、分离机锻焊件常规无损控伤技术规范.pdf
- JBT9127-2000圆柱螺旋弹簧喷丸技术规范.pdf
- JBT9768-1999内燃机气缸套平台珩磨网纹技术规范及检测方法.pdf
- JBZQ 4191-2006 重型机械 厌氧胶应用技术规范.pdf
- JCT1081-2008装饰石材露天矿山技术规范.pdf
- JCT2089-2011干混砂浆生产工艺与应用技术规范.pdf
- JGJ102-1996玻璃幕墙工程技术规范JGJ102-96.pdf
相关文档
- 2012《环境影响评价技术导则与标准》章节习题集答案.doc
- 环评师考试《技术导则与标准》历年05-13真题及答案(整理打印).doc
- 环评师考试《技术导则与标准》历年真题及答案(整理打印).doc
- GBT14909-2005能量系统用分析技术导则.pdf
- GBT15512-2009评价企业节约钢铁材料技术导则.pdf
- GBT18857-2008配电线路带电作业技术导则.pdf
- GBT22413-2008海水综合利用工程环境影响评价技术导则.pdf
- GBT25738-2010核电厂电动机调试技术导则.pdf
- GBT25739-2010核电厂阀门调试技术导则.pdf
- GBT25875-2010草原蝗虫宜生区划分与监测技术导则.pdf