


- 124.00 KB
- 4页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
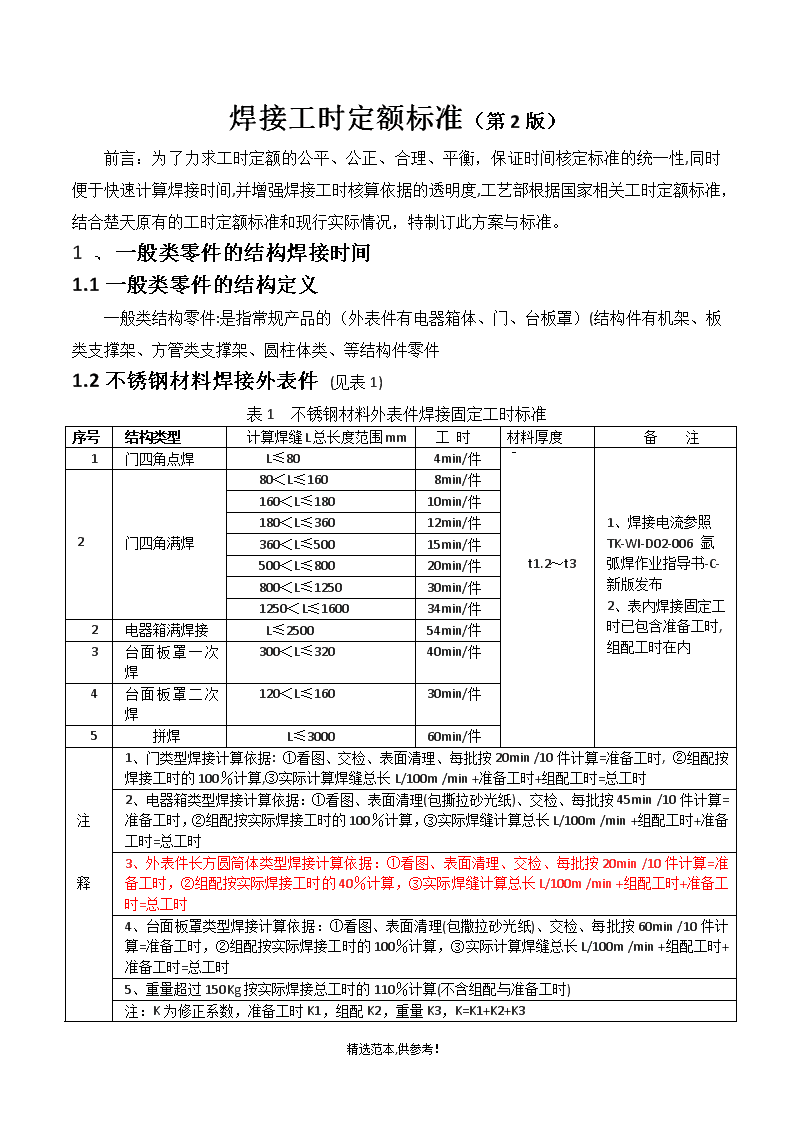
'焊接工时定额标准(第2版)前言:为了力求工时定额的公平、公正、合理、平衡,保证时间核定标准的统一性,同时便于快速计算焊接时间,并增强焊接工时核算依据的透明度,工艺部根据国家相关工时定额标准,结合楚天原有的工时定额标准和现行实际情况,特制订此方案与标准。1、一般类零件的结构焊接时间1.1一般类零件的结构定义一般类结构零件:是指常规产品的(外表件有电器箱体、门、台板罩)(结构件有机架、板类支撑架、方管类支撑架、圆柱体类、等结构件零件1.2不锈钢材料焊接外表件(见表1)表1不锈钢材料外表件焊接固定工时标准序号结构类型计算焊缝L总长度范围mm工时材料厚度备注1门四角点焊L≤804min/件 ̄2门四角满焊80<L≤1608min/件160<L≤18010min/件t1.2~t31、焊接电流参照TK-WI-D02-006氩弧焊作业指导书-C-新版发布2、表内焊接固定工时已包含准备工时,组配工时在内180<L≤36012min/件360<L≤50015min/件500<L≤80020min/件800<L≤125030min/件1250<L≤160034min/件2电器箱满焊接L≤250054min/件3台面板罩一次焊300<L≤32040min/件4台面板罩二次焊120<L≤16030min/件5拼焊L≤300060min/件注释1、门类型焊接计算依据:①看图、交检、表面清理、每批按20min/10件计算=准备工时,②组配按焊接工时的100%计算,③实际计算焊缝总长L/100m/min+准备工时+组配工时=总工时2、电器箱类型焊接计算依据:①看图、表面清理(包撕拉砂光纸)、交检、每批按45min/10件计算=准备工时,②组配按实际焊接工时的100%计算,③实际焊缝计算总长L/100m/min+组配工时+准备工时=总工时3、外表件长方圆筒体类型焊接计算依据:①看图、表面清理、交检、每批按20min/10件计算=准备工时,②组配按实际焊接工时的40%计算,③实际焊缝计算总长L/100m/min+组配工时+准备工时=总工时4、台面板罩类型焊接计算依据:①看图、表面清理(包撒拉砂光纸)、交检、每批按60min/10件计算=准备工时,②组配按实际焊接工时的100%计算,③实际计算焊缝总长L/100m/min+组配工时+准备工时=总工时5、重量超过150Kg按实际焊接总工时的110%计算(不含组配与准备工时)注:K为修正系数,准备工时K1,组配K2,重量K3,K=K1+K2+K3精选范本,供参考!
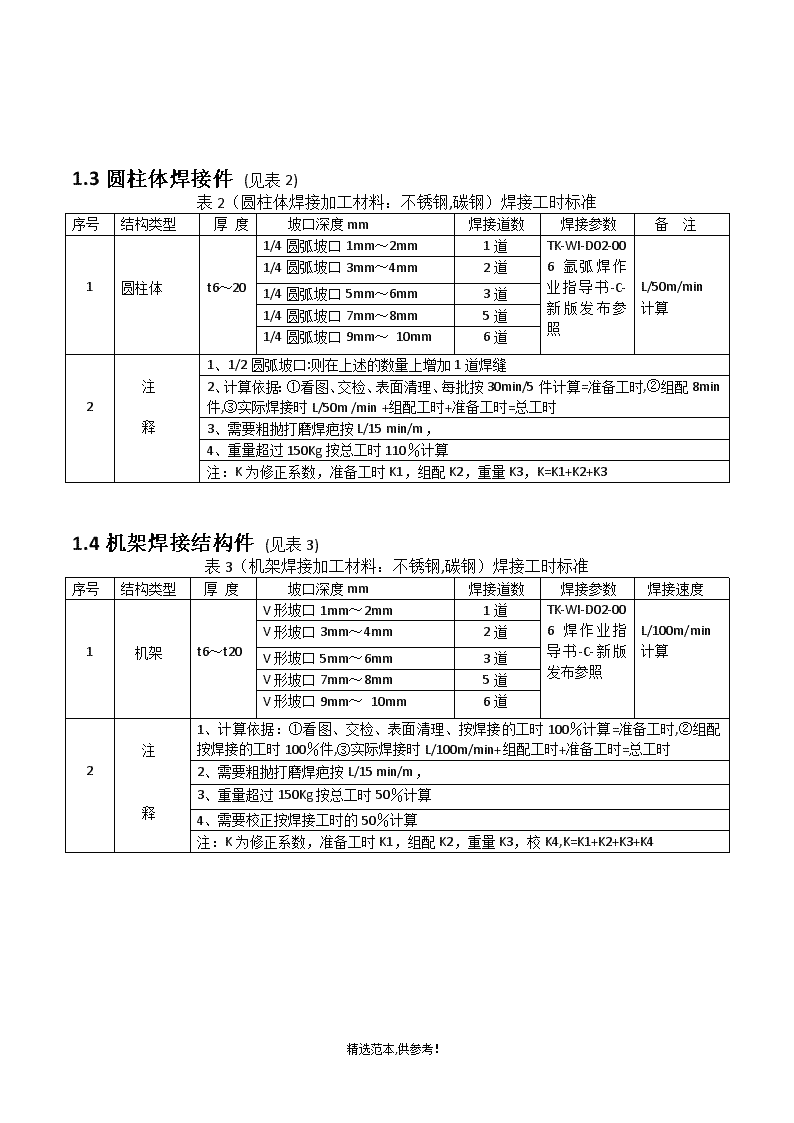
1.3圆柱体焊接件(见表2)表2(圆柱体焊接加工材料:不锈钢,碳钢)焊接工时标准序号结构类型厚度坡口深度mm焊接道数焊接参数备注1t6~201/4圆弧坡口1mm~2mm1道TK-WI-D02-006氩弧焊作业指导书-C-新版发布参照L/50m/min计算圆柱体1/4圆弧坡口3mm~4mm2道1/4圆弧坡口5mm~6mm3道1/4圆弧坡口7mm~8mm5道1/4圆弧坡口9mm~10mm6道2注释1、1/2圆弧坡口:则在上述的数量上增加1道焊缝2、计算依据:①看图、交检、表面清理、每批按30min/5件计算=准备工时,②组配8min件,③实际焊接时L/50m/min+组配工时+准备工时=总工时3、需要粗抛打磨焊疤按L/15min/m,4、重量超过150Kg按总工时110%计算注:K为修正系数,准备工时K1,组配K2,重量K3,K=K1+K2+K31.4机架焊接结构件(见表3)表3(机架焊接加工材料:不锈钢,碳钢)焊接工时标准序号结构类型厚度坡口深度mm焊接道数焊接参数焊接速度1t6~t20V形坡口1mm~2mm1道TK-WI-D02-006焊作业指导书-C-新版发布参照L/100m/min计算机架V形坡口3mm~4mm2道V形坡口5mm~6mm3道V形坡口7mm~8mm5道V形坡口9mm~10mm6道2注释1、计算依据:①看图、交检、表面清理、按焊接的工时100%计算=准备工时,②组配按焊接的工时100%件,③实际焊接时L/100m/min+组配工时+准备工时=总工时2、需要粗抛打磨焊疤按L/15min/m,3、重量超过150Kg按总工时50%计算4、需要校正按焊接工时的50%计算注:K为修正系数,准备工时K1,组配K2,重量K3,校K4,K=K1+K2+K3+K4精选范本,供参考!
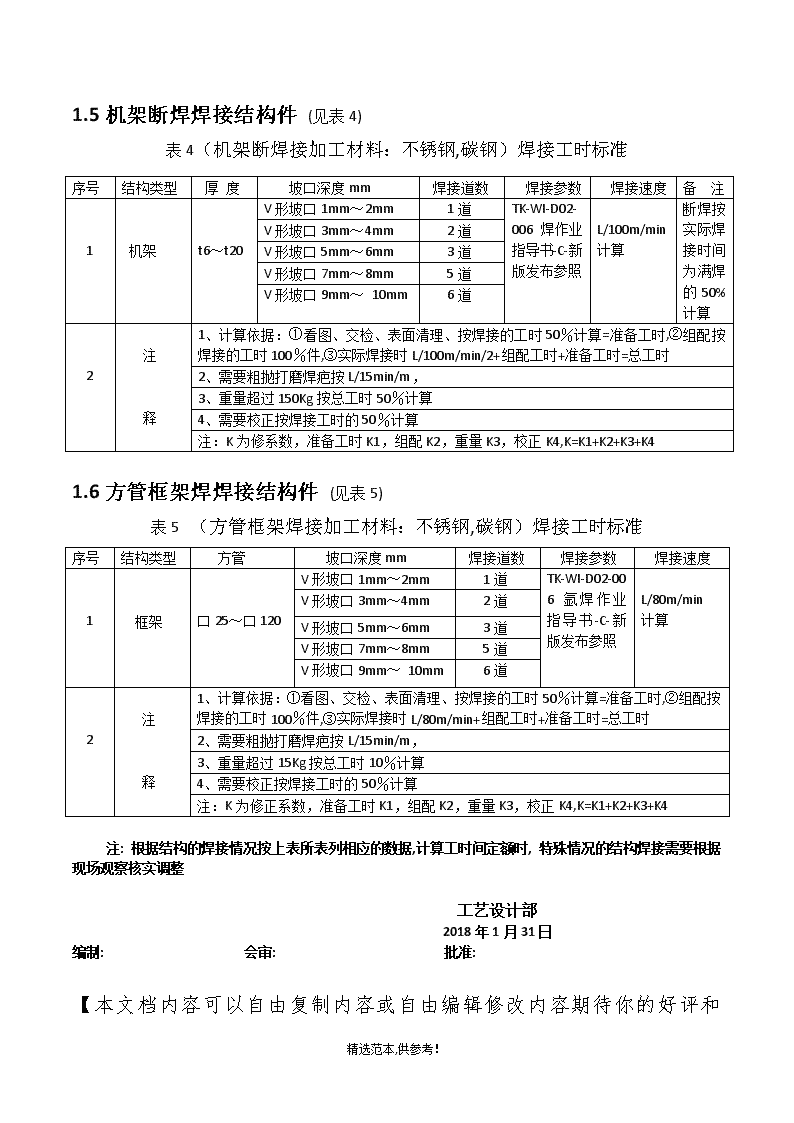
1.5机架断焊焊接结构件(见表4)表4(机架断焊接加工材料:不锈钢,碳钢)焊接工时标准序号结构类型厚度坡口深度mm焊接道数焊接参数焊接速度备注1t6~t20V形坡口1mm~2mm1道TK-WI-D02-006焊作业指导书-C-新版发布参照L/100m/min计算断焊按实际焊接时间为满焊的50%计算机架V形坡口3mm~4mm2道V形坡口5mm~6mm3道V形坡口7mm~8mm5道V形坡口9mm~10mm6道2注释1、计算依据:①看图、交检、表面清理、按焊接的工时50%计算=准备工时,②组配按焊接的工时100%件,③实际焊接时L/100m/min/2+组配工时+准备工时=总工时2、需要粗抛打磨焊疤按L/15min/m,3、重量超过150Kg按总工时50%计算4、需要校正按焊接工时的50%计算注:K为修系数,准备工时K1,组配K2,重量K3,校正K4,K=K1+K2+K3+K41.6方管框架焊焊接结构件(见表5)表5(方管框架焊接加工材料:不锈钢,碳钢)焊接工时标准序号结构类型方管坡口深度mm焊接道数焊接参数焊接速度1口25~口120V形坡口1mm~2mm1道TK-WI-D02-006氩焊作业指导书-C-新版发布参照L/80m/min计算框架V形坡口3mm~4mm2道V形坡口5mm~6mm3道V形坡口7mm~8mm5道V形坡口9mm~10mm6道2注释1、计算依据:①看图、交检、表面清理、按焊接的工时50%计算=准备工时,②组配按焊接的工时100%件,③实际焊接时L/80m/min+组配工时+准备工时=总工时2、需要粗抛打磨焊疤按L/15min/m,3、重量超过15Kg按总工时10%计算4、需要校正按焊接工时的50%计算注:K为修正系数,准备工时K1,组配K2,重量K3,校正K4,K=K1+K2+K3+K4注:根据结构的焊接情况按上表所表列相应的数据,计算工时间定额时,特殊情况的结构焊接需要根据现场观察核实调整工艺设计部2018年1月31日编制:会审:批准:【本文档内容可以自由复制内容或自由编辑修改内容精选范本,供参考!
期待你的好评和关注,我们将会做得更好】精选范本,供参考!'
您可能关注的文档
- 国家热水用水定额标准.doc
- 汽车维修工时定额标准.doc
- 焊工工时定额标准规范.doc
- 珠海市门诊统筹定额标准规范优化模型.ppt
- 湖南省2006消耗量定额标准(建筑装饰工程量计算规则).doc
- 最新土地开发整理项目预算定额标准实施手册.pdf
- 某工厂物料损耗定额标准.doc
- (整理)铁路工程预算定额标准说明.doc
- 房屋修缮定额标准.doc
- 天津市农作物需水定额标准.doc
- 土地开发整理项目预算定额标准.ppt
- 差旅费用定额标准.doc
- “余量法”制定数控劳动定额标准研究.ppt
- 土地开发整理项目预算定额标准湖南省补充定额标准(试行).doc.doc
- 吉林省行业用水定额标准.doc
- 最新版本用水定额标准.doc
- 《水利工程维修养护定额标准(试点)》(2010年修订稿).doc
- 信息化运维造价定额标准.ppt