


- 91.00 KB
- 6页


- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'机加车间加工工时定额方案(讨论稿)一、目的:运用精细化管理,合理确定零件定额标准,提高效率。二、适用范围:1、本车间所有产品零件生产的作业员工。2、本标准适用于单件、小批量、批量生产。三、原则:1、体现多劳多得、公平公正原则,并充分调动员工的工作积极性。2、每天以8小时为计时基准。3、工时定额时间组成:编程工时+(基本时间+辅助时间)×系数+生理时间。4﹑数控机床加工采用电脑专用软件程序编写并与机床连接。5﹑工时单价参照当年部门年终奖金分配总额。四、本《标准》中工时定额的组成及时间单位:定义时间单位定义时间单位备注准终时间小时:分钟加工时间分钟1、所有加工件均要做首件;
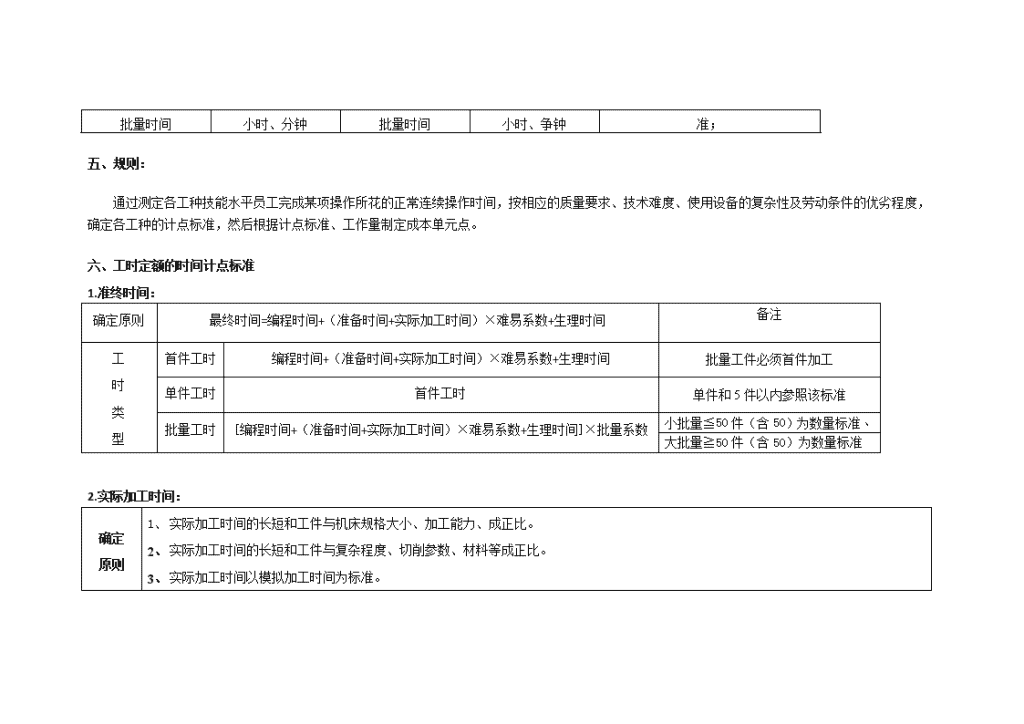
2、小批量以30件(含30)为数量标准;准备时间分钟生理时间分钟首件时间分钟单件时间小时、分钟批量时间小时、分钟批量时间小时、争钟五、规则:通过测定各工种技能水平员工完成某项操作所花的正常连续操作时间,按相应的质量要求、技术难度、使用设备的复杂性及劳动条件的优劣程度,确定各工种的计点标准,然后根据计点标准、工作量制定成本单元点。六、工时定额的时间计点标准1.准终时间:确定原则最终时间=编程时间+(准备时间+实际加工时间)×难易系数+生理时间备注工时类型首件工时编程时间+(准备时间+实际加工时间)×难易系数+生理时间批量工件必须首件加工单件工时首件工时单件和5件以内参照该标准批量工时[编程时间+(准备时间+实际加工时间)×难易系数+生理时间]×批量系数小批量≦50件(含50)为数量标准﹑大批量≧50件(含50)为数量标准2.实际加工时间:确定原则1、实际加工时间的长短和工件与机床规格大小、加工能力、成正比。2、实际加工时间的长短和工件与复杂程度、切削参数、材料等成正比。3、实际加工时间以模拟加工时间为标准。
3.准备时间:确定原则(1)、基本时间的长短和工件与机床规格大小、加工能力、成正比;(2)、基本时间的长短和工件与复杂程度、切削参数、材料等成正比。(2)计算公式:确定标准机床规格(%)加工能力(%)复杂程度(%)切削参数(%)材料性质(%)最终时间大中小高中低难适中容易碳钢不锈钢铅数控加工首件时间单件时间小批量时间批量时间首件时间单件时间小批量时间批量时间
4.系数:确定原则考虑零件的难易程度和数量需要;确定标准复杂程度批量程度容易适中复杂小批量批量5.生理时间:确定原则(1)、考虑男女员工的性别差距,考虑女员工的生理周期需要;(2)、考虑员工年龄差距。确定标准20-30岁30-40岁40-50岁50-60岁男员工女员工6.打杂工时:以8小时为计时基准并精确到具体打杂时间。七﹑现有普通机床及加工范围(工时确定标准?)普通机床加工用途(1)、零件的粗加工和半精加工。
(1)、数控机床无法替代的零件加工。(1)、零件的返修和炉丝加工。机床类型型号数量(台)加工范围加工用途备注普通车床CM61251通孔直径Ø25mm﹑最大加工直径Ø120mm﹑最大加工长度600mm。小型传感器零件加工普通车床J1-MAZAK1通孔直径Ø80mm﹑最大加工直径Ø280mm﹑最大加工长度1500mm。该范围零件的粗加工普通车床C6301通孔直径Ø68mm﹑最大加工直径Ø500mm﹑最大加工长度1000mm。该范围零件的粗加工和炉丝加工普通铣床X52K1最大加工长度680mm﹑最大加工宽度300mm。该范围零件的粗加工卧式镗床TX681最大加工长度1000mm﹑最大加工宽度1000mm。形状特殊零件的加工立式车床C52-1A1最大加工直径Ø1000mm。大型回转类零件的加工普通刨床1该范围零件的粗加工龙门刨床B1010A1最大加工长度1250mm﹑最大加工宽度4000mm。大型板类零件的加工俄罗斯数控铣床MA-655A122最大加工长度1000mm﹑最大加工宽度500mm。该范围零件的半精加工和新聘员工的培训
俄罗斯数控车床2通孔直径Ø40mm﹑最大加工直径Ø200mm﹑最大加工长度300mm。该范围零件的半精加工和新聘员工的培训没有尾坐无法加工较长轴类零件七、要求及相关说明1、计点标准一经确定,有效期为2年。除设计或工艺变更较大之外,不论实际计点高低,均不修改。2、临时任务临时技改等突发任务,的前5次按《标准》的1.5倍计点,以后按《计点标准》计点。3、计时工资人员无论做何事,禁止计算工时。4、除图纸、工艺等原因造成返工、返修外,操作者原因造成返工、返修不计工时;工序未完成不计工时。5、工时一经确定,禁止事后补计或减计。八、注意事项:1、标准由机加车间制定,报部门领导批准后开始实施。2、此工时定额标准作为年终奖发放的主要依据之一。3、任何人对此标准有异议的,可向机加车间主任申诉。'
您可能关注的文档
- 浙江省水利工程维修养护定额标准
- 水利工程维修养护定额标准(试行)2004.5
- 黑龙江省用水定额标准
- ldt_122-2004_劳动定员定额标准的结构和编写规则
- 材料定额标准化在新支线飞机上的应用
- 水利工程维修养护定额标准
- 水利部水利工程维修养护定额标准
- 制定工时定额标准的原则
- 水利工程维护管养定额标准
- 水利工程维修养护定额标准(试点)
- 浙江省水利工程维修养护定额标准
- 沈阳师范大学教学工作定额标准
- 焊接材料消耗定额标准
- 水文业务经费定额标准-新
- 浙江省水利工程维修养护定额标准
- 附件2个体工商户计算机定额核定系统定额标准及计算公式
- 附件六安市城乡居民基本医疗保险新增按病种付费定额标准
- 水利部水利工程维修养护定额标准