


- 2.22 MB
- 12页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'多层连接钢管砼组合柱施工工法工法编号:ZJ1GF-310-2009编制单位:主要执笔人:1前言钢管砼叠合柱(steeltube-reinforcedconcretecolumn)是指由截面中部钢管砼和钢管外钢筋砼叠合而成的柱,简称叠合柱。按截面形态可分为矩形截面和圆形截面。叠合柱的内外组成部分可不同期施工,也可同期施工。同期施工是指,同时浇筑钢管内砼和钢管外砼。同期施工的叠合柱可称组合柱。东北传媒文化广场工程外框筒采用组合柱方式。钢管砼组合柱共70根,钢管采用无缝钢管,非定尺加工,现场提供的钢管长度为8—12m,层高为5.1m、3.9m。钢管连接的一般做法为一层一接,从而保证了钢管内外砼同时浇筑。若采用一层一接方式则须将钢管在现场切断,然后再接高,但增加了内衬管的用量以及焊接次数,且钢管接高位置不能设在梁柱核心区内,必有部分钢管不能使用,将会大大增加成本,工期也大大增加。钢管长度采用二层或三层一接,吊装临时固定采用专用卡具,钢管内砼浇筑施工时,提前在钢管上留设10*20cm浇筑孔,砼浇筑完毕及时进行封堵,满足二级焊缝要求。通过多项创新技术,解决了钢管吊装、钢管内外砼同时浇筑等技术难题,大大加快施工进度,取得了良好的经济效益。在此基础上形成本工法。2工法特点2.0.1钢管采用多层一接,减少塔吊吊次,减少内衬管用量和钢管焊接,缩短工期,降低成本;2.0.2采用单层砼浇筑,钢管内用普通砼取代自密实砼,降低成本;2.0.3专用临时卡具操作简单,重复使用,降低成本。3适用范围3.0.1本工法适用于采用两层或多层一接方式的钢管砼组合柱的施工。4工艺原理4.0.1钢管砼组合柱施工包含钢管吊装、钢筋绑扎、模板支设和砼浇筑、养护等多道施工工序。钢管砼组合柱中钢管采用二层或三层一接,吊装钢管临时连接固定采用专用卡具;钢管内砼浇筑施工时,提前在钢管上留设10*20cm浇筑孔,砼浇筑完毕及时进行封堵。12
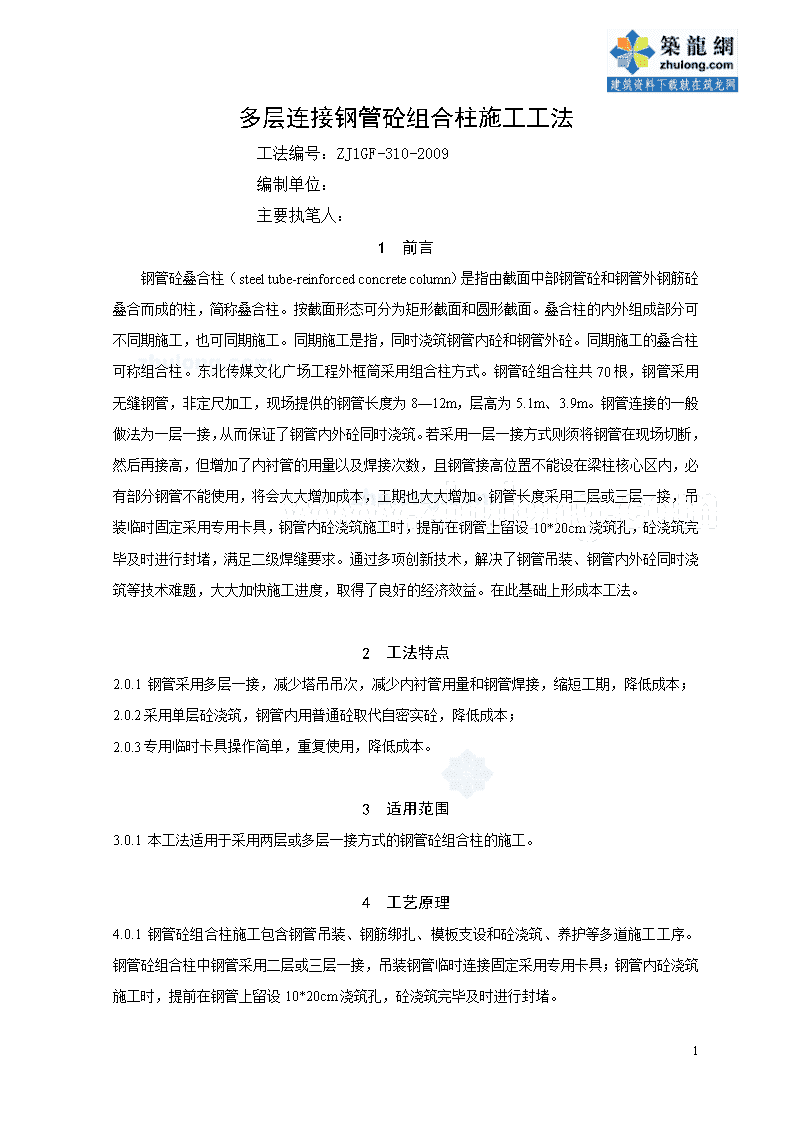
5施工工艺流程及操作要点5.1施工工艺流程施工准备钢筋绑扎及模板支设钢管吊装、临时就位钢管连接固定组合柱砼浇筑组合柱砼养护图5.1组合柱施工工艺流程5.2操作要点5.2.1施工准备1根据设计及规范要求,钢管接高位置通常在楼板向上0.3-1m之间,每根钢管进场后进行实量,合理进行搭配保证接高位置正确。2每根钢管编号后,根据每根钢管安装位置,在各层楼板往上1m标高处提前开设10X20cm的砼浇筑口,保证钢管内砼的顺利浇筑。3为控制好钢管内每次浇筑砼高度,在每层板顶及梁底标高处开设2cm的观察口。5.2.2钢管的吊装及临时就位1为保证钢管柱接高的质量和速度,采取下述接高连接方式制作专用卡具,用螺栓调整标高和垂直度(见下图)12
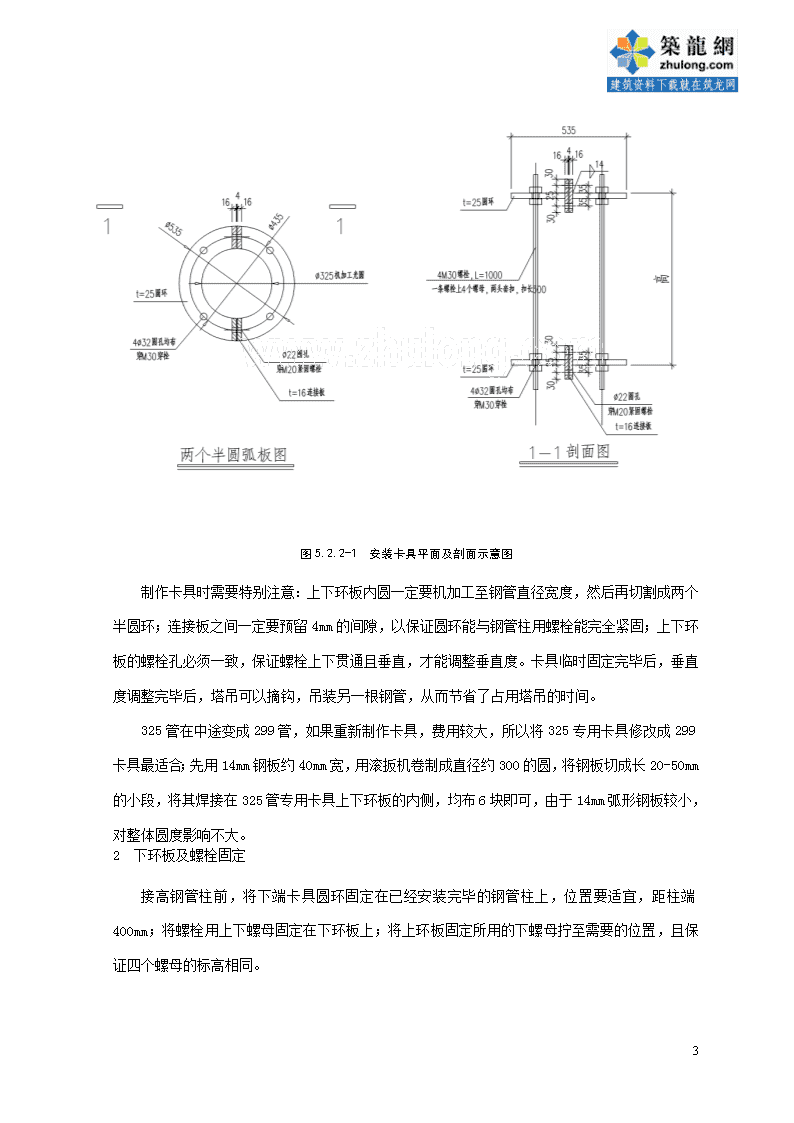
图5.2.2-1安装卡具平面及剖面示意图制作卡具时需要特别注意:上下环板内圆一定要机加工至钢管直径宽度,然后再切割成两个半圆环;连接板之间一定要预留4mm的间隙,以保证圆环能与钢管柱用螺栓能完全紧固;上下环板的螺栓孔必须一致,保证螺栓上下贯通且垂直,才能调整垂直度。卡具临时固定完毕后,垂直度调整完毕后,塔吊可以摘钩,吊装另一根钢管,从而节省了占用塔吊的时间。325管在中途变成299管,如果重新制作卡具,费用较大,所以将325专用卡具修改成299卡具最适合;先用14mm钢板约40mm宽,用滚扳机卷制成直径约300的圆,将钢板切成长20-50mm的小段,将其焊接在325管专用卡具上下环板的内侧,均布6块即可,由于14mm弧形钢板较小,对整体圆度影响不大。2下环板及螺栓固定接高钢管柱前,将下端卡具圆环固定在已经安装完毕的钢管柱上,位置要适宜,距柱端400mm;将螺栓用上下螺母固定在下环板上;将上环板固定所用的下螺母拧至需要的位置,且保证四个螺母的标高相同。12
图5.2.2-2下环板及螺栓固定3上环板固定:将上部卡具圆环初步固定在要安装的钢管柱上,位置要适宜,距柱端400mm;4钢管吊装:钢管采用塔吊进行吊装.图5.2.2-3利用塔吊进行钢管吊装5钢管的临时固定:用塔吊将构件吊至需要安装的位置,由信号工指挥,慢慢降落并对准螺栓;将上环板缓慢落至螺母上,上环板拧紧并初步拧紧螺栓的上螺母。图5.2.2-4钢管临时固定12
6垂直度控制:为保证吊装垂直度满足要求,提前在钢管上两个方向上焊接两根直钢筋,采用挂大线坠方式进行垂直度控制,通过调整专用卡具下螺母来调整垂直度,图5.2.2-5挂线坠吊垂直调整完毕后将上螺母拧紧,再次复测垂直度和间隙,并且在两个方向上再次采用经纬仪来检查垂直度,满足要求后,就可以将塔吊摘钩,吊装下一根钢管柱。图5.2.2-6钢管临时固定完毕5.2.3钢管连接固定钢管连接固定采用加内衬管焊接的方式。1选择合适尺寸的内衬管,再进行机加工;采购外径略大于所需外径且壁厚较厚的内衬管,机加工至所需外径和壁厚。根据无缝管的外径和壁厚来选择内衬管,内衬管与无缝管内壁的间隙预留2mm左右为宜。内衬管壁厚不宜小于5mm,一般应采用6mm最适宜。考虑到安装方便,宜在内衬管两侧车制锥度。2焊机选择:采用二氧化碳保护焊焊机焊接,二氧化碳保护焊焊机焊接,穿透能力强,焊渣几乎没有,可有效保证焊接质量;12
3等直径钢管接长时采用等强度坡口对接焊缝,焊缝质量不低于二级标准。在钢管连接处设置管壁t=6mm的内衬管作为现场环形焊缝的背衬。内衬钢管段,其外径比钢管柱内径小4mm,详见下图。图5.2.3-1等直径钢管设置内衬管段接长的构造焊接前先将接口位置的油污、锈蚀及其他赃物清除干净,打好坡口角度,调整好钢管垂直度;钢管现场采用二氧化碳保护焊焊接时,控制好电流强度大小,尽可能减少焊接残余应力和残余变形。图5.2.3-2二氧化碳保护焊图5.2.3-3焊完效果4钢管柱在一定标高处需变径。不等直径钢管接长时采用连接板连接,连接板厚度t≥s-t1+t2且不小于16,t1≥t2,中间开直径为180mm圆孔,连接构造详见下图。图5.2.3-4不等直径钢管接长的构造12
5.2.4钢筋绑扎及模板支设外框梁钢筋绑扎时,纵向钢筋必须避开钢管在钢管两侧通过,中间铺设架立筋,保证四肢箍筋,详见下图:图5.2.4-1钢管与梁钢筋关系节点图钢管安装完毕后,及时根据图纸进行钢管外钢筋绑扎及组合柱模板支设。图5.2.4-2钢筋绑扎完毕图5.2.4-3组合柱模板支设5.2.5钢管砼组合柱砼浇筑1管内砼浇筑管内混凝土浇筑采用侧壁开孔手工振捣的方法,在每层层高上1m处开设10*20cm砼浇筑口,并在此浇筑口插振捣棒振捣密实。浇筑完毕后,及时进行封堵,采用二氧化碳保护焊焊接。浇筑方法如下图所示。12
图5.2.5-1管内砼浇筑示意图1)砼浇注标高的控制:砼浇筑前,确定砼浇注高度,在每层钢管根部上开设2cm的观察孔和排气孔,进行标高控制。图5.2.5-2钢管上开设观察孔和排气孔12
2)在规定的标高位置上留设的10*20cm砼浇筑孔朝向结构面内,方便钢管内砼浇筑。图5.2.5-3钢管上开设浇筑孔3)钢管内砼浇筑应先浇注10到20mm厚与砼强度等级相同的减石子水泥砂浆,以免自由下落的砼粗骨料产生弹跳现象。浇筑半层时从浇筑孔内插入振捣棒进行振捣,以此进一步让砼达到密实。第一次浇注至梁底,待核心区钢筋和模板施工完毕后,再进行浇注,管内砼浇注至板顶标高处。图5.2.5-4钢管内砼浇筑图5.2.5-5钢管内砼振捣4)当该层砼浇筑完毕后,将原浇筑孔切割下来的钢板采用二氧化碳保护焊的方式将该浇筑孔封堵,并进行探伤试验,保证满足二级焊缝的要求;图5.2.5-6浇注口封堵图5.2.5-7探伤试验12
5)最后一层采用立式手工浇捣法。直接从钢管顶部进行浇注砼,从钢管顶口直接插入振捣棒进行振捣。2管外砼浇筑管外混凝土需在管内混凝土初凝前,进行管外混凝土浇注,浇注时应用振捣棒振捣密实,拆模后采用塑料薄膜布包裹进行养护。6材料与设备6.1施工工具6.1.1钢结构工程:气体保护焊机、逆变弧焊机、砂轮切割机、液压剪板机、直条多矩火焰切割机、刨边机、靠尺、氧气乙炔割枪、电焊机、磁力线坠、撬棍。6.1.2钢筋工程:切割机、调直机、弯曲机、砂轮切割机、钢筋钩子、钢筋刷子、撬棍、扳手、钢卷尺。6.1.3模板工程:柱模、对拉螺栓、钢管、专用扳手、钢卷尺、直角尺、线坠、白线。6.1.4砼工程:砼输送泵、砼运输车、布料杆、振捣电机、振捣棒、标尺杆、溜槽。6.1.5其他设备:塔吊、激光经纬仪、水平尺、钢卷尺、超声波探伤检测设备。6.2施工材料6.2.1钢结构工程:钢管、钢板、螺栓、连接板、内衬板、焊条、焊丝等。6.2.2钢筋工程:钢筋、焊条(应与钢型号相匹配)、火烧丝等。6.2.3砼工程:钢管内、外砼可相同,钢管内砼也可高于钢管外砼。钢管内用高强度等级砼(应依据设计掺入适量微膨胀剂),抗震设防烈度8、9度时不宜高于C60,6、7度时不宜高于C70;钢管外砼优先选用自密实砼。7质量控制7.1钢构件质量控制7.1.1钢管进场验收应参照《钢管砼叠合柱结构技术规程》CECS188-2005表9.5.2。7.1.2钢管焊缝要求钢管应由专业工厂生产,并应提供符合标准的出厂质量合格证。钢管的尺寸规格宜按我国钢管厂提供的产品目录选用。钢管现场接长时必须采用坡口熔透焊缝,焊缝质量不应低于二级标准。其他焊缝质量应符合二级标准。7.1.3放样结束后,应按图纸检查浇注孔及观察孔是否准确,孔洞直径偏差控制在±5mm之内,检查完后方可进行割孔。7.1.3钢管吊装前应对其内壁做除锈处理。7.2钢管安装7.2.1现场吊装钢管时,应将其上口包封,防止异物落入钢管内。12
7.2.2安装定位板时,应对定位板、预埋地脚螺栓进行检查,允许偏差参见《钢结构工程施工质量验收规范》GB50205-2001表10.2.2。7.2.3钢管吊装时,应控制其垂直度,其控制范围可参见《钢管砼结构设计与施工规程》CECS28:90表7.3.4。7.2.4钢管安装完毕后,应对钢管焊缝进行超声波探伤检测(见图7.2.3),如不能对缺陷进行判断时,应采用射线探伤。一、二级焊缝质量等级及缺陷分级参见《钢结构工程施工质量验收规范》GB50205-2001表5.2.4。图7.2.3探伤试验7.2.4当梁板与柱分开浇筑时钢管内外砼浇筑标高,不应高于梁底标高下150mm,二次浇筑应在板顶标高处;当梁、板、柱同时浇筑时钢管内外砼浇筑标高,直接浇筑到板顶标高处;。7.2.5每层钢管内砼采用振捣棒进行振捣,钢管内砼采用敲击钢管的方法进行初步检查,如有异常,则应用超声波检测,对不密实的部位应采用钻孔压浆法进行补救,然后将钻孔补焊封固。7.4砼结构工程(钢筋、模板、砼)验收应以《砼结构工程施工质量验收规范》GB50204-2002为依据。8安全措施8.0.1所有施工人员必须严格遵守施工现场有关安全施工的规定。8.0.2施工人员应培训合格后方可操作,操作人员必须精心操作,听从指挥。8.0.3所有选用机具,工具必须严格检查,不合格产品严禁使用。8.0.4气焊用氧气瓶、乙炔瓶应按有关规定加以限制,储存需有专用储存室,并设专人管理。气焊操作人员应保证瓶距之间及与火源之间距离10m以上。乙炔瓶应具备防止回火装置,防震胶圈应完整无缺。8.0.4钢管吊装过程中,必须设塔吊信号工指挥及观察,信号统一、准确,操作平稳。吊运气瓶到高处作业面应专门制作笼具。8.0.5进施工现场人员劳动保护要佩带齐全。9环保措施9.0.1所有施工人员必须严格遵守施工现场有关环保的规定。9.0.2现场的设备和机具及材料等堆放整齐,做到文明施工。12
9.0.3砼浇筑完以后,遗洒在周围的砼渣应及时清理。9.0.4气焊开孔后,割下的钢板片应集中摆放;电焊焊渣应及时清理。10效益分析常规的钢管砼组合柱中的钢管采用一层一接,不仅增加内衬管的使用数量和焊接次数,而且占用大量的施工时间,采用两层或三层一接不仅减少内衬管的使用数量和焊接次数,节约了成本,而且节省大量的施工时间;采用单层砼浇筑,钢管内用普通砼取代自密实砼,降低成本;采用临时卡具,重复使用,降低成本;11应用实例本工法在东北传媒文化广场工程中得到了成功的应用,本工程地下一层到地上16层共有70根钢管砼组合柱。地下一层~六层由一层一接改为两层一接;七层~十六层由一层一接改为三层一接;一层一接需接高16次,采用两层和三层一接后只需接高8次,节省8次焊接和八层内衬管费用,节约成本30多万元,取得了良好的经济效益。且减少了钢管接高时占用塔吊及框架柱钢筋绑扎的时间,每层节省工期2天,大大提高了施工速度。质量验收全部合格,效果良好(见图11.0.0),得到了质监站、监理及业主的好评,取得了显著的经济效益和社会效益。可为以后类似施工提供借鉴和指导。图11.0.0实施效果图12'
您可能关注的文档
- 工艺工法qc含空气层复合材料保温屋面施工工法
- 工艺工法qc大跨度大跨度仓库、厂房预应力屋架重叠预制施工工法
- 工艺工法qc山西体育馆异形梁柱节点施工工法(复合玻璃钢模板)
- 工艺工法qc复杂异形檐口铝板幕墙安装施工工法
- 工艺工法qc大直径给水衬塑复合钢管卡箍连接施工工法
- 工艺工法qc大面积无缝环氧水磨石地坪施工工法
- 工艺工法qc宁夏高层建筑矩形截面钢管柱自密实混凝土施工工法
- 工艺工法qc双向倾斜大直径高强预应力锚栓施工工法
- 工艺工法qc双面自粘橡胶沥青防水卷材湿铺施工工法
- 工艺工法qc大型铁路客站桥建合一结构体系承轨层施工工法
- 工艺工法qc大型体育馆钢结构开合活动屋面施工工法
- 工艺工法qc大空间吊顶转换支撑施工工法(附图)
- 工艺工法qc大跨度清水混凝土拱壳结构模板施工工法
- 工艺工法qc大断面煤巷综掘机快速施工工法
- 工艺工法qc工业建筑烟囱钢内筒液压钢绞索提升倒装施工工法
- 工艺工法qc后浇带变膨胀加强带的施工工法
- 工艺工法qc导座式附着升降脚手架施工工法(附图)
- 工艺工法qc塑料薄壁方箱现浇空心楼板施工工法