


- 421.50 KB
- 6页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'可调基础梁施工工法编制单位:批准部门:工法编号:主要执笔人:目录前言21主要经济技术特点22适用范围23工艺原理24施工程序25主要施工机具46劳动组织57质量、安全控制58经济和社会效益分析69工程实例66
前言在大型建筑安装工程中,长距离高速运行的生产流水线上,设备重量不一和动载负荷不均,即使安装时精度达到设计要求,待整条生产流水线运行后,会使各分段基础产生不同程度的沉降,影响整条生产线的水平度,从而导致设备不能正常运转,甚至发生事故。为解决这一技术难题,在生产流水线中采用可调节点这一特殊设计,将基础立柱从中断开,并用钢制可调节点的形式上下连接起来,每个接点设置两个千斤顶(油压)作上下调整(千斤顶视基础板上承载重量而定),从而使基础梁实现可调节的动态控制。该技术填补了国内空白,通过了南京市科委组织的专家的鉴定,获中建总公司科技进步三等奖。在施工实践的基础上,经过系统分析和科学试验,总结编制本工法。1主要经济技术特点1.l实现动态可调。可调基础梁是将基础立柱从中断开,安装可调节点,一旦发生不均匀沉降,调节可调节点上下箱体,使基础梁成为可调节高度的可调梁,达到动态控制,确保整条生产线基础的水平度。1.2制作、安装、测量可调节点的箱体精度高(见表1.2)序号可调节点(箱体)误差种类条件精度备注l箱体焊接后水平度误差小于0.1lmm具体精度要求可根据设计精度要求适当调整2箱体相互平行板平面定位误差小于101nm3箱体焊接后无变形尺寸误差小于3.0mm4轴线纵横向误差小于20mm/m5水平度纵横向误差小于1.0mm/m6下箱体顶面标高误差小于5mm7可调节点水平位置偏差小于2mm2适用范围本工法适用范围较为广泛,凡安装在同一水平基础梁上的长距离高速运转的生产流水线设备,为防止长时间运行后,基础产生不同程度沉降,确保整条生产线水平度,其基础的施工都可以采用本工法。3工艺原理利用千斤顶高度可调原理,在设备基础立柱中安装可调节点,当基础发生不均匀沉降后,调节可调节点上下箱柱体高度,然后进行基础梁找平,确保基础板的水平度。4施工程序可调梁工艺流程包括施工前准备、可调节点制作、可调节点安装、可调梁的测量找平,施工程序见图4.14.l施工准备4.1.l根据施工特点配齐施工机具,完成人员培训。4.1.2同建设单位和设计院共同进行图纸会审,初步确定施工方案。4.1.3依据图纸会审结果,编制施工工艺卡和传递卡,并向班组进行技术交底。4.2可调节点箱体的制作6
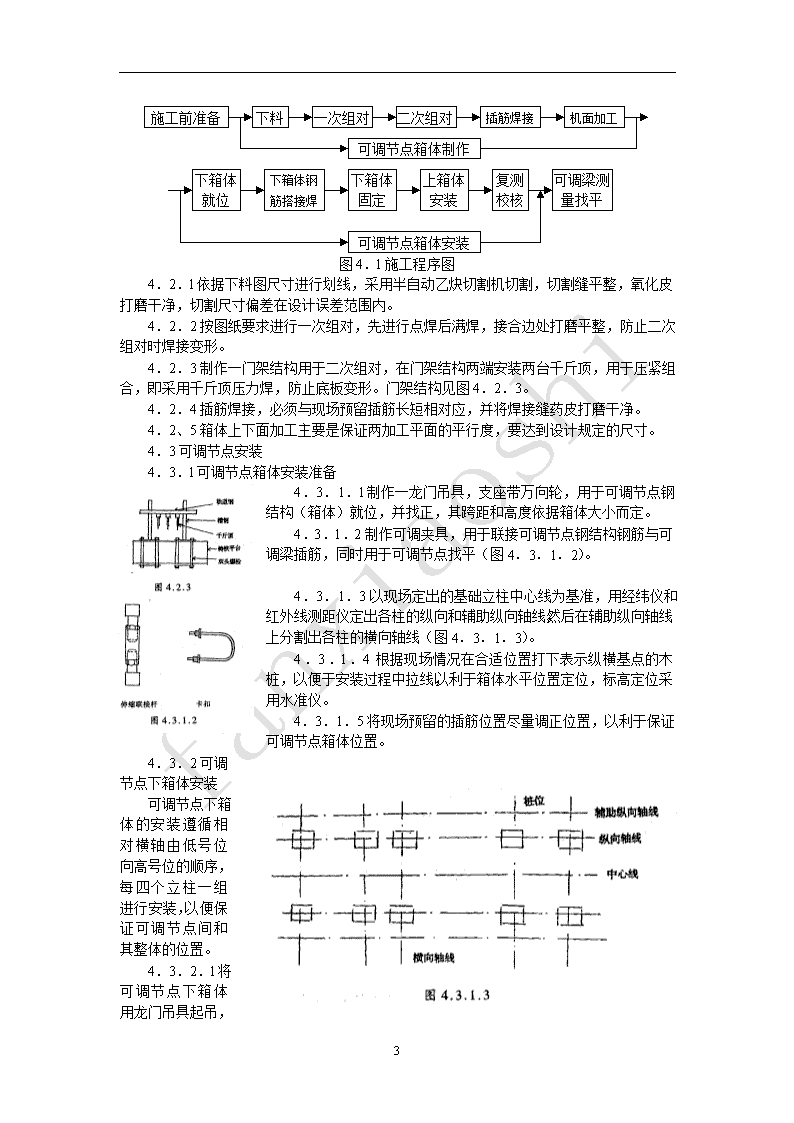
可调节点箱体制作施工前准备下料一次组对二次组对插筋焊接机面加工下箱体就位下箱体钢筋搭接焊下箱体固定上箱体安装复测校核可调梁测量找平可调节点箱体安装图4.l施工程序图4.2.l依据下料图尺寸进行划线,采用半自动乙炔切割机切割,切割缝平整,氧化皮打磨干净,切割尺寸偏差在设计误差范围内。4.2.2按图纸要求进行一次组对,先进行点焊后满焊,接合边处打磨平整,防止二次组对时焊接变形。4.2.3制作一门架结构用于二次组对,在门架结构两端安装两台千斤顶,用于压紧组合,即采用千斤顶压力焊,防止底板变形。门架结构见图4.2.3。4.2.4插筋焊接,必须与现场预留插筋长短相对应,并将焊接缝药皮打磨干净。4.2、5箱体上下面加工主要是保证两加工平面的平行度,要达到设计规定的尺寸。4.3可调节点安装4.3.l可调节点箱体安装准备4.3.1.l制作一龙门吊具,支座带万向轮,用于可调节点钢结构(箱体)就位,并找正,其跨距和高度依据箱体大小而定。4.3.1.2制作可调夹具,用于联接可调节点钢结构钢筋与可调梁插筋,同时用于可调节点找平(图4.3.1.2)。4.3.1.3以现场定出的基础立柱中心线为基准,用经纬仪和红外线测距仪定出各柱的纵向和辅助纵向轴线,然后在辅助纵向轴线上分割出各柱的横向轴线(图4.3.1.3)。4.3.l.4根据现场情况在合适位置打下表示纵横基点的木桩,以便于安装过程中拉线,以利于箱体水平位置定位,标高定位采用水准仪。4.3.1.5将现场预留的插筋位置尽量调正位置,以利于保证可调节点箱体位置。4.3.2可调节点下箱体安装可调节点下箱体的安装遵循相对横轴由低号位向高号位的顺序,每四个立柱一组进行安装,以便保证可调节点间和其整体的位置。6
4.3.2.l将可调节点下箱体用龙门吊具起吊,就位至相应标高,再调整龙门吊具的位置来调整可调节点下箱体的水平位置,同时利用水平尺进行箱体初步找平,找平应在箱体机加工面上进行。4.3.2.2利用预制可调夹具,将已就位的可调节点箱体与基础梁插筋夹紧,至少应夹紧对角四根(图4.3.2.2)。4.3.2.3拆除龙门吊具,利用可调夹具的伸缩杆,对可调节点箱体进行找平。4.3.2.4再一次检查复测箱体水平位置,在标高、水平度、精度达到设计要求后可进行焊接,焊接时应先点焊后满焊,同时注意对称焊。4.3.2.5焊接完毕后,应视箱体的稳定情况,设置固定支架,并将各可调节点相互联系,以提高整体稳定性。4.3.3可调节点上箱体的安装下箱体安装完毕,浇灌混凝土,并经养护期达到一定强度后方可安装上箱体。4.3.3.l将相同厚度的垫板置于下箱体,垫板厚度应精确测量并记录在册,然后上箱体吊装置于下箱体上,并调整位置,使上下箱体外边缘基本重合,垫块位置适中。4.3.3.2将上下箱体用双头螺栓联接,螺栓拧紧力矩,应适度。4.3.3.3上箱体钢筋与基础梁钢筋搭接焊时,应保证钢筋的垂直度。整个可调节点安装完毕,进行复测、校校,以便达到设计精度要求。可调节点大样见图4.3.3.3。4.4可调节基础梁质量检测。可调节点浇注后,长距离可调梁要进行测平,测平采用水平仪,调整可调节点的螺栓,边调整边测平,直到水平度达到设计精度。然后进行地脚螺栓预埋,基础板安装、测平(测平采用高精度经纬仪)及基础板划线、钻孔、机架就位。5主要施工机具主要施工机具见表5.l。可调节点施工机具一览表表5.1序号名称型号用途单位数量备注1载重汽车1吨运输辆1具体数量视工期及工程规模而6
定2汽车吊8t吊装台l3半自动乙炔切割机GD——100制作的箱体钢板切割台24电焊机BX——300插筋、箱体焊接台45落地万向钻床Z32K箱体钢板打孔台26卷扬机1t吊运台17经纬仪T2测量放线台28红外线测距仪D3030可调节点定位台19水准仪J2箱体找平台310龙门吊具自制箱体吊装台211可调夹具自制夹紧插筋套412门架结构自制二次组对压力焊个46劳动组织劳动组织见表6.1序号工种人数备注1气焊工2—3按同时制作安装测量四个可调节点考虑2电焊工6—103起重工4—64钳工5—75测量员2-46质检员27管理人员38安全员19电工l10其它辅助员3—5劳动组织和施工管理应以可调节点的箱体制作、安装和可调节点测量为中心,合理安排调度,保证安装质量和施工进度。7质量、安全控制7.l质量控制7.1.l充分做好施工准备,编写详细施工方案和操作规程。7.1.2增强施工人员的质量意识,充分调集经验丰富、技术精的人员参与施工。7.1.3设立质量监督小组,由质保工程师和专职质量员组成并邀请专家参与质量控制。7.1.4保管好各类施工机具,特别要保证测量仪器处于良好的工作状态。7.1.5可调节点安装必须严格按照施工图纸执行,设置严密控制体系,实行分级控制,每道工序都要进行检查,合格后方可进行下一道工序,具体控制体系见表7.1.5。质量分级控制表序号控制点控制级备注1下料A、BA级:施工班组自检、自控B级:技术负责人、专职质量员认可签章C级:建设单位认可签章D级:设计院、建设单位、施工单位联合检查认可签章2一次组对A、B3二次组对A、B4插筋焊接A、B5机面加工B、C6下箱体就位、找正找平B、C7下箱体钢筋搭接焊A、B8下箱体固定B、C9上箱体安装B、C10复测、校核C、D7.2安全控制7.2.l建立严格的安全保证体系,设立专职安全员,所有操作人员必须持证上岗,严禁无证操作。7.2.2可调节点安装时,土建、安装交叉作业,所有人员进人现场均需配戴出入证、安全帽。7.2.3施工现场预留孔洞较多,必须用木板进行铺盖,并设立防滑标志。6
7.2.4现场施工用电采用标准配电箱,严禁私接乱接。8经济和社会效益分析可调基础梁施工的顺利实施,达到了设计精度要求,保证了基础梁的可调节性和调节后的找平,填补了国内在此领域的空白,取得了较好的经济效益和社会效益。9工程实例1995年在苏州紫兴纸业有限公司高档铜版纸工程中,在长达360m的生产流水线上采用可调节点这一特殊设计,在86根混凝土基础立柱中全部安装可调节点,使基础梁成为可调节高度的可调节梁,解决了长距离生产流水线各分段重量不一,经长时间运行后造成不同程序沉降,从而影响整条生产线的水平的技术难题。在设计方面未考虑施工可行性条件下,解决了箱体结构焊接密度集中所造成的部件变形而影响箱体质量问题。同时也解决了360m长距离定点放线的难题。可调节点的制作、安装、测试及调整都取得成功,可调节点一次制安合格率达95%。6'
您可能关注的文档
- 弧形建筑测量施工工法
- 薄壁空心墩翻模施工工法
- 掺灰土路基施工工法2
- 基坑内碎石垫层汇水、盲沟导水_地下水位自动控制潜水泵抽水降水施工工法
- 7客运专线长钢轨低温锁定施工工法
- gjyjgf212-2010大跨度斜腿刚构桥斜腿竖向转体及单边悬臂灌筑梁体施工工法
- 7.7.管廊管道施工工法-b5
- 大面积高标准混凝土楼地面施工工法
- 全套管钻孔灌注桩施工工法
- 地下连续墙预制钢筋混凝土榫式接头施工工法
- 宽孔距深孔微差控制爆破施工工法
- 钢管混凝土顶升浇筑施工工法
- 泵送混凝土施工工法
- 预制水磨石地面空铺施工工法
- 浅覆土河床地段盾构施工工法
- 聚乙烯pe压力污水管道施工工法(含施工图)
- 有粘结预应力钢筋砼梁施工工法
- 建筑常用施工工法汇总