


- 605.93 KB
- 16页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'管廊管道施工工法王亚民仲崇彪1.前言石油化工装置管廊区的工艺管道占装置总量(延长米)45%左右,是开工最早,完工最晚的一个施工区域。作为连接各生产区域(单元)工艺管道系统的枢纽,也是影响工艺管道施工最后一道工序试压、吹扫、气密、单机试运的关键点。工艺管道施工受到材料及现场条件的制约因素很多,给工艺管道施工组织工作增加了难度。特别是管廊区施工存在工作量及作业面大、工期长的特点,造成人员投入多,施工效率低,进一步加大了施工组织难度。为了解决客观因素影响,通过施工组织模式调整科学的提高施工效率。因此根据管廊管线布局的特点进行工序分解组成五步施工法,通过技术准备、材料储备、预制、安装形成流水作业,提高管道预制安装的整体工效。2.特点2.1根据目前国内石油化工装置地面以上工程施工的组织模式,管廊区设计施工图相对其他区域是最先完成的,在施工组织安排上,管廊钢结构也相对其他区域最早达到管道安装条件,为管廊区工艺管道施工提供了现场条件基础。2.2在管道工程材料采购方面,最容易采购也是最先到货的是大宗材料,正常情况下工艺管道的材料到货先后顺序是:管材、型材→弯头、三通→法兰、阀门→螺栓、垫片及其他,为管廊区工艺管道开工提供了物资基础。2.3为了把优先到货有限种类的管道组成件有效的应用到管廊工艺管道施工中,将管廊工艺管道施工按五个施工工序进行分解,即:直管段预制、安装→管托预制、安装→膨胀弯预制、安装→甩头预制、安装→阀组预制、安装。3.适用范围石油化工装置管廊区的工艺管道预制、安装施工。4.工艺原理4.1石油化工装置管廊区的工艺管道所使用的材料种类相对比较单一,再进一步把施工工序进行分解,使材料及施工方法进一步简单化,以提高工作效率和管廊563
管道安装的完整性,避免一道工序重复施工的现象。4.2配合材料到货顺序安排合理工序,使材料合理利用率最大化,避免无计划、无顺预制而现场安装无法展开的局面。5.工艺流程564
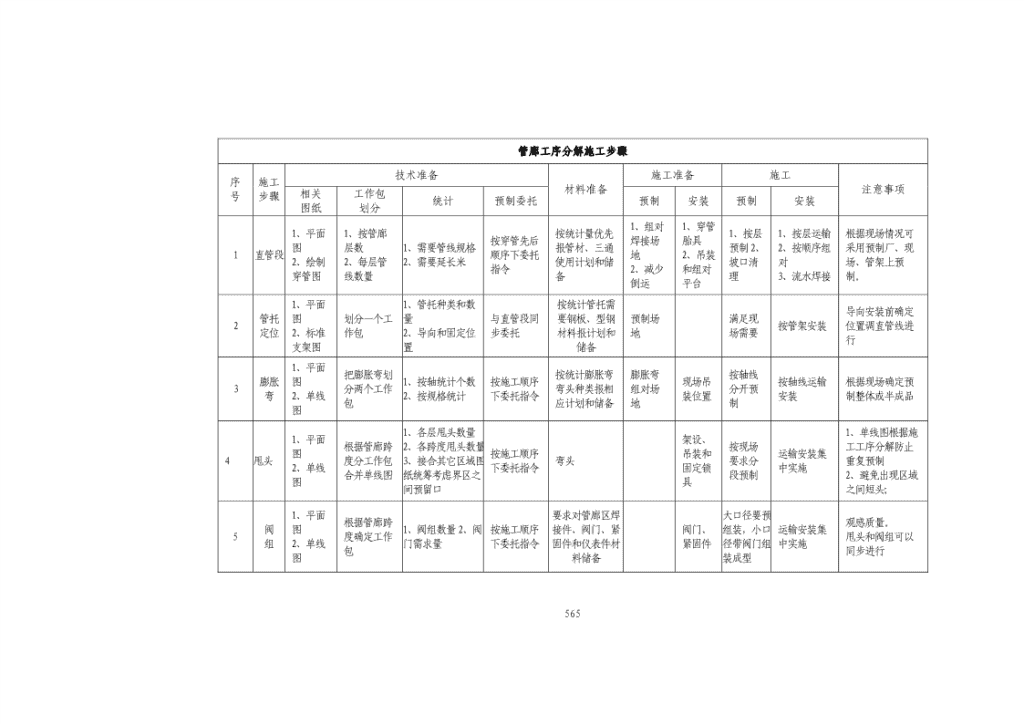
管廊工序分解施工步骤技术准备施工准备施工序施工材料准备注意事项号步骤相关工作包统计预制委托预制安装预制安装图纸划分1、组对1、穿管1、平面1、按管廊按统计量优先1、按层1、按层运输根据现场情况可按穿管先后焊接场胎具图层数1、需要管线规格报管材、三通预制2、2、按顺序组采用预制厂、现1直管段顺序下委托地2、吊装2、绘制2、每层管2、需要延长米使用计划和储坡口清对场、管架上预指令2、减少和组对穿管图线数量备理3、流水焊接制。倒运平台1、平面1、管托种类和数按统计管托需导向安装前确定管托图划分一个工量与直管段同要钢板、型钢预制场满足现2按管架安装位置调直管线进定位2、标准作包2、导向和固定位步委托材料报计划和地场需要行支架图置储备1、平面把膨胀弯划按统计膨胀弯膨胀弯按轴线膨胀图1、按轴统计个数按施工顺序现场吊按轴线运输根据现场确定预3分两个工作弯头种类报相组对场分开预弯2、单线2、按规格统计下委托指令装位置安装制整体或半成品包应计划和储备地制图1、各层甩头数量1、单线图根据施1、平面架设、根据管廊跨2、各跨度甩头数量按现场工工序分解防止图按施工顺序吊装和运输安装集4甩头度分工作包3、接合其它区域图弯头要求分重复预制2、单线下委托指令固定锁中实施合并单线图纸统筹考虑界区之段预制2、避免出现区域图具间预留口之间短头;1、平面要求对管廊区焊大口径要预根据管廊跨观感质量。阀图1、阀组数量2、阀按施工顺序接件、阀门、紧阀门、组装,小口运输安装集5度确定工作甩头和阀组可以组2、单线门需求量下委托指令固件和仪表件材紧固件径带阀门组中实施包同步进行图料储备装成型565
6.主要施工方法6.1直管段施工6.1.1技术准备1.单线图二次设计要求:(1)以管线号为单位二次设计单线图,焊口号连续标注。(2)掌握单根管材的长度,以便安装焊口和预制焊口的准确标注。(3)直管段预制一般采用双管连焊。2.绘制穿管图:(1)将分块设计的平面布置图按层面整合绘制到一张图纸上。(2)去繁求简,穿管图仅体现直管段部分及相关尺寸:不包含膨胀弯(部分管线号少的可包括)、横向甩头、阀组以及竖管部分,各项(管线号、管道间距尺寸、管道长度尺寸、定位尺寸)标注力求一目了然。566
6.1.2材料计划1.分层划分工作包,通过穿管图统计出各层管线数量及延长米、防腐等级。2.向供应部门报管材使用计划,根据统计量乘以20%作为膨胀弯和甩头材料的储备,同时要考虑局部需要的三通和偏心异径管。3.向防腐厂下防腐委托。6.1.3材料储备1.供应部门按照材料使用计划向甲方(总承包)申报计划、提取后运往防腐厂。2.根据使用计划对照总计划量,按照少量用料一次性备齐,大量用料分批储备的原则进行准备。3.根据需要将防腐完的管线直接送到相应目的地(膨胀弯和甩头用料送往预制厂)。567
568
(一)层管廊材料统计表序号执行标准名称规格材质数量单位防腐等级1GB/T8163无缝钢管SCH20DN10020#122米P-62GB/T8163无缝钢管SCH30DN10020#121米P-63GB/T8163无缝钢管SCH60DN30020#121米P-64GB/T8163无缝钢管SCH80DN10020#56米P-65GB/T8163无缝钢管SCH20DN20020#132米P-66GB/T8163无缝钢管SCH40DN25020#125米P-67GB/T8163无缝钢管SCH80DN2520#125米P-68GB/T8163无缝钢管SCH80DN4020#78米P-69GB/T8163无缝钢管SCH80DN2020#124米P-610GB/T8163无缝钢管SCH20DN40020#214米P-611GB/T8163无缝钢管SCH40DN35020#112米P-612GB3087SH/T3408等径三通BWSCH40DN35020#4个P-613GB713SH/T3408管帽BWSCH40DN35020#2个P-614GB5310SH/T3408偏心异径管SCH20*SCH20DN350*20020#3个P-6施工员:技术负责人:申报日期:569
6.1.4预制1.根据现场情况可分为预制厂预制和现场预制,预制的顺序要结合安装的顺序进行。2.预制厂预制要考虑运输确定预制长度,运输过程要结合安装顺序。3.现场预制可采用地面预制和管廊上预制,地面预制要在一个合适位置搭建临时组对平台。4.直管段要进行排版定尺,坡口要在地面处理完成。6.1.5吊装、穿管就位1.安装之前安装好穿管用工装(穿管器),大口径管线安装前,根据大管径管线安装量要考虑使用卷扬机等设备。2.穿管之前应架设操作平台(穿管用站人平台或双管连焊平台)及影响管道就位其他架设的拆除。3.穿管之前要在管廊标注管道就位标识。4.吊装要规划好管道吊装顺序,确保吊装和穿管形成流水作业。5.安装的组对焊接过程可以采用在穿管器上先组对焊接后就位形成流水作业或先管段就位后组对焊接。6.就位过程中应使焊缝(环焊缝或纵焊缝)避开管托、横梁和马鞍口。6.2管托施工6.2.1技术准备1.标准管托根据单线图统计型号和数量,支架标准图统计材料需求量。2.导向根据单线图统计型号、平面图统计数量。3.材料的使用计划可根据现场安装顺序报使用计划。4.下发到施工单位的委托,要结合安装顺序进行预制,机加工件应提前下委托。6.2.2材料准备1.管托的材料与管材储备同步。2.材料入场后及时委托刷底漆。3.按照安装顺序可根据总支架计划量分批提料。570
(一)层管廊支架委托加工单WBS编码空视图号序号支架型号数量01100NFL006002GA0101-1001TH24-1200-200201100NFL006002GA0101-1002TZ27-1200-200101099NFL006001GA0101-0991TH24-1200-264101099NFL006001GA0101-0992TH24-1200-246101099NFL006001GA0301-0993TH24-1200-230101256SV102002GA0101-2563TH13-400-881301256SV102002GA0101-2564TH13-400-831601256SV102002GA0101-2565TH13-400-79101256SV102002GA0101-2566TH13-400-22101256SV102002GA0101-2567TH12-300-170801256SV102002GA0101-2568TH12-300-158101256SV102002GA0101-2569TH12-300-152101256SV102002GA0101-25610TH12-300-1462401256SV102002GA0101-25611TH12-300-1401委托人:接受人:委托日期:接受日期:要求:1.此三条管线均有坡度要求,请在加工时一定要严格按照所给尺寸加工,不得擅自更改。2.在加工完毕后,请在管托明显位置标明支架型号,以防止混用。3.我方人员领用,若发现尺寸错误,此支架视为未加工。6.2.3预制1.标准的管托支架应进行预制,结构支架不需要预制(不包括附塔支架)。2.预制过程应采用剪板或轨道切割,焊接过程中采取有效措施防止受热变形。6.2.4安装1.通过现场核对梁的间距后,管托与管道焊接安装尽可能在地面完成可以提高工效。2.导向要在管线定完位后,并及时安装,防止管线移位。6.3膨胀弯施工571
6.3.1技术准备1.根据平面图统计膨胀弯数量。2.根据单线图提出弯头材料使用计划。3.报材料计划时,管材已在直管段备料时富余20%,无需再报。弯头按统计规格、数量报计划,同时要委托防腐。4.委托预制要考虑安装地点和需求顺序。管道预制委托单施工单位:管廊区层膨胀弯预制委托单序号管线号管段号(焊口号)备注1111-800-AG-011701-2TB13R-ST5,6,7,8,9,10PR17~18276,77,78,79,80111-350-AG-012002-2TB13R-N360,61,62,63,64,4111-200-AG-050101-2TB13R-N46,47,48,49,50,515111-150-AG-050401-2TB13R-N74,75,76,77,78,792111-450-AW-040402-2TB13R-PP2,3,4,5,6,7,PR09~113111-100-FG-020401-2BE2-ST12,13,14,16,17PR9~10440,41,42,43,44,45,46PR25~265111-350-HS-070101-11TB3-HC54,55,56,57,58,PR17~18678,79,81,82,83,84,85PR06~0777,8,13,14,15,16,17,PR17~188111-300-HS-070105-11TB3-HC35,36,37,38,39,40,PR06~07954,55,56,57,58PR25~26107,8,9,11,12,14,15,16PR12~13111-300-LC-070301-2TB3-PP1128,29,30,32,33,35,36,37PR25~26127,8,9,11,12,14,15,16PR17~18111-350-LS-030201-2TB3-HC1324,25,26,28,29,31,32PR28~29572
序号管线号管段号(焊口号)备注14111-700-LS-070101-2TB3-HC60,61,63,64,PR24~261513,14,16,17,19,20PR14~15111-700-LS-070102-2TB3-HC1637,38,39,40,42,43PR25~26委托人:委托日期:接收人:接收日期:6.3.2材料储备1.按照申报的材料使用计划,根据总的规格计划量接合需求量进行提料。2.材料的储备主要是弯头,及时做防腐委托。6.3.3预制1.预制要根据运输和现场吊装条件分整体膨胀弯或分段预制段。2.各项标识要按照单线图进行标注。6.3.4安装1.运输过程的装卸要尽量一步到位,减少二次倒运。2.根据现场的吊装条件尽量使膨胀弯在地面组对焊接成型、管托焊接完成,并完成焊缝的检试验工作。6.4甩头施工6.4.1技术准备1.根据平面图统计甩头数量,合计多少个甩头。2.根据单线图报弯头使用计划(部分可以结合膨胀弯弯头使用计划一起报)及法兰和孔板法兰计划。3.按管廊区与其它区域间的碰头划分工作包。573
4.应避免仅做管廊部分甩头,要与其连接区域的甩头整合,统一进行定尺。5.应及时做好单线图的标识,避免重复预制。6.4.2材料储备1.按照申报的材料使用计划,根据总的规格计划量接合需求量进行提料。2.材料的储备主要是弯头(要接合膨胀弯弯头需求计划一起提料)及时做防腐委托,同时要储备所需要法兰和孔板法兰。管廊区甩头数量统计1区1区2区1区序号管线号延长米焊口号管径寸D1800-AG-011701-2TB13R-ST2.4811.1711800322100-AW-040502-2TB13R-PP4.9552.5398033250-GG-010401-15SE2-HC0.7643.611,12250204500-LC-0703B1-2TB3-HC0.87215002050.56711.7711,12250206250-LS-070103-2TB3-HC0.21.2132501070.22.0514,15250208111-400-LS-070401-2TB3-PP(1)2.9965.053400129111-500-LS-0709B1-2TB3-HC(1)6.3726,55004010450-MDEA-011202-5TB12R-PP6.9141.224501811111-450-MDEA-011203-5TB12R-PP(1)4.55212.52,3,6,73004812900-AG-011601-2BE2-N(1)1.37212.3529003613800-AG-011701-2TB13R-ST(1A)2.48512.35128003214400-AW-040501-2TB13R-PP(1)5.2973.17394001615400-AW-040507-2TB13R-N(1)6.893.19414001616300-GG-020103-11TB1-N(1)1.3382143001217400-NFL-011701-2TB13R-ST2.5412104001218400-NFL-011701-2TB13R-ST(1A)1.2911.11,24001219100-PW-CPR16-2TB11-N1.243212,11100820100-PW-CPR25-2TB11-N1.2430.712,11100821100-PW-CPR30-2TB11-N3.2436.1518,19100822100-TW-010301-2TB11-HC1.136.1514,1510082380-TW-010302-2TB11-HC1.15812.314,158062480-TW-011301-2TB11-HC3.024411,12,138096.4.3预制1.大部分的甩头可以以整合后的单线图定尺,坡口在预制厂加工好。与泵和设备硬碰硬的较短连接应预留50mm毛料。2.组对过程要注意空间角度及方向,孔板法兰尽可能焊接完成和检验合格。6.4.4安装1.运输过程按照区域间工作包装卸,减少二次倒运。574
2.安装过程要集中吊装、组对和焊接。3.要按平面图进行管线定位。6.5阀组施工6.5.1技术准备1.根据平面图统计阀组的数量(套数)。2.根据各轴间距的阀组数量划分工作包,便于预制、运输和安装。3.管廊区的剩余焊接件要全部申请,同时要申报阀门、紧固件和垫片。4.阀组的预制委托顺序要接合现场地坪完成情况(竖向的完成情况)。6.5.2材料储备1.首先管廊区的剩余焊接件按阀组匹配陆续配齐,及时防腐。2.其次把安装需要的阀门、紧固件和垫片陆续入库,尽可能设置现场库房,以便减少二次倒运。3.储备阀组支腿管材和底板的材料。6.5.3预制1.阀组预制按套施工,如调节阀尺寸无法确定,则需在调节阀处邻近弯头处预留一道调节口。2.阀组的预制需要在安装现场进行二次组对,二次组装成型确保几何尺寸后再进行安装及固定口焊接。3.支腿的底板要统一剪切。6.5.4安装1.阀组的安装要以平面图为依据组织施工。2.阀组的安装顺着甩头由上而下进行,并使阀组与管廊轴线间距保持一致。3.阀组的支架安装要与管道安装同步。575
7.质量要求7.1质量标准《工业金属管道工程施工及验收规范》GB50235-97《现场设备、工业管道焊接工程及验收规范》GB50236-98《石油化工有毒、可燃介质管道施工及验收规范》SH3501-2002《石油化工铬镍奥氏体钢、铁镍合金和镍合金管道焊接规程》SH/T3523-1999《石油化工铬钼耐热钢焊接规程》SH/T3520-2004《石油化工低温钢焊接规程》SH/T3525-2004《石油化工异种钢焊接规程》SH/T3526-2004《石油化工不锈钢复合钢焊接规程》SH/T3527-19997.2工程特点、常出现的质量通病和质量保证措施7.2.1工程特点1.施工周期长。由于装置管廊是连接各单元装置工艺管道的纽带,牵扯到全装置工艺管道系统完整性,所以管廊管道施工周期几乎与全装置工艺管道施工周期相同,即开工最早完工最晚。2.管材用量大。按延长米计算占全装置工艺管道总量的45%左右。3.高空作业及吊装作业多,架设要求高,施工作业面大,施工组织存在一定难度。7.2.2管廊管道工程常见的质量通病1.直管段的直线度、水平度、直管段之间的间距(特别是小口径管道)不易掌握。2.管托预制焊接变形大,管托与管道的焊接易产生漏焊、焊接不饱满现象。3.与各单元装置的工艺管道连接易产生偏差。4.成排阀组的直线度较难控制。5.由地面或基础支撑阀组的滑动或固定支架易产生悬空、埋在竖向里、与基础产生偏差现象。6.焊口号标识易出现与单线图的焊口号标识不符的现象。7.2.3质量保证措施1.开工前,做好向施工作业人员施工技术方案交底工作,特别是针对上述易出现质量通病的合格标准要进行详细的交底。2.在穿管之前,在管廊钢结构支撑管道的横梁做好定位标识,定位标识包括:管道中心定位点、管线号、间距尺寸。定位标识应每隔三、四跨或管道位置尺寸发生变化时做一次标识,以保证管道的直线度和定位位置的准确性。3.制作管托及支架底板板材的大批下料要采用剪板机进行,个别少量板材可采用火焰切割,但必须将氧化铁清理干净。管托预制时的组对焊接应使用组对焊接胎具,以保证管托的几何尺寸以及防止焊接变形。管托安装焊接时,应向施工作业人576
员交待清楚焊肉高度及焊接长度,并不断进行施工过程质量巡查。4.在与单元装置区甩头施工前,现场工程技术人员应将管廊甩头单线图与相连接的单元装置区管道单线图进行局部整合,管廊甩头管道预制安装时,可将该管道直接延伸到单元装置区内的第一个管道配件连接位置,以减少连接错位现象发生以及相应的大面积架设。5.阀组安装施工要在管廊区域内地面竖向完成后进行,而地面基础应在阀组安装后再进行施工。6.直管段吊装穿管和串管时,要根据吊装位置,策划好吊装穿管顺序和串管方向以及管段就位位置,以确保实际焊口号标识和单线图焊口号标识基本保持一致,避免使焊口的各项检试验工作产生混乱。8.HSE保证措施8.1施工技术方案必须包含详细的HSE保证措施,并根据管廊管道施工特点,作业环境等因素,编制危险源辨识和风险评估报告。8.2管廊管道施工的架设好坏不仅涉及安全问题还涉及到是工程质量、施工进度问题,所以根据管廊的整体结构、施工工序及架设能力整体筹划安排架设计划,对整个管廊管道施工是十分重要的。8.2.1重点考虑吊装穿管位置、串管人员站位位置、安装口组对焊接位置的确定,并按施工计划及时委托架设。架设委托包括:完成时间、架设位置、架设视图、架设要求(不能成为施工的障碍)。8.2.2架设完成后,必须经安全人员检查合格后方能投入使用。8.3装置管廊区地面是整个装置的交通要道,特别是在工程施工阶段,人员来往频繁,所以在距管廊最下层以下一米左右,应搭设贯通整个管廊的安全网,防止高空坠物伤人。8.4吊装作业前应对使用的吊车、吊装带或钢丝绳、卡环、倒链等机具认真检查,确保安全。8.5管廊管道施工高空作业多,作业人员在高空活动范围大且频繁,高空作业人员必须规范劳保着装,并架设生命绳,以便悬挂安全带且方便行走。9.主要机具及工装卡具9.1可根据管廊长度及现场作业条件分单面和双面穿管。9.2穿管过程可采用临时措施上挂式滑轮传动,主要工装工字钢、滑轮、倒链。10.劳动力安排577
10.1穿管工序施工主要是起重、普工,管工作为指导。10.2直管段、膨胀弯施工可以由B类岗长完成。10.3管托定位施工可以安排管托预制单位,缓解管工和优秀焊工资源。10.4甩头、阀组可以由一名A类岗长带3~4名B类岗长分片组织施工,做到集中施工提高效率。11.应用实例及效益分析11.1此工法通过青岛大炼油项目重整管廊、大连PX项目管廊、川东项目管廊区的施工加快施工进度,保证施工质量,降低施工成本。11.2此工法主要是施工组织形成流水作业,优化资源,提高施工效率,减少消耗,预计比传统施工方法降低施工成本15%~20%。11.3效率优势11.3.1提高材料使用率。把已到的有限材料预制完成后,紧接着可以进行安装,避免许多材料用在暂时安装不上的管段上。11.3.2减少储存场地。直管段、膨胀弯、甩头使用材料主要是管材和弯头,按照使用计划提料及时预制出场安装,减少供应周转场地、缓解预制厂的管段积压、现场管段堆放场地。11.3.3缓解供应压力。第一批是管材,把直管段计划使用量加上20%作为膨胀弯和甩头用料即可,第二批主要是弯头,即可保证膨胀弯和大部分甩头需要,第三批主要补齐管廊区剩余配件,满足阀组预制要求,第四批主要是阀门、紧固件和垫片,保证阀组的安装。11.3.4超前准备早开工。在二次设计图纸没有出来时,根据平面图可以进行技术准备编制工作包,同时可以进行直管段、膨胀弯和甩头的施工。11.3.5降低施工难度。通过工序分解把一张一张单线图的管段,合并成批量的组合件管段,通过岗前简单的培训,可以很快掌握组对方式。11.3.6提高工效。从原材料提取到管段出场运输可以做到一次到位,做到集中运输、集中吊装、集中组焊、集中架设,同时减少找管段时间。11.3.7降低人工成本。通过工序分解,减少技术工人需要,可以由1名A类岗长代2~3名B类岗长做预制安装工作,并且很快培育出B类岗长。11.4存在问题11.4.1技术准备增加难度。要根据平面图摘出相应单线图的部分管段编制工作包,要在单线图做好标识,防止重复预制,增加专业技术人员工作量。11.4.2管段标识和探伤委托难。以往管段标识和探伤委托以单线图为依据,而现在专业技术人员要先做好色标方案和探伤委托。578'
您可能关注的文档
- 外墙纸皮面砖二次勾缝施工工法
- 山西四建外墙钢丝网架岩棉板施工工法
- 山东省工法申报表(水性耐磨地坪漆施工工法)
- 弧形建筑测量施工工法
- 薄壁空心墩翻模施工工法
- 掺灰土路基施工工法2
- 基坑内碎石垫层汇水、盲沟导水_地下水位自动控制潜水泵抽水降水施工工法
- 7客运专线长钢轨低温锁定施工工法
- gjyjgf212-2010大跨度斜腿刚构桥斜腿竖向转体及单边悬臂灌筑梁体施工工法
- 大面积高标准混凝土楼地面施工工法
- 全套管钻孔灌注桩施工工法
- 可调基础梁施工工法
- 地下连续墙预制钢筋混凝土榫式接头施工工法
- 宽孔距深孔微差控制爆破施工工法
- 钢管混凝土顶升浇筑施工工法
- 泵送混凝土施工工法
- 预制水磨石地面空铺施工工法
- 浅覆土河床地段盾构施工工法