


- 74.50 KB
- 3页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'回转窑及冷却窑衬里施工验收规范回转窑施工及验收规范窑衬部分(筒体尺寸ø2.1×36m,内衬14等分预制块加14等分浇注料,交错排列):1、预制块的底缝愈小愈好,以紧靠窑皮为宜。2、预制块砌筑前四条应遵循对称施工原则,相邻预制块条应错缝砌筑。3、预制块间的横向缝为3mm,并严禁出现里小外大的嗽叭缝。检查方法是:每5m2的表面用塞尺任意检查砖缝10处,超过规定宽度50%以内者,不得多于4处。4、预制块缝内灰浆要饱满,严禁出现空缝。5、预制块与浇注料缝与窑纵向中心线应平行,允许扭曲每米范围内不得超过3mm,每段砖砌体范围内不得超过20mm。6、内衬砌体表面要平整,用2米靠尺检查误差最大不得超过5mm,内衬直径与设计尺寸误差<±10mm。7、窑头、窑尾浇注料的挡圈,接头焊接处须满焊。挡圈不是整体安装,而是分成几块拼装时,拼接缝处要求同样焊好。8、浇注料应采用强制式搅拌机搅拌。搅拌时间及液体加入量应严格按照施工说明执行。每一条浇注料捣打完后,搅拌机及下料平台、称量容器等均应清洗干净。9、搅拌好的耐火浇注料,应在30min内浇注完,或根据施工说明的要求在规定的时间内浇注完。10、振捣机具宜采用插入式振捣器或平板振动器。在特殊情况下可采用附着式振动器或人工捣固。11、当用插入式振动器时,浇注层厚度不应超过振捣器工作部分长度的1.25倍;当用平板振动器时,其厚度不应超过200mm。12、窑头窑尾浇注料捣固要密实(用棒式震捣器)表面要光滑,严防出现蜂窝洞与麻面。浇注衬体表面不应有剥落、裂缝、孔洞等缺陷。13、整条浇注料的捣打必须一气呵成,每条浇注料施工完成后需自然养护3~4小时后(夏季高温施工),才可进行模板的拆除,开始下一条浇注料的施工。回转窑砌筑质量标准:一、大窑:(一)、窑头、窑尾:1、窑头、窑尾均采用现场浇注,需架设模板,浇注用的模板应有足够的刚度和强度,支模尺寸应准确,并防止在施工过程中变形。2、模板接缝应严密,不漏浆。对模板应采取防粘措施。3、所有施工用水必须是洁净的饮用水。4、浇注料倒入搅拌机后应先干拌2~3min,再加入约9%的水(环境温度大于30度),水温控制在20度至25度之间,加水搅拌时间为3~5min。5、窑头、窑尾浇注料,捣固必须密实牢固,振捣时间以浇注料表面开始泛浆为止。6、浇注料捣打完为硬化前,应在受热面上开设直径为4~6mm的通气孔,其间距宜为150mm~230mm,深度为70~80mm。7、耐火浇注料的施工,膨胀缝留设距离为600mm,膨胀缝的留设宽为3~4mm,深约30~40mm。(二)其他砌体:1、高强座泥玻璃水用量必须满足要求,搅拌均匀。
2、预制块伸腿与筒体接触良好,焊缝饱满密实。3、预制块的底缝愈小愈好,以紧靠窑皮为宜。4、预制块间的横向缝3mm±0.5mm。检查方法:同前。5、预制块和浇注料的纵缝与内衬中心线平行,允许每米长度内不超过3mm,同一砌筑段全长范围内不得超过20mm。6、锚固件的焊接密实牢固,同一条浇注料条内,锚固件分布均匀,其间距为240mm左右。7、锚固件焊至3~4米处时便可开始轻质隔热块的砌筑,砌筑前底部用高强座泥找平,隔热块处在浇注料条中间位置,两锚固件之间。8、待整条浇注料条的轻质隔热块均砌筑完后,才可开始浇注料的施工。9、浇注料的施工要求同窑头、窑尾浇注料的施工。二、冷却窑:冷却窑的筒体部分,传动部分,承托部分参照回转窑相应规定执行,其余按下列规定执行。1、筒体径向偏摆出料端和入料端允差±5mm,大车轮处允许误差±2mm,接口处允许误差±3mm。2、提料板齐全,焊接牢固。3、小车轨道,水平度偏差不大于/1000,不平行度误差不大于±2—3mm。4、接水槽安装位置正确,不漏水。5、大齿轮和小齿轮接触面积宽不小于齿宽的70%和高不小于齿高的50%,顶间隙为5~6mm,大齿圈径向和轴向摆动允差±2mm。试车方案1.试车前须盘车,使窑体转满一周以上确认各部正常,无卡、无碰后方可试车。2.检修中如有更换调整托轮等内容,负荷试车须连续运转72小时无问题,方认可验收。3.其它检修内容,在负荷试车8小时后无问题,即予验收。4.试车时达到下列要求:4.1滚动轴承运转平稳,振动不大于0.06 ~0.08mm,温度不高于70℃。4.2各操作、控制、制动等联锁装置灵活、准确、可靠,各安全保护装置齐全、牢固可靠。4.3油路、冷却水路畅通不渗漏。4.4密封装置不漏料。4.5传动齿轮啮合良好,运转平稳,声音正常。4.6托轮与滚圈、接触不少于滚圈宽度的80%;挡轮与滚圈接触高度不小于挡轮厚的70%。4.7按原制订的检修内容检修无漏项。
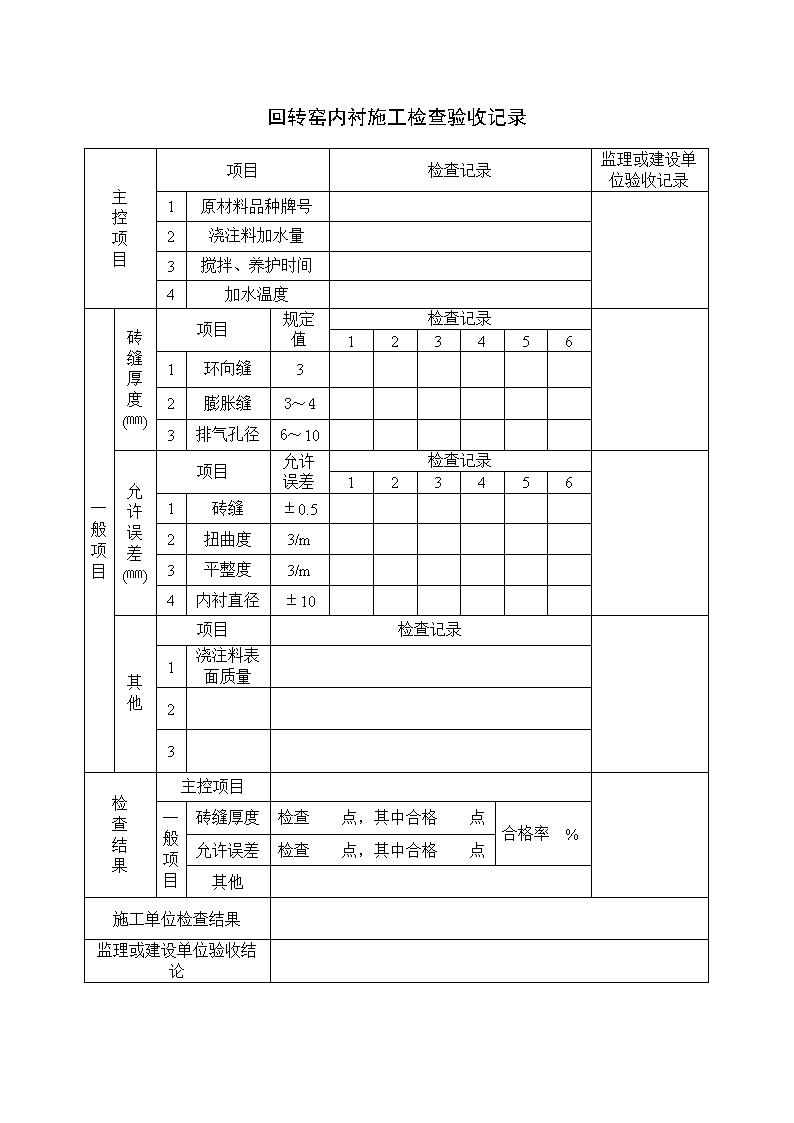
回转窑内衬施工检查验收记录主控项目项目检查记录监理或建设单位验收记录1原材料品种牌号2浇注料加水量3搅拌、养护时间4加水温度一般项目砖缝厚度(㎜)项目规定值检查记录1234561环向缝32膨胀缝3~43排气孔径6~10允许误差(㎜)项目允许误差检查记录1234561砖缝±0.52扭曲度3/m3平整度3/m4内衬直径±10其他项目检查记录1浇注料表面质量23检查结果主控项目一般项目砖缝厚度检查点,其中合格点合格率%允许误差检查点,其中合格点其他施工单位检查结果监理或建设单位验收结论'
您可能关注的文档
- 门窗工程验收规范
- dlt 5018-2004 水电水利工程钢闸门制造安装及验收规范
- 可锻铸铁材料验收规范
- 钢结构桥梁验收规范 桥梁钢结构防腐蚀工程施工工艺及质量验收规范
- 中国移动广东公司gsm基站验收规范(v2
- 中国移动江苏公司网优建设项目验收规范
- 中国联通wcdma网基站配套设备验收规范
- 6kv架空线路施工验收规范
- fas施工及验收规范
- 电气装置安装工程旋转电机施工及验收规范
- 深圳航空后勤楼结构加固工程施工质量验收规范表格
- 驻地网工程验收规范和细则
- 区项目部电梯工程施工质量验收规范技术交底
- 地面工程验收规范
- 程施工质量验收规范》(征求意见稿)意见和建议反馈表
- 家用中央空调施工质量验收规范
- 钢结构工程施工及验收规范
- 饰面砖施工及验收规范