


- 764.19 KB
- 17页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
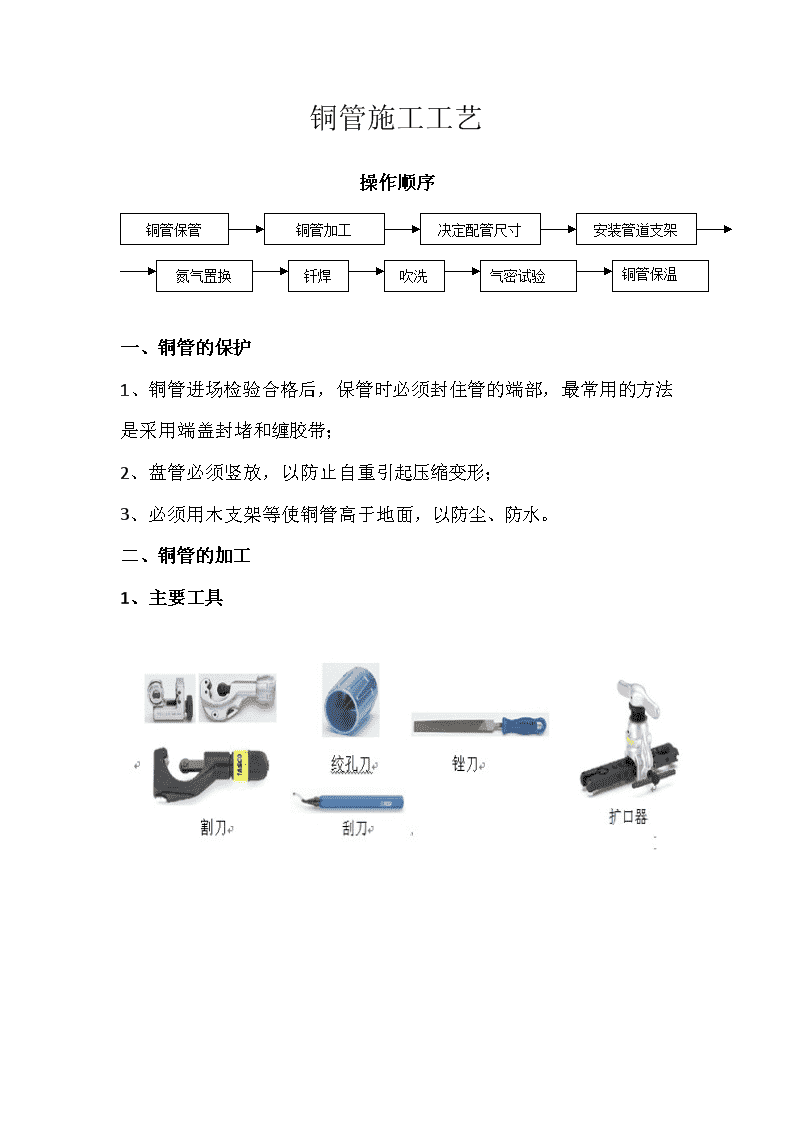
'铜管施工工艺操作顺序铜管保管铜管加工安装管道支架决定配管尺寸铜管保温气密试验吹洗钎焊氮气置换一、铜管的保护1、铜管进场检验合格后,保管时必须封住管的端部,最常用的方法是采用端盖封堵和缠胶带;2、盘管必须竖放,以防止自重引起压缩变形;3、必须用木支架等使铜管高于地面,以防尘、防水。二、铜管的加工1、主要工具
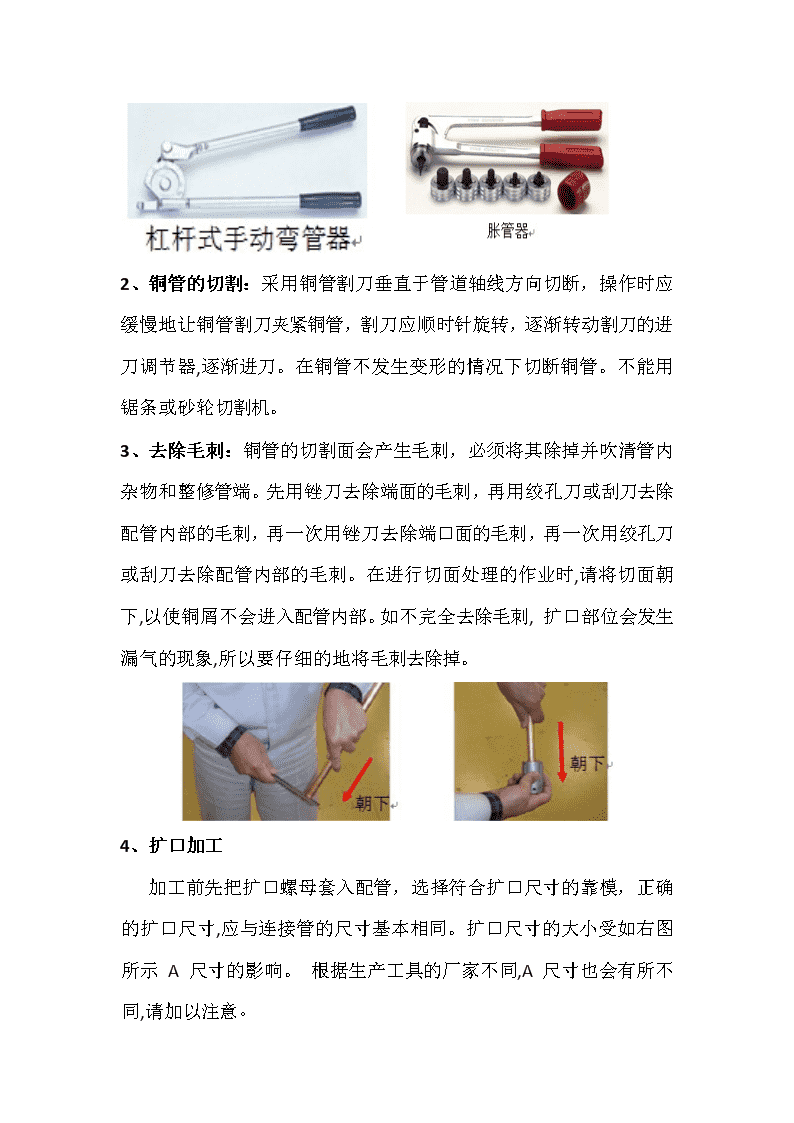
2、铜管的切割:采用铜管割刀垂直于管道轴线方向切断,操作时应缓慢地让铜管割刀夹紧铜管,割刀应顺时针旋转,逐渐转动割刀的进刀调节器,逐渐进刀。在铜管不发生变形的情况下切断铜管。不能用锯条或砂轮切割机。3、去除毛刺:铜管的切割面会产生毛刺,必须将其除掉并吹清管内杂物和整修管端。先用锉刀去除端面的毛刺,再用绞孔刀或刮刀去除配管内部的毛刺,再一次用锉刀去除端口面的毛刺,再一次用绞孔刀或刮刀去除配管内部的毛刺。在进行切面处理的作业时,请将切面朝下,以使铜屑不会进入配管内部。如不完全去除毛刺,扩口部位会发生漏气的现象,所以要仔细的地将毛刺去除掉。4、扩口加工加工前先把扩口螺母套入配管,选择符合扩口尺寸的靠模,正确的扩口尺寸,应与连接管的尺寸基本相同。扩口尺寸的大小受如右图所示A尺寸的影响。根据生产工具的厂家不同,A尺寸也会有所不同,请加以注意。
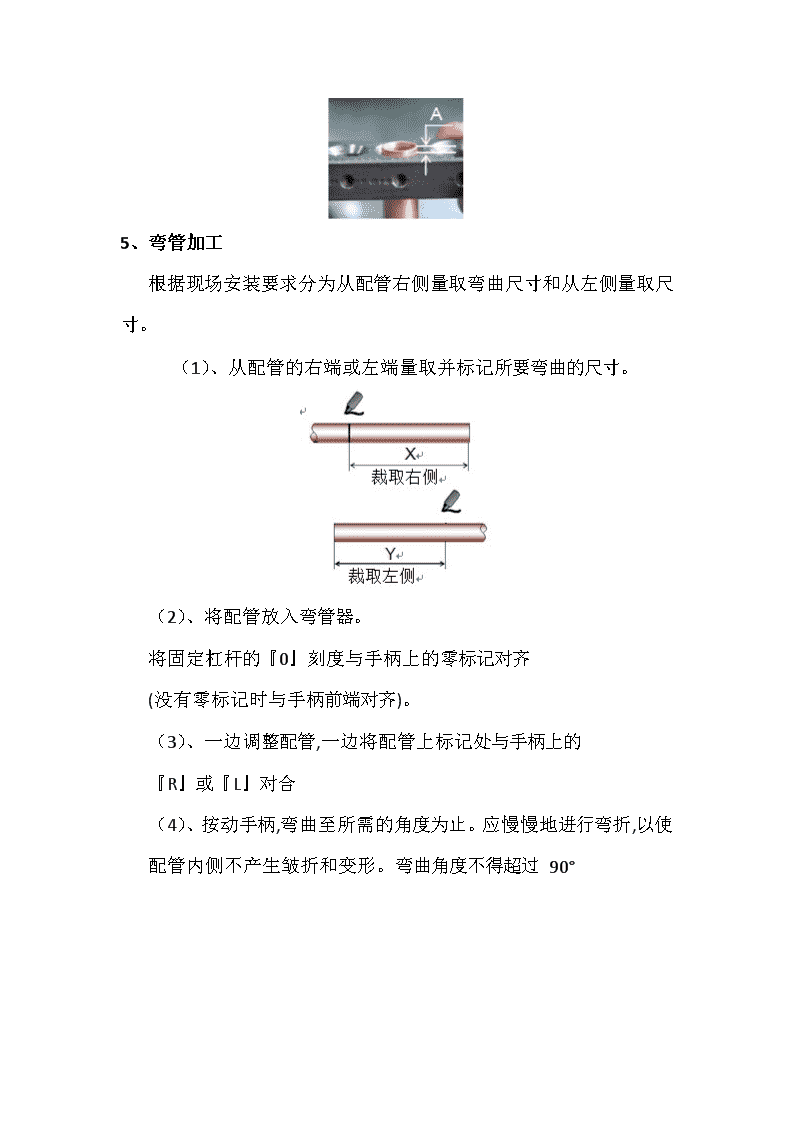
5、弯管加工根据现场安装要求分为从配管右侧量取弯曲尺寸和从左侧量取尺寸。(1)、从配管的右端或左端量取并标记所要弯曲的尺寸。(2)、将配管放入弯管器。将固定杠杆的『0』刻度与手柄上的零标记对齐(没有零标记时与手柄前端对齐)。(3)、一边调整配管,一边将配管上标记处与手柄上的『R』或『L』对合(4)、按动手柄,弯曲至所需的角度为止。应慢慢地进行弯折,以使配管内侧不产生皱折和变形。弯曲角度不得超过90°
6、胀管加工Φ6.4—Φ19.1的铜管实施胀管后,插入配管,这样配管与配管之间就可以进行钎焊连接,不需要采用管件来连接。①用绞孔刀或刮刀去除切面上的毛刺。
三、铜管的配管一定要按设计图、施工图施工。四、铜管的安装1、铜管布置必须横平竖直,工整规范;2、多根铜管平行布置时,间距要均匀;3、两个分歧管之间的距离必须大于1米以上;4、分歧管分出支管后必须大于0.5米以上才能转弯;5、铜管支吊架间距。管道外径(mm)Φ6.4—Φ9.5Φ12.7以上支吊架间距(m)1.2以下1.5以下五、氮气置换焊接前,管内必须用不间断充入氮气进行保护焊接,以避免产生氧化膜;方法:见下图(氮气压力为0.2kgf/cm2左右)
注:图上铜管左侧可用盖子封住,留细小空隙,以节省氮气。主要工机具:六、铜管焊接1、作业人员必须要持证上岗,因为要产生焊接残气和火焰,因此,请务必戴好安全,用具(遮光墨镜、皮手套等)。现场请准备好灭火器等防火器具。2、焊接时需要的工具:
为确保钎焊时的安全,应使用带有防止回火的装置的乙炔调节阀。钎焊配管外径与选择焊嘴孔径的大致标准(法国式)外径焊嘴孔径(mm)焊嘴代码Ø6.4Ø9.5Ø12.71.2#200Ø15.9Ø19.1Ø22.21.3#225Ø25.41.4#250Ø31.81.5#315Ø38.11.6#400Ø44.51.7~1.8#450~#500焊嘴孔径太大,就很难进行预热、加热作业。另外,焊嘴孔径太小,花费钎焊时间就长。所以要使用适合钎焊配管外径的焊嘴。3、焊接步骤:(1)预热预热的5个要点:A、对两种主材料进行均等的加热(内外管与周围)。
B、加热至焊料投入温度为止·640~780℃(母材表面呈现暗红色)C、调整喷射火焰及其长度,在还原火焰的状态下作业(碳化火焰长约5cm),火焰长度根据主材料的大小而变化。
D、火焰与配管的角度(控制热量),火焰与配管角度控制在80~85°E、目视确认,碳化焰前端的距离,火焰接触的位置,火焰的方向
4、加注焊料:加注焊料时的5个要点:A、确认加注焊料的范围(流动范围扩大)。B、确认焊料的流量(根据母材加热的范围而不同)。C、让焊料从先端开始熔化(将焊料轻轻地接触到母材,逐次少量地进行熔化)。
D、火焰与焊料的角度·火焰从预热位置稍稍地竖立。E、目视确认(确认碳化焰的前端距离、火焰接触的位置、火焰的方向、最终确认)。
朝下、横向则比较容易进行钎焊,而朝上则难度就高,易造成制冷剂泄漏,请尽量朝下或横向地进行作业5、铜管冷却:铜管没有完全冷却时,请不要停止通入氮气。在冷却不充分的状态下停止充氮,会使配管内部产生氧化膜。七、铜管吹扫目的:去除钎焊时的氧化膜,去除灰尘和水分。方法:1、用减压阀将氮气瓶压力上升至5.0kgf/cm2;2、检查管的另一端有无氮气;3、用木块抵住管口;4、当压力上升到手掌不能支撑时,松手;
5、再次用木块抵住管口,重复第④步骤;6、用纱布擦拭管口,反复进行冲洗直到不出现脏物和潮湿;7、如果不马上连接或抽真空,必须将管口封好。八、铜管气密性试验1、要点:保证24小时内气压保持在40kgf/cm22、目的:验证配管系统没有泄漏;3、试验步骤:用氮气对系统液管和气管同时加压步骤压力持续时间作用①3kgf/cm23分钟以上可以发现大的泄漏②15kgf/cm23分钟以上可以发现较大的泄漏③40kgf/cm224小时以上可以发现小的泄漏注意:因为气体压力随环境温度而变化,每1℃约有
0.1kgf/cm2的压力变化。加压时的温度和观察时的温度也要做记录,以便修正。试验装置图:注意:加压过程中必须关闭室外机阀门,防止氮气流入室外机;作业顺序:配管系统分成几个部分进行气密试验,既容易发现泄漏,又加快作业进程;压力降低时的检漏方法A.常规检查:²听觉:耳听较大的漏气声;²触觉:手触,感觉是否漏气;
²肥皂水:漏气处会冒气泡。B.特殊检查:²将氮气放至3kgf/cm2;²加冷媒R134A至5kgf/cm2,即氮气与冷媒混合;²利用卤素探测仪、烷烃(石油气)探测仪、电子探测仪等做检查;²还发现不了时,继续加压到40kgf/cm2再检查,压力不能超过40kgf/cm2。注:管道过长时,应分段检查。气密试验结束后,保留室外机液管侧的压力表,系统仍保持40kgf/cm2压力,目的是防止气密性受破坏。九、铜管保温1、要点:保温材料的接口不应有间隙;2、原因:制冷时气管温度很低,会损失冷量并引起结露、滴水;制热时气管温度很高(50~100℃),会引起烫伤;另外机器的能力会受影响,甚至烧毁压缩机;3、保温材料采用发泡聚乙烯,耐热大于120℃(液管可用70℃以上);注:环境热而湿的场合上述厚度应增加。4、必须将气管和液管分开保温,再用胶布缠到一起,见下图;5、室内、外机接口处和冷媒管焊接处要在气密实验后再进
行保温;6、配管连接和穿墙部分必须保温;7、分支组件的保温特别重要,不能留有缝隙,并且要使用专用的配套保温套,不得用其他代替。十、铜管真空干燥1、要点:使用真空度在-755mmHg以下的真空泵2、目的:除去系统内水分;3、使用真空度在-755mmHg以下、排气量40L/min以上的真空泵;4、室外机不抽真空,切勿打开室外机气侧、液侧的截止阀;5、确认真空泵工作1小时以上能达到-755mmHg以下;如果3小时以上仍达不到-755mmHg以下,说明有水分混入或漏气,需要检查;6、如果水分混入,必须用氮气进行“真空破坏”:即在真空干燥后,把氮气加至0.5kgf/cm2,然后再抽真空。这样反复操作直到保持-755mmHg真空度且压力不上升。7、抽真空完成后,先关闭表式分流器全部阀门,再关闭真空泵。8、经常发生气密试验不泄漏而抽真空时泄漏的情况,此时要检查阀门的气密性。
十一、铜管追加填充冷媒1、要点:将追加充填的冷媒量记录在室外机本体和记录本上2、一般情况下都需要追加充填冷媒;3、追加充填冷媒前必须进行真空干燥;4、最好用电子秤称量冷媒;5、充填完毕,应检查室内、外机扩口部分是否有冷媒泄漏(用气体检漏仪或肥皂水)。'
您可能关注的文档
- 环形被动防护施工安装工艺2
- 木门窗安装工艺大全
- 椭圆形风管及部件制作安装工艺标准1
- 钢球磨煤机安装工艺规程
- 通风空调交底-组合式空调机组与新风机组安装工艺标准
- 通信设备安装工艺的质量控制【最新】
- 预制楼梯、休息板及垃圾道安装工艺标准(430-1996)
- 作业(工艺)文件汇编(二)-5散装锅炉安装工艺守则
- 无框玻璃门安装工艺及质量标准
- 018紫铜、黄铜管道安装工艺
- 主机安装工艺规范
- 隔声屏安装工艺及方案
- 黑色路面仿毛勒伸缩缝安装工艺_secret
- 001木门窗安装工艺
- 【最新整理】建筑设备安装工艺与识图复习要点及部分答案
- 001_木门窗安装工艺
- 010滑接线及软电缆安装工艺
- 安装工艺流程 (6)