


- 419.50 KB
- 4页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'客滚船减摇鳍安装工艺探讨谭新东翟高进刘宏(泰州口岸船舶有限公司设计工艺部,江苏泰州225313)摘要减摇鳍可以提高在风浪中航行的船舶的稳性,减摇鳍安装工艺对减摇鳍的减摇效果具有影响。本文对45车900客客滚船上减摇鳍的安装工艺流程、技术要求和焊接工艺进行了详细的介绍。试航结果显示通过此安装工艺安装的减摇鳍减摇效果明显,此工艺可以指导其它船舶减摇鳍安装参考。关键词减摇鳍;安装;定位;吊装;焊接Studyoninstallationtechnologyofro-ropassengership’sfinstabilizerTANXin-dongZHAIGao-jin(TaizhouKouAnShipbuildingCO.,LTDDepartmentofdesignandtechnology,TaiZhou225321,china)Abstract:Finstabilizercanimprovestabilitywhenshipnavigateinthewindwave,theinstallationtechnologyofro-ropassengership’sfinstabilizerhaveeffectonfinstabilizer’seffect,Thearticlehasadetaileddescriptionontheflowofinstallationtechnologyoffinstabilizer,technicalrequirementandweldingtechnologyof45Vehiclesand900passengersro-ropassengership.Theresultoftrialvoyageshowthattheeffectoffinstabilizerisevidentbyusinginstallationtechnologyabove,theinstallationtechnologyoffinstabilizercansupplyreferencetootherships.Keywords:finstabilizer;installation;orientation;lifting;jointing1概述45车900客客滚船船主要用于琼州海峡的“海安至海口航线”进行车客运输,该航区属于沿海航区。按交通部要求在8级风力海况下营运的客滚船必须设置一对减摇鳍[1-2],本客滚船减摇鳍重量为51t,单鳍面积为6m2,减摇鳍所附属主要设备如表1所示:表1主要设备序号名称数量单件重量(kg)外形尺寸(mm)1减摇鳍主体2228806670×2700×26702HURV30/1型液压机组217642060×1420×14603ESRVC1/1型启动箱255600×800×2504ECR1/1型控制箱119400×500×2105EPBR1/1型操作面板14300×320×1972减摇鳍的安装2.1安装前的准备设备运抵船厂后应用枕木将减摇鳍垫高、垫平,以免减摇鳍所带船体外板受力变形。表2设备标记机械液压设备设备名称设备在船上的部位标记左执行机构(含鳍箱鳍)左舷左左液压机组右执行机构(含鳍箱鳍)右舷右右液压机组电气设备减摇鳍装置启动箱左鳍舱左减摇鳍装置启动箱右鳍舱右减摇鳍装置控制箱集控室减摇鳍装置操作面板驾驶室为方便施工容易区分各分套设备,对各设备明显部位的喷漆进行标记,设备中
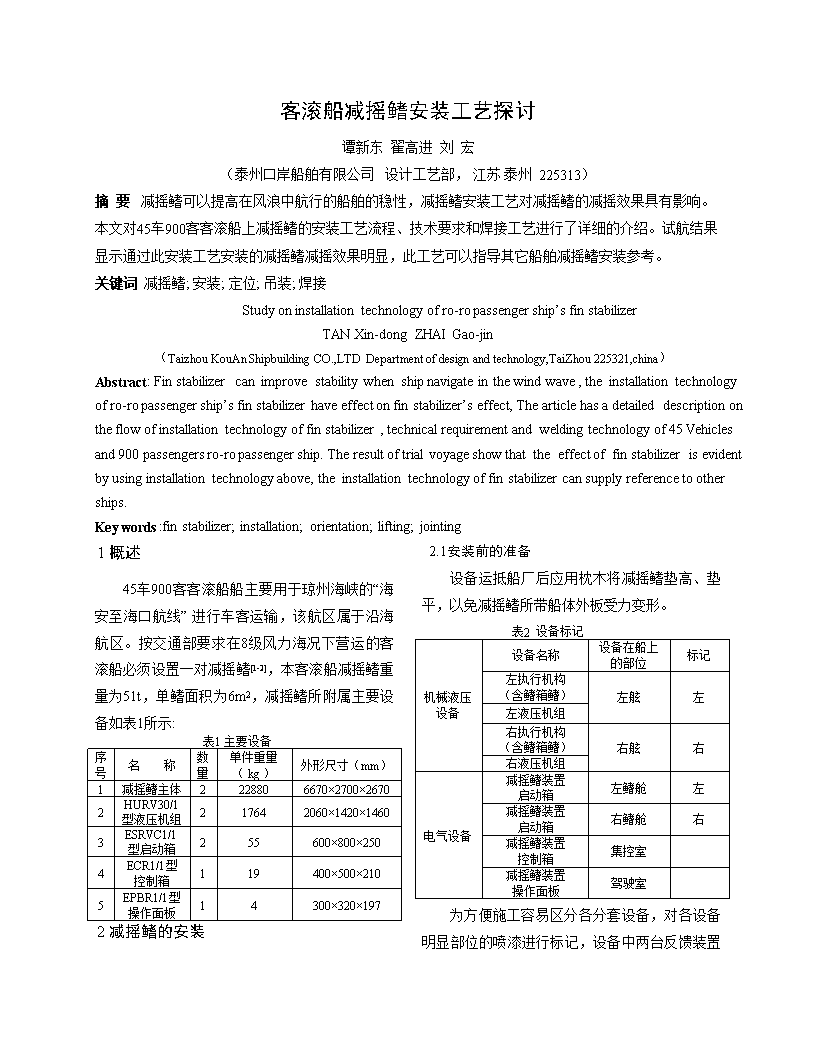
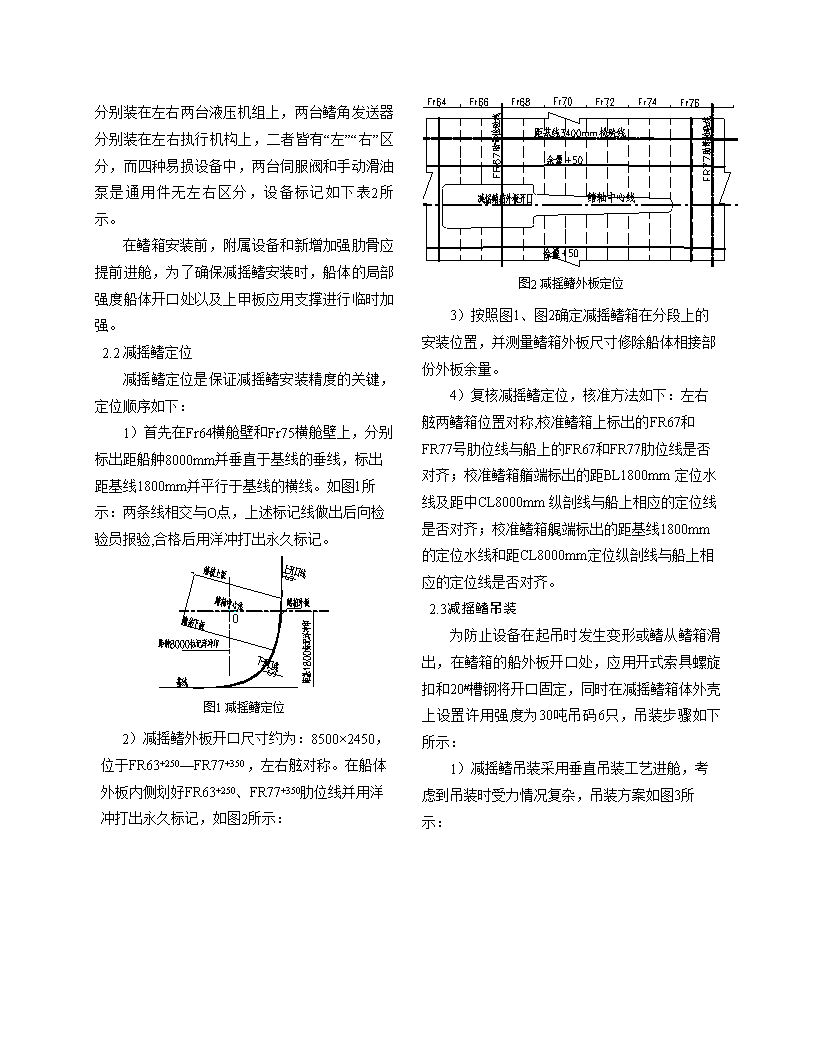
两台反馈装置分别装在左右两台液压机组上,两台鳍角发送器分别装在左右执行机构上,二者皆有“左”“右”区分,而四种易损设备中,两台伺服阀和手动滑油泵是通用件无左右区分,设备标记如下表2所示。在鳍箱安装前,附属设备和新增加强肋骨应提前进舱,为了确保减摇鳍安装时,船体的局部强度船体开口处以及上甲板应用支撑进行临时加强。2.2减摇鳍定位减摇鳍定位是保证减摇鳍安装精度的关键,定位顺序如下:1)首先在Fr64横舱壁和Fr75横舱壁上,分别标出距船舯8000mm并垂直于基线的垂线,标出距基线1800mm并平行于基线的横线。如图1所示:两条线相交与O点,上述标记线做出后向检验员报验,合格后用洋冲打出永久标记。图1减摇鳍定位2)减摇鳍外板开口尺寸约为:8500×2450,位于FR63+250—FR77+350,左右舷对称。在船体外板内侧划好FR63+250、FR77+350肋位线并用洋冲打出永久标记,如图2所示:图2减摇鳍外板定位3)按照图1、图2确定减摇鳍箱在分段上的安装位置,并测量鳍箱外板尺寸修除船体相接部份外板余量。4)复核减摇鳍定位,核准方法如下:左右舷两鳍箱位置对称,校准鳍箱上标出的FR67和FR77号肋位线与船上的FR67和FR77肋位线是否对齐;校准鳍箱艏端标出的距BL1800mm定位水线及距中CL8000mm纵剖线与船上相应的定位线是否对齐;校准鳍箱艉端标出的距基线1800mm的定位水线和距CL8000mm定位纵剖线与船上相应的定位线是否对齐。2.3减摇鳍吊装为防止设备在起吊时发生变形或鳍从鳍箱滑出,在鳍箱的船外板开口处,应用开式索具螺旋扣和20#槽钢将开口固定,同时在减摇鳍箱体外壳上设置许用强度为30吨吊码6只,吊装步骤如下所示:1)减摇鳍吊装采用垂直吊装工艺进舱,考虑到吊装时受力情况复杂,吊装方案如图3所示:
图3减摇鳍进舱前图4减摇鳍进舱后2)吊装减摇鳍时要注意负荷的变化,加强指挥,避免设备与船体相碰,以确保设备完好。3)当减摇鳍进入舱内后,用手动葫芦、千斤顶和调整螺栓调整减摇鳍精确位置,通过调整使鳍定位基准线与船体定位基准线完全一致。当减摇鳍箱定位完成后,采用槽型码板固定外板及箱体,避免使用点焊固定。2减摇鳍的焊接为了保证减摇鳍的使用功能,在焊接阶段应尽可能减小和控制鳍的变形,需要注意以下几点[3-4:1)为了检查执行机构十字头在船上焊接前、后的变形情况,可在鳍箱上、下两壳板上标记出几个测量点,并测量记录了对应测量点之间的距离尺寸。待鳍箱焊接冷却后再对上述部位测量点进行数值测量并做记录,然后和焊记录的数据以进行对比检查变形是否满足安装要求。2)减摇鳍的外壳板与船体外板的焊接,鳍箱与肋骨等构件的焊接采用CO2陶质衬垫单面焊双面成型工艺进行焊接。3)坡口示意图如下:坡口一律朝外,在外侧施焊。焊接前应对焊接坡口进行清洁,清除坡口内侧及边缘的杂质和油污,坡口如图5所示:图5横向和竖向焊接坡口为了减小过大的焊接残余应力引起的变形,焊接时,由两名焊工对称进行,采用分中分段退焊的方法。先焊横焊缝1、2,再焊竖焊缝3,最后焊四角圆弧部分焊缝4。(图中“n.n”小数点前的n表示焊缝编号,小数点后的n表示焊接序号。如2.5即:编号为2的横焊缝,焊接顺序为5)焊接顺序如图6所示:图6焊接顺序4)焊接过程中,轻轻捶击焊缝,以减少残余应力,同时在焊完每段缝后就要停下来
测量焊接变形情况,如变形较大则要适当调整焊接顺序再施焊。5)焊缝质量交检。减摇鳍鳍箱的外板与船体外板四角处用RT进行无损检测,减摇鳍箱的外与船体外板连接的4条长焊缝用UT进行无损检验。3减摇鳍的试验1)按照减摇鳍装置系泊和航行试验大纲要求进行投油,投油合格后给液压机组加L-HM32号抗磨液压油。2)进行收放减摇鳍和转鳍试验收放鳍和转鳍压力应正常(不高于设备出厂时收放鳍和转鳍压力的20%),机械运动部分应无异常噪声。记录起动电流、运行电流、电压。3)鳍完全放出之后,检查十字头是否完全贴到十字头承板上;5出坞前检查1)鳍箱的舷外部分浸水表面和鳍等,应按照船体水下部分涂装要求进行涂装。2)船下水前应检查减摇鳍外板与船体外板焊缝的水密性。6结论船用减摇鳍的安装、焊接及设备安装后的调试工艺程序,是保证减摇鳍安装质量的根本。严格遵循科学规律,用科学的态度制订合理的工艺程序,并切实遵守工艺程序施工就可以保证减摇鳍的安装质量。以上安装程序在口岸船舶有限公司45车900客滚船的实船安装过程中,有效的控制了安装的精度,保证了减摇鳍的安装质量。参考文献[1]GJB2860-97舰船减摇鳍装置通用规范[S],2001[2]中国船级社.钢质海船入级与建造规范[M].北京:人民交通出版社,2006.[3]芮树祥.焊接工艺学[M].哈尔滨工程大学出版社,1998.[4]吴纯辉.船舶焊接工艺[M].哈尔滨工程大学出版社,1996.作者简介谭新东1978.03男专科工程师主要从事船舶制造工艺的研究翟高进1984.06男硕士主要从事船舶制造工艺的研究通讯地址:泰州市高港区泰州口岸船舶有限公司设计工艺部225321Email:katxd@163.com手机:13961011065'