


- 297.00 KB
- 7页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
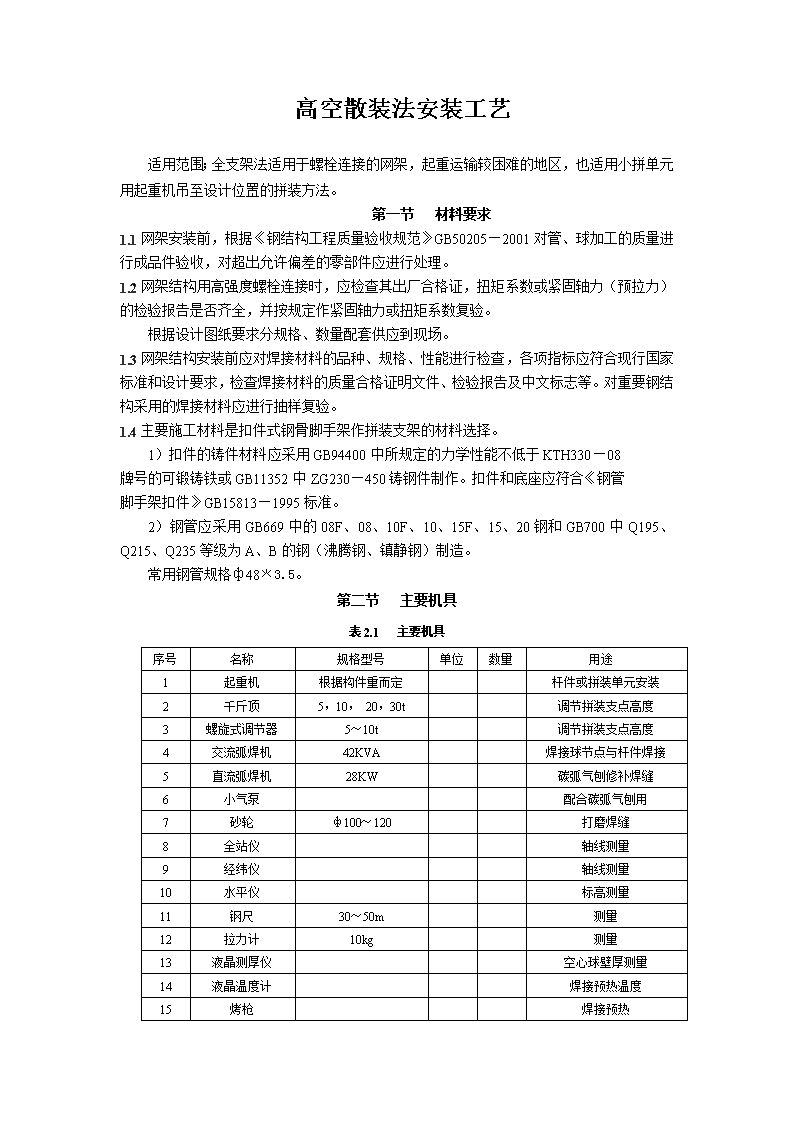
'高空散装法安装工艺适用范围;全支架法适用于螺栓连接的网架,起重运输较困难的地区,也适用小拼单元用起重机吊至设计位置的拼装方法。第一节材料要求1.1网架安装前,根据《钢结构工程质量验收规范》GB50205—2001对管、球加工的质量进行成品件验收,对超出允许偏差的零部件应进行处理。1.2网架结构用高强度螺栓连接时,应检查其出厂合格证,扭矩系数或紧固轴力(预拉力)的检验报告是否齐全,并按规定作紧固轴力或扭矩系数复验。根据设计图纸要求分规格、数量配套供应到现场。1.3网架结构安装前应对焊接材料的品种、规格、性能进行检查,各项指标应符合现行国家标准和设计要求,检查焊接材料的质量合格证明文件、检验报告及中文标志等。对重要钢结构采用的焊接材料应进行抽样复验。1.4主要施工材料是扣件式钢骨脚手架作拼装支架的材料选择。1)扣件的铸件材料应采用GB94400中所规定的力学性能不低于KTH330—08牌号的可锻铸铁或GB11352中ZG230—450铸钢件制作。扣件和底座应符合《钢管脚手架扣件》GB15813—1995标准。2)钢管应采用GB669中的08F、08、10F、10、15F、15、20钢和GB700中Q195、Q215、Q235等级为A、B的钢(沸腾钢、镇静钢)制造。常用钢管规格ф48﹡3.5。第二节主要机具表2.1主要机具序号名称规格型号单位数量用途1起重机根据构件重而定杆件或拼装单元安装2千斤顶5,10,20,30t调节拼装支点高度3螺旋式调节器5~10t调节拼装支点高度4交流弧焊机42KVA焊接球节点与杆件焊接5直流弧焊机28KW碳弧气刨修补焊缝6小气泵配合碳弧气刨用7砂轮ф100~120打磨焊缝8全站仪轴线测量9经纬仪轴线测量10水平仪标高测量11钢尺30~50m测量12拉力计10kg测量13液晶测厚仪空心球壁厚测量14液晶温度计焊接预热温度15烤枪焊接预热
16气割工具第三节作业条件3.1根据正式施工图纸及有关技术文件编制施工组织设计已审批。3.2对使用的各种测量仪器及钢尺进行计量检验复验。3.3根据土建提供的纵横轴线和水准点,进行验线有关技术问题处理完毕。3.4按施工平面布置图划分:材料堆放区、杆件制作区、拼装区、堆放区,构件按吊装顺序进场。3.5场地要平整夯实、并设排水沟。3.6在制作区、拼装区、安装区设置足够的电源。3.7按图搭好满堂脚手架和操作平台,并检查承重点的牢固情况,操作平台上进行焊接,采取防火措施。3.8将高空拼装支点的纵横轴线及标高测量好。3.9检查成品件、零部件、几何尺寸、编号、数量(包括加工的附属零件)。3.10悬挑法拼装网架时,需要预先制作好小拼单元,再用起重机将小拼单元吊至设计标高就位拼装。悬挑法拼装网架可以少搭支架,节省材料。但悬挑部分的网架必须具有足够的刚度,而且几何不变。3.11做好有关测试及安全、消防准备工作。3.12对参与网架安装人员如测工、电焊工、起重机司机、指挥工等要持证上岗。
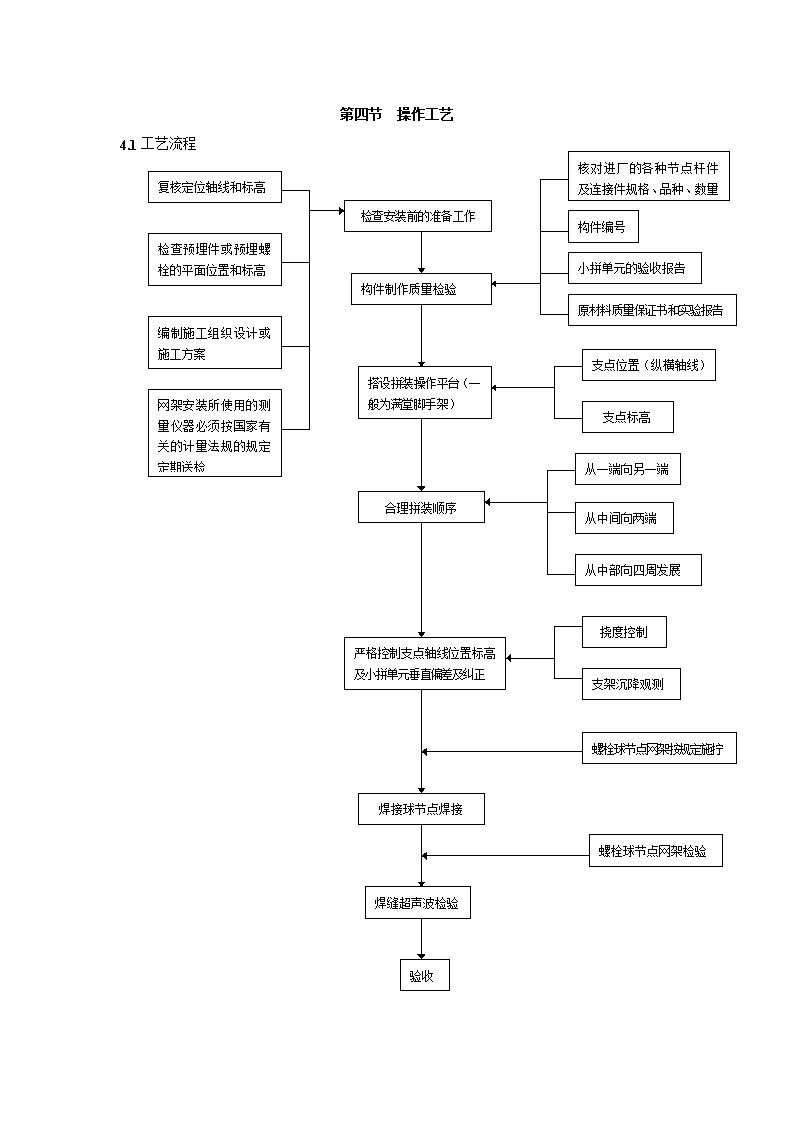
第四节操作工艺核对进厂的各种节点杆件及连接件规格、品种、数量4.1工艺流程复核定位轴线和标高构件编号检查安装前的准备工作检查预埋件或预埋螺栓的平面位置和标高构件制作质量检验小拼单元的验收报告原材料质量保证书和实验报告编制施工组织设计或施工方案支点位置(纵横轴线)搭设拼装操作平台(一般为满堂脚手架)网架安装所使用的测量仪器必须按国家有关的计量法规的规定定期送检支点标高从一端向另一端合理拼装顺序从中间向两端从中部向四周发展挠度控制严格控制支点轴线位置标高及小拼单元垂直偏差及纠正支架沉降观测螺栓球节点网架按规定施拧焊接球节点焊接螺栓球节点网架检验焊缝超声波检验验收
4.2操作工艺1.一般要求1)定合理的高空拼装顺序安装顺序应根据网架形式、支承类型、结构受力特征、杆件小拼单元,临时稳定的边界条件、施工机械设备的性能和施工场地情况等诸多因素综合确定。选定的高空拼装顺序应能保证拼装的精度、减少积累误差。(1)平面呈矩形的周边支承两向正交斜放网架。①总的安装顺序由建筑物的一端向另一端呈三角形推进。②因考虑网片安装中,为防止累计的误差,应由屋脊网线分别向两边安装。(2)平面呈矩形的三边支承两向正交斜放网架。总的安装顺序应由建筑物的一端向另一端呈平行四边形推进,在横向应由三边框架内侧逐渐向大门方向(外侧)逐条安装。(3)平面呈方形由两向正交正放桁架和两向正交斜放拱、索桁架组成的周边支承网架。总的安装顺序应先安装拱桁架,再安装索桁架,在拱索桁架已固定、且已形成能够承受自重的结构体系后,再对称安装周边四角、三角形网架。图(4.2.1)(a)拱区域安装(b)索区域安装(c)三角区安装图4.2.1拱索支撑网架安装顺序1)格控制基准轴线位置、标高及垂直偏差,并及时纠正。(1)网架安装应对建筑物的定位轴线(即基准轴线)、支座轴线和支承的标高、预埋螺栓(锚栓)位置进行检查,作出检查记录,办理交接验收手续。表4.2.1
表4.2.1支承面、预埋螺栓(锚栓)的允许误差(mm)项目允许偏差支承面标高0-30水平度L/1000(L-短边长度)预埋长度螺栓中心偏移5.0螺栓露出长度±30.00螺纹长度±30.00预留孔中心偏移10.0检查数量按柱基数抽查10%,且不少于3个(2)网架安装过程中,应对网架支座轴线﹑支承面标高(或网架下弦标高,网架屋脊线,檐口线位置和标高)进行跟踪控制。发现误差积累应及时纠正。(3)采用网片和小拼单元进行拼装时,要严格控制网片和小拼单元的定位线和垂直度。(4)各杆件与节点连接时中心线应汇交于一点,螺栓球﹑焊接球应汇交于球心。(5)网架结构总拼完成后纵横向长度偏差﹑支座中心偏移、相邻支座偏移、相邻支座高差、最低最高支座差等指标均符合网架规程要求。3)拼装支架的位置网架高空散装法的拼装支架进行设计,对于重要的或大型的工程,还应进行试压,以检验其使用的可靠性。拼装支架必须符合以下要求:(1)具有足够的强度和刚度,拼装支架应通过验算除满足强度要求外,还应满足单肢及整体稳定要求.(2)由于拼装支架容易产生水平位移和沉降,在网架拼装过程中应经常观察支架变形情况并及时调整。应避免由于拼装支架的变形而影响网架的拼装精度。4)支顶点的拆除(1)拼装支承点(临时支座)拆除必须遵循“变形协调,卸载均衡”的原则,否则临时支座超载失稳,或者网架结构局部甚至整体受损。.(2)临时支座拆除顺序和方法:由中间向四周,中心对称进行,而防止个别支承点集中受力,宜根据各支撑点的结构自重挠度值,采用分区分阶段按比例下降或用每步不大于10mm等步下降法拆除临时支承点。(3)拆除临时支承点应注意事项检查千斤顶行程满足支承点下降高度,关键支承点要增设备用千斤顶。降落过程中,统一指挥责任到人,遇有问题由总指挥处理解决。2.螺栓球节点网架总拼
1)螺栓球节点的安装精度,取决于工厂制作的精度,如果尺寸有误,现场无法解决,只能运回加工厂处理。2)高空拼装时,一般从一端开始,以一个网格为一排,逐排步进。拼装顺序为:下弦节点下弦杆复杆及上弦节点上弦杆校正全部拧紧螺栓。校正前的各个工序螺栓均不拧紧。如经试拼确有把握时,也可以一次拧紧。3.空心球节点网架总拼1)空心球节点网架高空拼装是指小单元或散件(单根杆件及单个节点),直接在设计位置进行总拼。2)为保证网架在总拼过程中具有较少的焊接应力和便于调整尺寸,合理的总拼顺序应该是从中间向两边或从中间向四周发展。3)焊接网架结构严禁形成封闭圆,固定在封闭圆中焊接会产生很大的收缩应力。4)为确保安装精度,在操作平台上选一个适当位置进行试拼一组,检查无误,开始正式拼装。网架焊接时一般先焊下弦,使下弦收缩而略向上拱,然后焊接复杆及上弦,如果先焊上弦,则易造成不易消除的人为挠度。5)为防止网架在拼装过程中(因网架自重和支架刚度较差)出现挠度,可预先设施工起拱,一般在10~15mm。第五节质量标准见《钢结构工程质量验收规范》GB50205—2001第六节成品保护6.1成品保护措施1.对高强度螺栓、焊条及焊丝等,应放在库房的货架上,以防变潮。2.不得对已安装完毕的网架结构上任意堆放物品,以防集中荷载压坏结构杆件。3.已检测合格的焊缝及时补刷底漆保护。4.对成品的面漆和防火涂料不得磕碰。第七节应注意的问题7.1技术质量1.根据网架的节点形式、起重机性能、现场条件、多方论证优化方案制定出切实可行高空散装法的具体方案。
2.对满堂脚手架或拼装支点支架应有足够的强度、刚度和稳定的沉降量。否则由于拼装支架的变形而影响网架的拼装精度。3.要严格掌握不同结构形式,采取不同的拼装顺序,以减少累计偏差。4.在拼装过程中及跟踪测量其标高及轴线位置。5.支顶点拆除必须遵从统一指挥的等比例下降。6.焊接尽量防止封闭圈,以减少焊接应力与变形。7.网架总拼及屋面完成后,应分别测量其挠度值,且所测的挠度值不应超过相应设计值的1.15倍。7.2安全措施1.认真执行各工种的安全操作规程。2.高空作业人员必须进行体格检查并持证上岗。3.高空作业的安全措施发现问题及时解决,危机人身安全时,必须停止作业。4.高空作业人员必须佩带好安全帽、安全带和工具袋。5.雨天、雪天进行高空作业时,必须采取可靠的防滑、防寒和防冻措施,对水、冰、霜、雪均应及时清除,方可工作。6.对起重机要严禁超载吊装。7.对用电设备,采取漏电保护措施,以防触电。8.现场配备足够的消防器材和设备。9.拼装支架必须符合稳定性要求,以确保安全生产。10.采用扣件式钢管脚手架作拼装支架,其结构形式应根据其工作位置、荷载大小、荷载情况、支架高度、场地条件等因素通过计算而定。11.拼装支架,在铺脚手板的操作层上,应设防护栏杆。使用活动操作平台,要经过鉴定,安装牢固,采用滑动时,设有防止活动架在滑移中出轨,应设挡块或安全卡。13.网架支座落位“精心组织,精心施工”,操作人员责任到人,出现问题,由分指挥向总指挥报告,由总指挥统一处理问题。'
您可能关注的文档
- 封闭式母线安装工艺
- fz15-100型转子式翻车机安装工艺质量控制
- 一次线加工和安装工艺守则内容
- 007_卫生洁具安装工艺
- 浅谈220kv变压器安装工艺与质量控制
- 隐框玻璃幕墙安装工艺及方案
- 实例酚醛风管的制作与安装工艺
- 大型户外广告招牌的制作安装工艺
- 灯泡贯流式水轮发电机组安装工艺导则
- 散装锅炉安装工艺
- 007钢网架结构安装工艺
- 机房空调机安装工艺规范
- 电子警察设备安装工艺标准
- 管廊钢结构制作安装梯子平台制作安装工艺管道安装施工组织设计
- 黑龙江瑞兴科技股份有限公司企业标准--zpw-2000r型自动闭塞设备施工安装工艺标准--室外设备安装
- 钢门窗安装工艺002_
- 给排水管道安装工艺及定额
- 空调制冷机组安装工艺