


- 439.50 KB
- 17页


- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'一次线加工和安装工艺守则0KY927001-G11主题内容与适用范围本守则规定了户内高低压成套开关设备一次线加工制作和安装的工艺方法、工艺过程、检查事项等内容。本守则适用于我公司40.5kV及以下电压等级的高低压空气绝缘的成套开关设备一次线加工制作和安装。2引用标准GBJ149--1990电气装置安装工程、母线装置施工及验收规范GB7251.1--2005低压成套开关设备和控制设备GB3906--20063.6~40.5kV交流金属封闭开关设备和控制设备GB/T11022--1999高压开关设备和控制设备标准的共用技术要求DL/T404--1997户内交流高压开关柜订货技术条件GB5585.1~3--1985电工用铜、铝及其合金母线GB2681--1981电工成套装置中的导线颜色3材料3.1母线材料可选用铜、铜合金、铝、铝合金材料,我公司只采用铜母线和铝母线,不用合金母线,铜母线必须符合GB5585.2的有关规定,铝母线必须符合GB5585.3的有关规定。低压抽屉柜(KYGCS、KYMNS、KYGCK)除用户特别注明外,一律选用铜母线。一次插件部位必须选用铜母线。3.2绝缘导线做为一次线时,必须选用铜质多股绝缘线,对于低压抽出式开关设备功能单元内所用的绝缘导线必须选用阻燃型多股铜质绝缘线。3.3其它材料:螺栓、弹簧垫圈、垫圈、螺母、锡、锌、电力复合脂、新型有机分子合成材料等。4工具和设备多功能母线加工机(包括剪断、冲孔、折弯、校平、压麻点)、搪锡设备、电烘箱、冲床、力矩扳手、虎钳、扁嘴钳、尖嘴钳、剥线钳、冷压钳、卷尺、钢板尺、直角尺、剪刀、木锤、螺丝刀、电工刀、钻头、冲孔模具、母线剪断模、校平模、接线头冷墩模、游标卡尺、锉刀、榔头等。5工艺过程母排加工工艺过程如下:准备——校平——剪切——去毛刺——冲(钻)孔——去毛刺——校平——弯曲——碱洗(铝母排)或搪锡(铜母排)或电镀锡(铜母排)——涂漆(或套热缩套管)——搭接(涂电力复合脂或其它表面防护剂)——安装。绝缘电缆线加工工艺过程如下:准备——剪切——剥离端头绝缘层——套相应规格冷压端头——冷压——端头搪锡——端头处绝缘处理(套热缩套管或缠绝缘带)——安装。5.1工艺准备5.1.1根据一次线路方案要求,本着制作简便,维修方便,节约材料、工时,不影响操作,安全可靠等原则,确定母线走向(一般不应交叉);母线、绝缘导线的布线尽量减少涡流损耗的影响,与控制回路的导线分开布线,布线应尽量减少搭接处。5.1.2我公司使用的母线除用户特殊要求外,采用铝母线和铜母线,而不选用合金母线。原则上应优先考虑选用铝母线,其次才考虑铜母线,以降低生产成本。5.1.3母线和绝缘导线的截面积选择应根据回路温升、载流量、可能受到的应力、电压降、敷设方式、使用环境温度、不同材料的热胀冷缩、电化腐蚀及绝缘导线的绝缘老化、所连接的元件种类等因素。母线选用时,要优先选用单根母线,当单根母线不能满足载流量要求或者安装困难时,应由车间工艺员向该产品(或该批产品)的主管设计员或工艺员协商确定如何选用双根或双根以上母线。5.1.3.1-17-
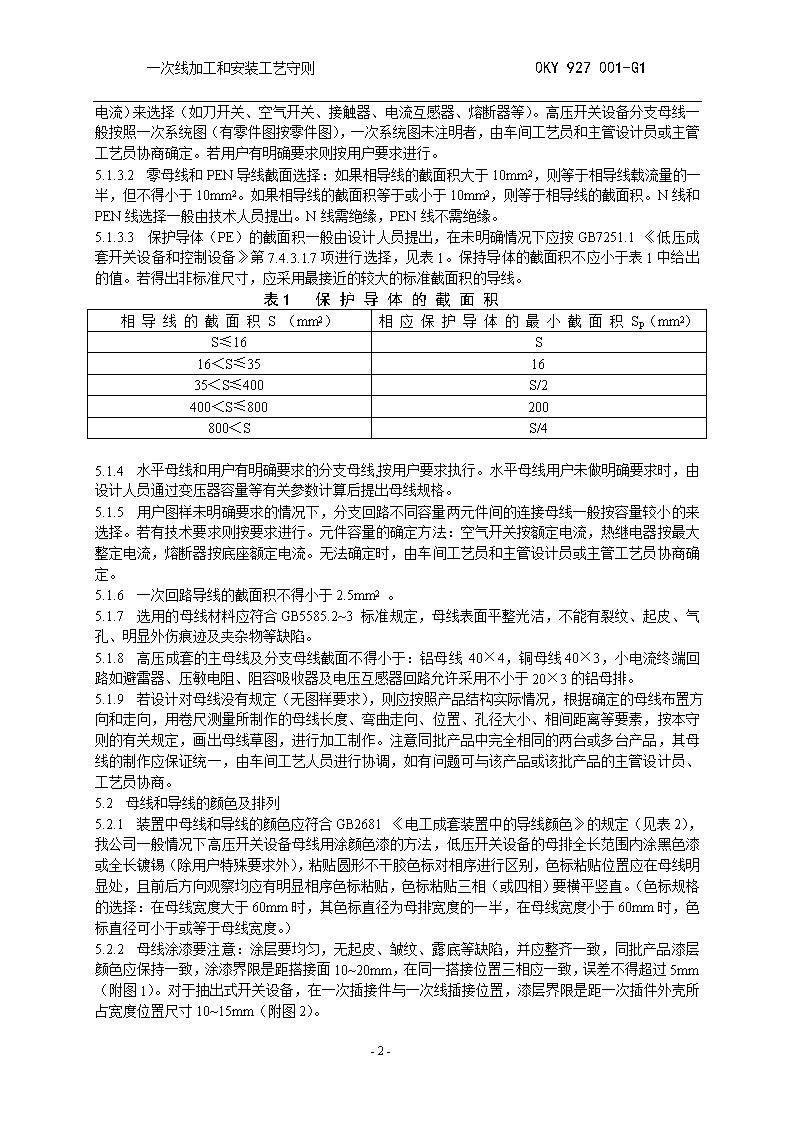
一次线加工和安装工艺守则0KY927001-G1在用户未明确要求的情况下,低压开关设备分支母线一般可按一次回路元件的容量(额定电流)来选择(如刀开关、空气开关、接触器、电流互感器、熔断器等)。高压开关设备分支母线一般按照一次系统图(有零件图按零件图),一次系统图未注明者,由车间工艺员和主管设计员或主管工艺员协商确定。若用户有明确要求则按用户要求进行。5.1.3.2零母线和PEN导线截面选择:如果相导线的截面积大于10mm2,则等于相导线载流量的一半,但不得小于10mm2。如果相导线的截面积等于或小于10mm2,则等于相导线的截面积。N线和PEN线选择一般由技术人员提出。N线需绝缘,PEN线不需绝缘。5.1.3.3保护导体(PE)的截面积一般由设计人员提出,在未明确情况下应按GB7251.1《低压成套开关设备和控制设备》第7.4.3.1.7项进行选择,见表1。保持导体的截面积不应小于表1中给出的值。若得出非标准尺寸,应采用最接近的较大的标准截面积的导线。表1保护导体的截面积相导线的截面积S(mm2)相应保护导体的最小截面积SP(mm2)S≤16S16<S≤351635<S≤400S/2400<S≤800200800<SS/45.1.4水平母线和用户有明确要求的分支母线,按用户要求执行。水平母线用户未做明确要求时,由设计人员通过变压器容量等有关参数计算后提出母线规格。5.1.5用户图样未明确要求的情况下,分支回路不同容量两元件间的连接母线一般按容量较小的来选择。若有技术要求则按要求进行。元件容量的确定方法:空气开关按额定电流,热继电器按最大整定电流,熔断器按底座额定电流。无法确定时,由车间工艺员和主管设计员或主管工艺员协商确定。5.1.6一次回路导线的截面积不得小于2.5mm2。5.1.7选用的母线材料应符合GB5585.2~3标准规定,母线表面平整光洁,不能有裂纹、起皮、气孔、明显外伤痕迹及夹杂物等缺陷。5.1.8高压成套的主母线及分支母线截面不得小于:铝母线40×4,铜母线40×3,小电流终端回路如避雷器、压敏电阻、阻容吸收器及电压互感器回路允许采用不小于20×3的铝母排。5.1.9若设计对母线没有规定(无图样要求),则应按照产品结构实际情况,根据确定的母线布置方向和走向,用卷尺测量所制作的母线长度、弯曲走向、位置、孔径大小、相间距离等要素,按本守则的有关规定,画出母线草图,进行加工制作。注意同批产品中完全相同的两台或多台产品,其母线的制作应保证统一,由车间工艺人员进行协调,如有问题可与该产品或该批产品的主管设计员、工艺员协商。5.2母线和导线的颜色及排列5.2.1装置中母线和导线的颜色应符合GB2681《电工成套装置中的导线颜色》的规定(见表2),我公司一般情况下高压开关设备母线用涂颜色漆的方法,低压开关设备的母排全长范围内涂黑色漆或全长镀锡(除用户特殊要求外),粘贴圆形不干胶色标对相序进行区别,色标粘贴位置应在母线明显处,且前后方向观察均应有明显相序色标粘贴,色标粘贴三相(或四相)要横平竖直。(色标规格的选择:在母线宽度大于60mm时,其色标直径为母排宽度的一半,在母线宽度小于60mm时,色标直径可小于或等于母线宽度。)5.2.2母线涂漆要注意:涂层要均匀,无起皮、皱纹、露底等缺陷,并应整齐一致,同批产品漆层颜色应保持一致,涂漆界限是距搭接面10~20mm,在同一搭接位置三相应一致,误差不得超过5mm(附图1)。对于抽出式开关设备,在一次插接件与一次线插接位置,漆层界限是距一次插件外壳所占宽度位置尺寸10~15mm(附图2)。-17-
一次线加工和安装工艺守则0KY927001-G15.2.3高、低压成套开关设备内母线相序排列从开关设备下面观察,应符合表2的规定。表2母线相序判定及相序颜色类别相序涂漆颜色母线排列垂直排列水平排列前后排列交流A相(L1)黄上左远B相(L2)绿中中中C相(L3)红下右近中性线(N或PEN)淡蓝最下最右最近直流正极(+)棕色上左远负极(-)蓝色下右近安全用接地线(保护线)黄绿相间(每种色宽约15~100mm交替相间)闪光母线红色间绿注:(1)在特殊情况下,如果按此相序排列会造成母线配置困难时可不按表2的规定。(2)中性线或安全用接地线(保护线)如果不在相序附近并列安装,其位置可不按表2的规定。5.2.4对无颜色区分的用在主回路上的绝缘导线,应在导线两端套上表示对应相序颜色的热缩套管或绝缘胶带,一般推荐采用热缩套管,长度以套住绝缘部分15~20mm为宜。(附图7)5.3电气间隙、爬电距离5.3.1低压成套开关设备的电气间隙和爬电距离5.3.1.1按GB7251.1—2005中7.1.2.3.4项的规定,低压成套开关设备的电气间隙与额定冲击耐受电压及污染等级有关,额定冲击耐受电压与电源系统的标称电压及过电压类别的关系见表3,低压成套开关设备中的最小电气间隙见表4。表3额定冲击耐受电压的确定电源系统的标称电压(≤设备的额定绝缘电压)/V额定冲击耐受电压(1.2/50μs)优先值/kV(在海拔2000m时)过电压类别ⅣⅢⅡⅠ电源进线点(进线端)水平配电电路水平负载(装置设备)水平特殊保护水平220/380642.51.5380/6608642.5表4低压成套开关设备的最小电气间隙额定冲击耐受电压UimpkV非均匀电场条件下空气中的最小电气间隙(mm)污染等级12341.50.50.50.81.62.51.51.51.51.64333365.55.55.55.58888812141414145.3.1.2根据我公司多年来的制作经验和用户对GB7251.1-2005新标准的理解执行情况,对于低压成套开关设备的电气间隙,特制订以下内部控制标准,在GB7251.1-2005所规定的最小电气间隙的基础上提高两个等级,我公司所有低压产品均按此内控标准执行。内控标准见表5。-17-
一次线加工和安装工艺守则0KY927001-G1表5低压成套开关设备电气间隙的内控标准电源系统的标称电压(≤设备的额定绝缘电压)/V低压成套开关设备的最小电气间隙(mm)过电压类别ⅣⅢⅡⅠ电源进线点(进线端)配电电路负载特殊保护220/3801485.535.3.1.3在低压成套开关设备中,由于电器元件进出线端子间距小于表5所规定的内控标准,则连接到端子的分支母线的电气间隙允许等于端子的间距,但不得低于表4的规定。5.3.1.4在低压成套开关设备中,水平母线、垂直母线、分支母线和主电路接插件带电部位之间及其对接地金属之间的电气间隙均应达到表5的规定,当其中某部分达不到表5的规定时,允许采用绝缘套管(绝缘护套或热缩套管)或包扎绝缘材料缩小电气间隙,但不能小于表4的规定。5.3.1.5低压成套开关设备的最小爬电距离见表6。表6低压成套开关设备的最小爬电距离额定绝缘电压V设备长期承受电压的爬电距离mm4006.35008.06301080012.5100016注:对于额定绝缘电压415,440,660/690和830V,可以采用分别对应于400,630和800V的较低档的爬电距离。5.3.2高压成套开关设备的电气间隙和爬电距离按表7的规定:表7高压成套开关设备的电气间隙和爬电距离电压kV最小距离mm部位3.67.2122440.5不同相的裸导体之间及裸露带电部分至接地骨架之间75100125200300裸露带电部分至正面金属封板、金属门、传动杆之间105130155210330裸露带电部分至正面网状封板或网状门之间175200225280400最小爬电距离(一般按0类设计)0类设计14.16mm/kV1类设计16.18mm/kV2类设计18.20mm/kV5.3.2.1特殊情况下,对于最小距离无法达到表7的规定时,可用加绝缘板或加绝缘套筒的办法。绝缘隔板应有足够的机械强度和电气强度,并具有良好的抗老化性能和阻燃性能,并且绝缘板与高压带电裸导体在7.2~12kV时,空气间隙不小于30mm,在40.5kV时,保持不小于60mm的空气间隙。具体措施由设计人员提出,施工人员按技术要求制作。5.3.2.2若产品技术条件或图样对电气间隙,爬电距离有具体规定时,应按照规定执行。在7.2~12kV电压等级的产品设计中,有些设计院会按瓷绝缘18mm/kV,有机绝缘20mm/kV的爬电比距提出较严格的设计要求。-17-
一次线加工和安装工艺守则0KY927001-G15.4母线与电器元件的飞弧距离应符合各元件所规定的飞弧距离要求.5.4.1DW15型空气断路器的飞弧距离见表8。表8DW15型空气断路器的飞弧距离型号规格飞弧距离mmDW15--1000350DW15--1500350DW15--2500350DW15--40004005.4.2ME(DW17)系列断路器的飞弧距离见表9。表9ME(DW17)系列断路器的飞弧距离额定工作电压V分断电流值kA最大飞弧距离mm水平进出线垂直进出线3805025025080350500100400----6605035050080350500注:除特别注明外,均按分断电流50kA选择。5.4.3CM1系列塑壳式断路器的飞弧距离见表10。。表10CM1系列塑壳式断路器的飞弧距离型号规格飞弧距离mmCMI--630CM1--1000或50CM1--16050CM1--22550CM1--400100CM1--630100CM1--800100注:CM1—100系列的飞弧距离分“0”飞弧和50mm两种。5.4.4CJ20型交流接触器的飞弧距离见表11。表11CJ20型交流接触器的飞弧距离型号规格飞弧距离mmCJ20—4030CJ20—6360CJ20—10070CJ20—16080CJ20—250100CJ20---6301205.4.5-17-
一次线加工和安装工艺守则0KY927001-G1具有电子式脱扣器的智能型空气断路器一般为零飞弧或很小的飞弧距离,制作母线时可不考虑飞弧距离。5.4.6对ME(DW17)万能式断路器等对母线制作有明确要求的电气元件,应按其要求制作,在达不到要求的情况下,可用母线加设绝缘层加以解决,但必须经过该产品主管设计员和工艺员的同意。5.4.7允许使用绝缘包扎、绝缘套管、喷涂环氧粉末或其他绝缘材料作为母线的绝缘层,但应满足下述要求:a、绝缘材料应是自熄性的(阻燃型)。b、绝缘的母线应能经受机械应力和热应力的冲击。c、使用静电粉末喷涂时应喷二次,喷涂总厚度不小于0.2mm。d、绝缘母线的绝缘层应能承受的工频耐压值应为裸母线对地耐压值的1.5倍。5.5母线截面的选择:在设计无具体规定时按工艺要求进行。母线截面规格的选择是按其载流量大小而进行的。5.5.1矩形母线的载流量按表12、表13和表14选取。表12单片母线的载流量(A)Qe=70℃母线尺寸宽×厚(mm2)铝铜交流直流交流直流25℃30℃35℃40℃25℃30℃35℃40℃25℃30℃35℃40℃25℃30℃35℃40℃15×316515514513416515514513421019718517021019718517020×321520218917421520218917427525824222327525824222325×326524923321526524923321534032029927634032029927630×436534332129637034832630047544641838547544641838530×868064059955168664560455688082877471389083778372140×448045142238948045142238962558755050662558755050640×554050747543854551248044670065961556770566462057150×566562558553967063059054386080975669787081876570550×674069565160074570065560495589884077496090284577850×1010671005939865108310179538791375129112081114140113171234113560×68708187657058808277757131125105699091211451079101092863×6.39599028417759689108327841237116110891003125911871111102080×61150108010109321170110010309501480139013001200151014201330122580×6.31207113410609781228115510819981554145913651260158514911396128680×81320124011601070135512741192110016901590149013701755165015451420100×61425133012551155145513681280118018101700159014701875176016501520125×6.3173816341531140917751669156114392218207419401793228721472013185460×81025965902831104097791584413201240116010701345126511851090100×6.31453136612801178148413951305120318461734162114991912179516831550100×81625153014301315169015901488137020881955183016852180205019201770120×81900178516701540204019181795165524002255211019452600244522902105125×8193818201703157020801956183016882448230021521983265224942335214760×101155108510169361180111010409561475138813001195152514321340123580×101480139013001200154014501355125019001786167015401990187017501610100×101820171016001475191017951680155023102170203018702470230021752000120×102070194518201680230021002020186526502490233021502950277025952390125×102152202218921747239221842100193927562589242322363068288026982485-17-
一次线加工和安装工艺守则0KY927001-G1注:1、本表中系立放的数据。当母线平放且宽度≤60mm时,表中数据应乘以0.95,>60mm时应乘以0.92.2、本表数据与中国工业出版社1959年12月出版的水电部《高压配电装置规程》数据相同。3、表中环境温度分25℃、30℃、35℃、40℃,环境温度采用敷设地点最热月平均最高温度。(一般由设计人员查资料给出,无特殊要求下按25℃选取)。表132~3片组合母线的载流量(A)Qe=70℃Qa=25℃母线尺寸宽×厚(mm2)铝铜交流直流交流直流2片3片2片3片2片3片2片3片40×4855109040×5965125050×51180152550×61315170060×61350172015551940174022401990249580×616302100205524602110272026303220100×61935250025153040247031703245394063×6.314851892171021341914246421892744100×6.320312625264031922593332834074137125×6.32515325032693952321141214218512260×81680218018402330216027902485302080×820402620240029752620337030953850100×823903050294536203060393038104690120×826503380335042503400434044005600125×82987381236814525382549124762586260×102010265021102720256033002725353080×1024103100273534403100399035104450100×1028603650335041503610465043255385120×1032004100390048604100520050006250125×1032804202399749814202533051256406注:1、本表数据与中国工业出版社1959年12月出版的水电部《高压配电装置规程》数据相同。2、本表系母线立放的数据,母线间距离等于厚度。-17-
一次线加工和安装工艺守则0KY927001-G1表142~3片组合母线的载流量(A)Qe=70℃Qa=35℃母线尺寸宽×厚(mm2)铝铜交流直流交流直流2片3片2片3片2片3片2片3片40×4801102040×5905117550×51105143550×61230159560×61260160514571818163020991863233680×615241964192523051973254424643017100×61813234323542846231029653044369663×6.313851764156419521795231120492569100×6.319032460247129882425311331963880125×6.32357304530573969304339063956480460×81571203917242183202226122328283080×819102453224727852455315829003608100×822352853275733892865367935704395120×824813164313639793183406341235248125×82796356934464236358145994458548860×101883248319772549239930922551330580×1022542899255632142899373232864166100×1026773417313638853380435340915094120×1029963838375346773789480546865857125×1030713934384347893934499048036003注:1、本表数据与中国工业出版社1959年12月出版的水电部《高压配电装置规程》数据相同。2、本表系母线立放的数据,母线间距离等于厚度。5.5.2当一次线选用绝缘多股铜芯导线时,导线的载流量按其不同的绝缘层类型分别见表15、表16、和表17。表15橡皮绝缘电线明敷的载流量(A)Qe=65℃截面积(mm2)BX、BXF铜芯导电线芯25℃30℃35℃40℃根数/单线标称直径mm硬线软线1.0211918161/1.137/0.371.5272523211/1.387/0.432.5353230271/1.7819/0.414454238351/2.2519/0.526585450451/2.737/1.4019/0.6410857973677/1.3519/0.8249/0.521611010295877/1.7049/0.64251451351251147/2.1498/0.58-17-
一次线加工和安装工艺守则0KY927001-G1截面积(mm2)BX、BXF铜芯导电线芯25℃30℃35℃40℃根数/单线标称直径mm硬线软线351801681551427/2.52133/0.585023021519818119/1.78133/0.687028526624622519/2.14189/0.689534532229827219/2.52259/0.6812040037434631619/2.8015047043940637119/3.1518554050446742737/2.50240660617570522注:目前BXF铜芯线只生产≤95mm2规格。 表16聚氯乙烯绝缘电线明敷的载流量(A)Qe=65℃截面积(mm2)BV、BVR铜芯导电线芯25℃30℃35℃40℃根数/单线标称直径mm硬线软线1.0191716151/1.137/0.431.5242220181/1.387/0.522.5322927251/1.7819/0.414423936331/2.257/0.6819/0.526555147431/2.767/1.0419/0.6410757064597/1.3549/0.52161059890837/1.7049/0.64251381291191097/2.1498/0.58351701581471347/2.52133/0.585021520118517019/1.78133/0.687026524722920919/2.14189/0.689532530328125719/2.52258/0.6812037535032429637/2.0315043040237134037/2.2518549045842338737/2.52注:目前BVF铜芯线只生产≤95mm2规格。-17-
一次线加工和安装工艺守则0KY927001-G1表17BV-105型耐热聚氯乙烯绝缘电线明敷的载流量(A)Qe=105℃截面积(mm2)空气中明敷30℃35℃40℃50℃55℃60℃65℃1.5292827252322212.540383634323028455535147444240670686560575451101041009789848075161441391331231171111042519318617916515714914035239231222205191185174503082982872642512382257036235033731029528026495443429413380362343324120523505487448427405382150606585564519494469442注:1、BV-105型电线的聚氯乙烯绝缘中添加了耐热增塑剂,线芯允许工作温度可达105℃,适用于高温场所,但要求接头焊接或搪锡处理,电线实际允许工作温度还取决于电线与电线及电线与电器接头的允许工作温度。当接头允许温度为95℃时,表中数据应乘以0.92,85℃时应乘以0.84。2、本表中载流量系经计算得出,供使用参考。5.5.3当绝缘线单根载流量达不到要求时,可采用多根并列敷设使用,其载流量按根数、排列方式及间距尺寸乘以相应的校正系数K1值,校正系数值K1见表18。表18电缆在空气中多根并列敷设时载流量的校正系数K1值电缆中心距S(mm)根数及排列方式1234646○○○○○○○○○○○○○○○○○○○○○○○○○○d1.00.90.850.820.800.80.752d1.01.00.980.950.900.90.903d1.01.00.980.980.961.00.96注:d为电缆外径,当电缆外径不同时,可取平均值。例如:当采用两根35mm2截面的聚氯乙烯铜芯绝缘线(BVR-65)并列使用时,即中心距S=d,用户单位环境温度为35℃,其载流量为0.9×2×158=284.4(A)5.5.4主电路和辅助电路的导线的连接都应采用冷压接端头连接。不允许用手工锤击方法加工,压接端头与多股绝缘绞线配合以及压接的质量应符合它们有关的标准,并要符合以下的要求。5.5.4.1所有导线不得有松股、断股、扭结及其它明显损伤或缺陷,导线中间不得有接头(接点两边没有接板时选用OT型端头)。5.5.4.2导线采用线夹固定时,线夹选用应合适,使用应合理。5.5.4.3多股绝缘导线的制作,选择合适的敷设途径,根据实际情况量线下料,选用合适的接线端头,剥去导线的绝缘层,注意深度不能-17-
一次线加工和安装工艺守则0KY927001-G1割伤铜线芯,剥去长度可根据接线端头的大小确定,见表19,然后用冷压工艺进行端头压接,按敷设途径进行弯制捆扎,选用合适的紧固件安装。表19端头形式剥线长度mmOT10型8.0+2OT16型10+2OT25型12+2OT35型14+2OT50型16+2OT70型20+2OT95型21+25.6母线校平5.6.1母线应用母线校平机校平,也可以用木锤敲打校平,若母线弯曲较大且母排硬度高时,可在弯曲部位放置垫块,然后用铁锤敲打,注意用力不要过大,校正后母线表面不应有显著的锤痕、凹坑等缺陷。垫块应用软质材料,如铝板、木板。5.6.2校正后母线平面度不大于3mm/m,直线度不大于2mm/m。5.7母线的剪切母线的剪切应选用合适的剪切模,合适的冲裁间隙和冲床,剪切后用锉刀去除剪切毛刺,倒角不得大于1×45°。剪切角度偏差值应低于表20的规定。(见附图3)表20母线宽度角规定值>3~65°>6~104°>10~183°>18~302°30′>30~502°15′>50~801°30′>80~1201°15′5.8母线的冲(钻)孔5.8.1母线上的搭接孔在与电器元件相联结时,应与电器元件上相应的搭接位置上的孔径、中心距及个数保持一致。5.8.2母线与母线的搭接分直线连接和垂直连接两种,母线的宽度查表21,查出相应的孔径大小、中心距尺寸及孔的个数,选择相应的模具(冲孔)或划出孔中心位置,打样冲(钻孔),然后进行加工。5.8.3冲孔时先校验冲孔模具是否正确,对好定位进行加工。5.8.4钻孔前应先划线、打样冲眼,然后用钻头钻孔,所有孔钻完后,还需要在钻床上锪孔去毛刺,孔的倒角不得大于1×45°,要求孔光滑,无毛刺,垂直于基面,两孔中心距误差不大于0.5mm。(螺孔的直径大于螺栓公称直径1mm)。5.8.5在同一搭接位置联结用的紧固件(螺栓)的规格要统一。5.9母线的弯曲应进行冷弯,不得进行热弯,并要符合下列规定:5.9.1母线开始弯曲处距最近绝缘子的母线支持夹板边缘不应大于0.25L,但不得小于20mm。(见附图4)-17-
一次线加工和安装工艺守则0KY927001-G15.9.2母线开始弯曲处距母线连接位置不应小于20mm。(见附图4)表21矩形母线搭接要求-17-
一次线加工和安装工艺守则0KY927001-G1续表215.9.3矩形母线应减少直角弯曲,弯曲处不得有裂纹及显著的折皱,母线的最小弯曲半径应符合表22的规定(大于表22母线截面尺寸时,母线立弯可用平弯搭接)。表22母线最小弯曲半径(R)值母线种类弯曲方式母线截面尺寸(mm)最小弯曲半径(mm)铜铝矩形母线平弯125×10及其以下1a1a立弯60×6及其以下1.5b1.5b5.9.4多片母线的弯曲应一致,母线间应保持不小于母线厚度的间隙。5.9.5矩形母线采用螺栓搭救接时,连接处距支柱绝缘子的支持夹板边缘不应小于20mm,上片母线端头与下片母线平弯开始处的距离不应小于20mm。(见附图5)5.9.6母线扭转90°时,其扭转部分长度应为母线宽度的2.5~5倍。(见附图6)5.9.7母线弯曲的工艺过程5.9.7.1母线弯曲一般在母线折弯机上进行,弯曲角度可根据具体安装情况在90°~180°范围内选择,一般不应小于90°。5.9.7.2弯曲前应在弯曲部位用铅笔划线,然后调整好定位尺寸,根据母线截面尺寸大小所规定的最小弯曲半径尺寸,选用合适圆角的模具,再进行弯曲。5.9.7.3母线若既有平弯又有立弯时,应先立弯再平弯。5.9.7.4母线使用虎钳扭弯时,应在钳口上垫软铜(或铝)片,以免损伤母线表面。5.10母线端面校平可在多功能母线加工机上进行。5.11母线的搭接5.11.1矩形母线的连接,搭接部位、螺栓规格及个数、中心距等尺寸参数应符合表21的规定。5.11.2母线与母线,母线与分支线,母线与电器接线端子搭接时,其搭接面的处理应符合下列规定。a、用户有特殊要求的按用户要求执行。-17-
一次线加工和安装工艺守则0KY927001-G1b、该产品技术条件明确要求的按产品技术条件执行(一般由产品设计员提出,车间工艺员监督执行)。c、其余情况下,根据我公司实际情况,铜母线与铜母线搭接,搭接面必须搪锡(镀锡),或者采用新工艺进行化学处理(如采用DJB—823固体薄膜保护剂)。铝母线与铝母线搭接参照铜母线与铜母线搭接要求执行,铜母线与铝母线的搭接,铜端必须搪锡(镀锡)。若室内空气湿度接近100%,应采用铜铝过渡板(一般由该产品或该批产品的主管设计员或工艺员特别提出)。5.11.3母线搭接面应平整无凹凸,无毛刺,无污垢灰尘,无裂纹、折皱,不准有沾漆现象。5.12母线安装5.12.1母线安装一般不应交叉,相序排列应正确,母线应保持横平竖直、层次分明、整齐美观,还应考虑安装、拆卸方便,电气间隙必须符合要求。同一批产品中,完全相同的两台(或多台)装置,其母线的制作和安装必须完全一致,这点由车间工艺员监督执行。5.12.2安装时,母线搭接面必须保持清洁,并涂以电力复合脂(搭接面经过新工艺化学处理的,如涂覆DJB—823固体薄膜保护的可不涂电力复合脂,母线直接搭接)。5.12.3安装时母线搭接面平整,应能自然吻合,达不到者应重新修整,不准强行安装,以免造成搭接部位受到额外应力。5.12.4母线的加固,母线两固定点之间超过1m时,中间加装绝缘支撑,三相母线不允许采用在母线上打孔加装绝缘子的固定方法,以保证母线导电截面不致减少。绝缘支撑要有足够的强度,应能承受装置短路电流所产生的机械应力的冲击。(安装者只需按型号或图纸正确选择和安装即可)。5.12.5贯穿螺栓连接的母线两外侧均应有平垫圈,相邻螺栓垫圈间应有3mm以上的净距,螺母侧(与某些元件的螺孔相连时在螺栓头侧加装弹簧垫圈)加装弹簧垫圈或锁紧螺母,弹簧垫圈必须经过电镀处理作为表面防护措施,发黑件不允许使用。5.12.6母线平置时,贯穿螺栓应由下往上穿,其余情况下,螺母应置于维护侧,螺栓长度应露出螺母2~3扣,可采用调整垫圈厚度的方法达到此要求(见本守则附录A)。同一搭接部位螺栓长度规格应一致。5.12.7母线的接触面应连接紧密,连接螺栓应用力矩扳手紧固,其紧固力矩值应符合表23的规定值。表23钢制螺栓的紧固力矩值螺栓规格(mm)力矩值(N.m)M89~11M1018~23M1232~39M1451~61M1679~98M20157~1965.12.8母线与导电螺杆接线端子连接时,母线孔径不应大于螺杆接线端子直径1mm。丝扣的氧化膜必须刷净(铜质螺杆镀锡处理),螺母接触面必须平整,螺母与母线间应加铜质搪锡平垫圈,并应有锁紧螺母,但不得加弹簧垫。5.12.9中性母线可用绝缘子固定在骨架上。5.13使用多股绝缘铜线与电器端子或母线联接,安装时绝缘线端头用黄、绿、红三种颜色的热缩套管覆盖,分别对应于A、B、C三相,(可用电吹风热塑固化),长度以稍大于绝缘线剥离长度为宜。6检查6.1母线的选用和分布应符合5.5.1~5.5.3和5.1.1~5.1.8的规定。6.2母线的相序及颜色应符合5.2的规定。6.3电气间隙和爬电距离应符合5.3的规定,测量工具用卷尺或直尺。-17-
一次线加工和安装工艺守则0KY927001-G16.4飞弧距离应符合各元件所规定的尺寸。6.5搭接面检查,在平面度达到要求情况下,通常可用力矩扳手按5.12.7的规定,检测其螺栓紧固力矩是否达到要求。6.6其余各项的检查按本守则有关规定的要求进行(我公司制定有相应的检查细则,一般按细则相应进行检查)。7注意事项7.1母线涂漆时应将搪锡搭接面用涂黄油的纸包扎,以免搭接面沾漆,安装时将纸揭掉并将黄油擦拭干净。7.2母线搪锡后不能再进行弯曲、冲孔(钻孔)、等加工,不能摔打、锤击。运输、安装过程中不要损坏母线及母线涂漆面(或热缩套管),搭接面应保持清洁。7.3操作设备时,应按有关操作规程进行,注意安全。附录A母排搭接螺栓露出螺母长度调整工艺方法A1凡母排之间的搭接必须优先使用我公司自制的加大加厚垫圈,垫圈的外形尺寸、加工工装如下:螺栓规格内径外径厚度加工工装代号M8φ9φ202104-213M8φ9φ204104-214M10φ11φ242104-212M10φ11φ244104-215M12φ13φ323104-211M12φ13φ325104-216M16φ17φ403104-210M16φ17φ405104-217A2每种垫片均为两种厚度,使用时应尽量采用厚度小的一种,当达不到露出螺母2~3扣的要求时,可采用两种厚度垫圈来调整,要注意将较薄的垫圈放在上面或维护侧,不允许两种不同厚度的垫圈混装在同一搭接面上。同一批产品相同搭接面装配形式应一致。A3母排与电器元件联结处(如ME开关、AH开关等)和其它母排联结处,确实不能使用加大加厚垫圈时,也可以采用普通垫圈。A4使用加大加厚垫圈有问题时,可向该产品(或该批产品)的主管设计员或工艺员协商解决。-17-
一次线加工和安装工艺守则0KY927001-G1-17-
一次线加工和安装工艺守则0KY927001-G1-17-'