


- 798.41 KB
- 6页


- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'第3章炉顶吊杆施工工艺示范卡第3章炉顶吊杆安装工艺示范卡3.1适用范围本工艺示范卡适用于电站锅炉炉顶压力层吊杆(包括受热面吊杆、集箱吊杆、汽包吊杆)安装。3.2施工流程说明3.3主要施工工艺质量控制要求3.3.1吊杆尺寸、材质复核所有吊杆尺寸、材质应符合设计图纸要求。按系列捆扎好。螺母、销子、销钉、弧面垫圈等配件经光谱材质校核后,全部用油漆标上规格、材质、左右旋,上架分类放置。3.3.2吊杆梁划线a)在钢结构压力层受压件吊杆布置图上将需组装的吊杆位置标明吊杆系列号及部件序号,以及相应各吊点处的吊杆梁编号。b)吊杆与梁组装前,对梁的编号、尺寸、吊杆安装垫板位置、孔径与图纸核对并划线。如图3.1所示。火电建设工程施工工艺示范手册13
机务部分(2)图3.1屏再集箱吊杆的光谱复核后做好记录3.3.3吊杆组合、穿装a)根据方便高空安装的原则将吊杆装置二次梁甚至是三次梁在地面与吊杆组合好,组件标明安装位置和系列号。b)其中较长吊杆考虑到组合后不便运输,在炉顶吊装平台上进行穿装后再由吊机整体穿装。c)所有吊杆在与吊杆梁穿好,装上螺母和弧面垫圈后,均应采取保险措施:在螺母拼上后,吊杆端面点焊保险圆钢;弧面垫圈与吊杆梁之间应用铁丝扎紧防止吊装过程中翻倒坠落。如图3.2所示。图3.2炉顶吊杆穿装后所采取的保险措施14火电建设工程施工工艺示范手册
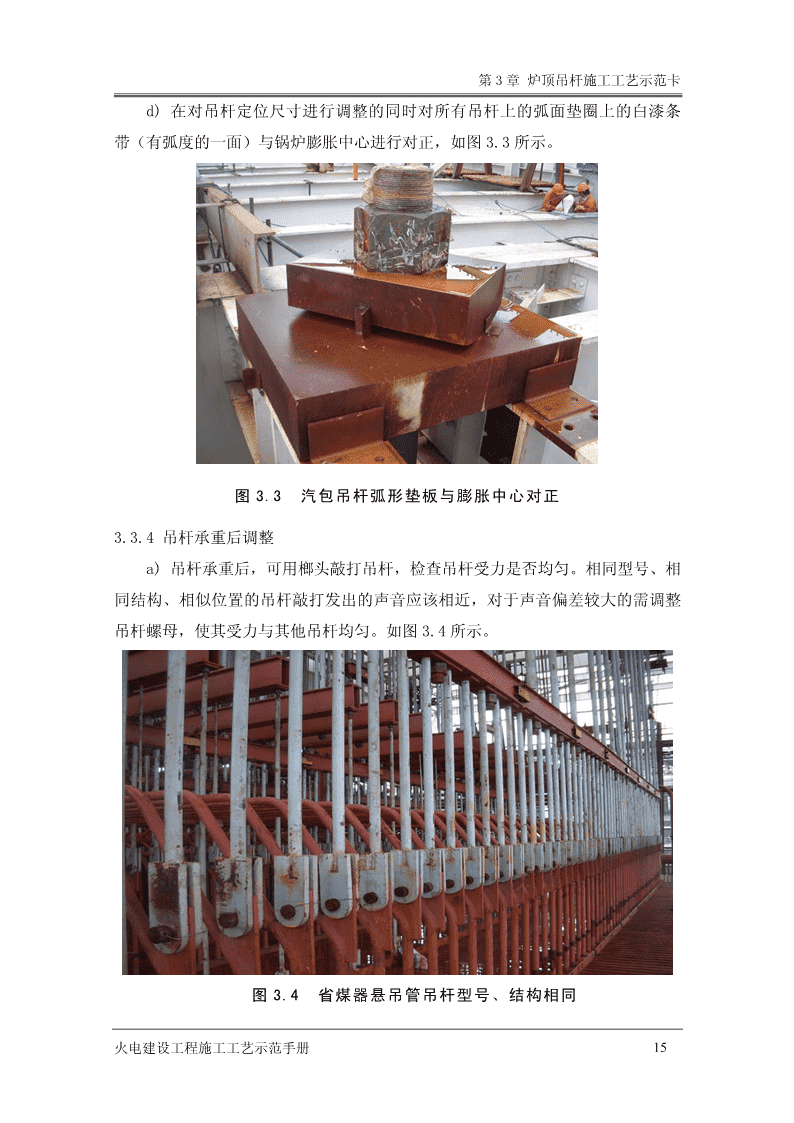
第3章炉顶吊杆施工工艺示范卡d)在对吊杆定位尺寸进行调整的同时对所有吊杆上的弧面垫圈上的白漆条带(有弧度的一面)与锅炉膨胀中心进行对正,如图3.3所示。图3.3汽包吊杆弧形垫板与膨胀中心对正3.3.4吊杆承重后调整a)吊杆承重后,可用榔头敲打吊杆,检查吊杆受力是否均匀。相同型号、相同结构、相似位置的吊杆敲打发出的声音应该相近,对于声音偏差较大的需调整吊杆螺母,使其受力与其他吊杆均匀。如图3.4所示。图3.4省煤器悬吊管吊杆型号、结构相同火电建设工程施工工艺示范手册15
机务部分(2)b)所有按设计要求吊杆安装后需点焊螺母的,在高空穿装时,不予点焊,仅加以保险措施。待酸洗煮炉后受热面吊杆调整结束后,统一进行点焊。点焊后去除所有临时保险铁件。其它要求,如将吊杆螺纹敲毛的,施工中应无遗漏。c)所有弹簧吊架在受热面设备安装后,及时调整紧力至冷态位置,定位销等在水压前检查不得缺损,如图3.5所示。水冷系统弹簧吊架定位销在水压后统一拆除,过热系统及再热系统弹簧吊架定位销在酸洗煮炉后统一拆除,如图3.6所示。d)吊杆最终点焊时,若室温低于10℃,需至少预热至10℃以上。e)吊杆调整后,应切除吊杆端面点焊的保险圆钢,并用磨光机打磨干净,不留施工痕迹。f)吊杆调试时,各连接件的螺杆丝扣必须改满,锁紧螺母应锁紧,防止松动。图3.5弹簧支架在水压前应加固16火电建设工程施工工艺示范手册
第3章炉顶吊杆施工工艺示范卡图3.6墙式再热器出口集箱恒力弹簧定位销拆除3.4成品示范图图3.7炉顶二次梁及三次梁水平及标高一致火电建设工程施工工艺示范手册17
机务部分(2)图3.8部分联箱吊杆及小梁预先穿装在联箱上图3.9炉顶吊杆露出的螺纹基本一致3.5引用标准电力建设施工及验收技术规范(锅炉机组篇)DL/T5047—95火电施工质量检验及评定标准(锅炉篇)1996年版18火电建设工程施工工艺示范手册'
您可能关注的文档
- 一次导线安装工艺守则
- 国家标准:gbt 12924-2008 船舶工艺术语 船体建造和安装工艺
- 仪表的基本安装工艺
- 仪表管路的安装工艺
- 低压配电装置安装工艺图
- 火电建设工程施工工艺示范手册2(机务) 04 炉顶密封安装工艺示范卡
- 电器照明的安装工艺
- 火电建设工程施工工艺示范手册2(机务)07 阀门安装工艺示范卡
- 锅炉本体的安装工艺
- 火电建设工程施工工艺示范手册2(机务)10 热力小管道安装工艺示范卡
- 通风管道和部件的安装工艺
- 锅炉钢架安装工艺规程
- 通风、空调设备及末端装置安装工艺
- 电器主回路的安装工艺
- 锅炉本体管道及其附件安装工艺
- 锅炉安装工艺标准(2005新版)
- 螺旋桨加工与安装工艺
- 窗帘制作与安装工艺标准