


- 212.98 KB
- 15页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'热轧厂轧制计划编制规范1总则l炼铁厂应按炼钢厂的冶炼计划提供铁水:l炼钢厂应按热轧厂热装模式编制计划进行冶炼:l储运公司按热轧厂热装结构编排送料日程:l热轧厂根据计划及实际到料情况适时编制轧制单位进行热装轧制:l从用户需求到热轧计划,从热轧计划到炼钢计划,从炼钢计划到炼铁计划,根据各个单位的日程进度进行优化,进行整合对应,最终严格执行:实现以上目标是热轧厂实现有效热装计划的前提条件,而热轧厂轧制计划模式是整个热送热装的关键,问题直接影响热轧线正常的轧制单位编制及生产,根据以上问题,特制定特殊时期轧制单位编制要求,有关单位遵照执行:2轧制单位编制总则:2.1单位结构确定:
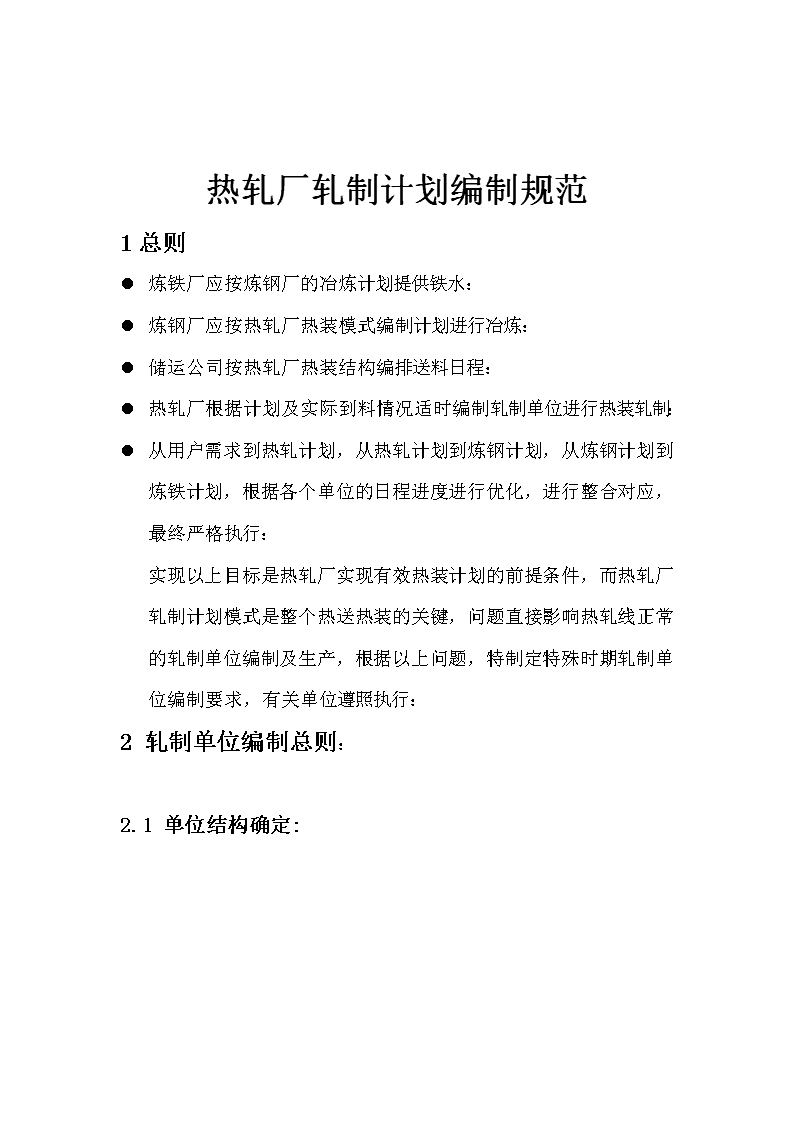
l烫辊材(见图中1区):开轧规格,质量要求三级:l过渡材(见图中
2区):开轧规格与主轧规格之间的过渡材,质量要求二级,如果主材与过渡材轧制断面相同,可直接过渡到主轧材,单位中大的宽度变化中间的规格也成为过渡材:主轧材(见图中3区):单位主体,为单位的最大宽度,质量要求一级,分配主要轧制量轧制长度:l次主轧材(见图中4区):单位次主体或主体,为单位的较窄或最窄宽度,最窄宽度轧制前需过渡适量中间规格达到最小宽度,质量,一级或二级,单位结束时过渡到质量要求三级:l正常和标准单位,轧制量小于75km时,可以不使用工作辊窜辊:l原则上窄料单位采用逐步缩小行程的窜辊方式,宽料单位采用大行程的窜辊方式,单位结束前的最后1~2批,轧制2.5以下规格时,窜辊行程小于50注:质量要求:一级:热轧商品材,表面质量及尺寸要求最高(标准上限):二级:热轧商品材或冷轧材,质量要求次之;三级:再加工材,如供冷轧等,无特殊质量要求;单位编制必须保证热轧产品所有的质量要求,同时实物质量应高于标准要求,具体要求建关质量标准,故需限量轧制,在此基础上,划分产品质量级别。2.2单位长度限制具体每一区域轧制量限制见以下分配量的限制,基本原则如下:l单位长度限制以主轧材及次主轧材的总长度作为基本限制:
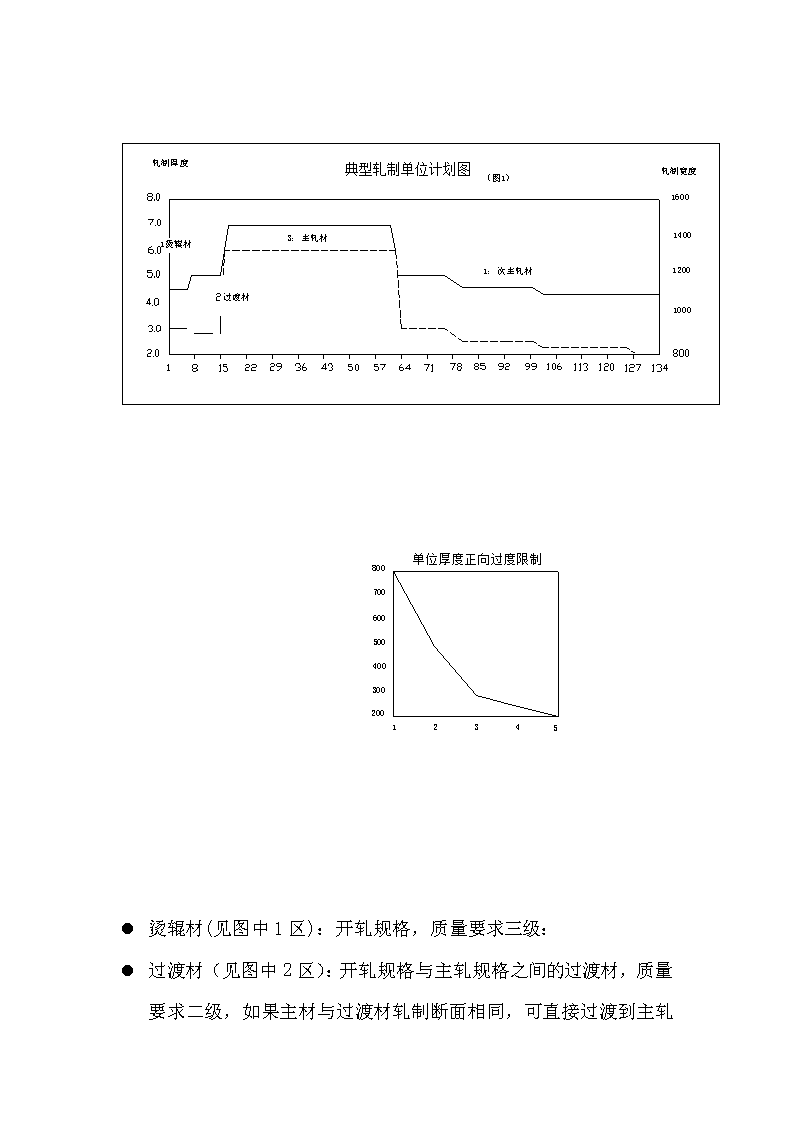
轧制单位总长度限制(表1)分类轧制块数F单位重量F轧制长度E单位重量E单位长度特殊钢数特殊钢量烫辊材4~61205km1005km过渡材4~61208km1208km主轧材40~60120040km120030km30km900次轧材40~60160030km160040km30km1200总限制150220080km260075km70km18002.3单位过渡l厚度正向过渡:正向过渡为从厚向薄过渡轧制,其限制右图:l厚度反向过渡:反向过渡原则上不超过5mm:l宽度的正向过渡:即从宽到窄过渡,原则上过渡量不超过300mm,不能正常时,在正常的厚度过渡的前提下,可超过300mm:l宽度的逆向过渡:由于质量级别的需要或其他特殊需要,主轧材轧制较窄规格,再逆向过渡到宽规格:(1)单位中逆向过渡总量不允许超过300mm;逆向过渡不超过5次:(2)逆向过渡总量不超过20km:(3)逆向过渡硅钢为1000mm锻面时,最大轧制宽度不超过1300mm:l特殊钢应据质量要求适当减少轧制量:l特殊情况编制困难时建后异常单位编制事项:
3轧材编制要求及原则:扎制厚度允许范围:2.75~4.5mm,轧制宽度允许范围:1000~1275mm:块数要求:4~6块,即指普钢商品材或冷钢材;材质要求:硬度不超过或相当与Q195(Q235)钢种相似的钢种:高强度及特殊钢种不能列入其中,如以下钢种:集装箱钢、耐候钢、瓶钢及大梁钢等;基本原则:l以易轧制且质量要求较低的钢种(如;冷轧材)编入烫辊材:l如是同批量较多时,可直接进入烫辊、过渡以后的生产编制,但必须是最宽材,3.1过渡材编制要求:过渡材是通过烫辊材尽快过渡到最宽材或本单位的主轧材,其要求如下:(1)轧制厚度允许范围:2.75~4.5mm,轧制宽度允许范围:1000~1275mm:(2)块数要求:4~6块,即指普钢商品材或冷轧材,后面的品种轧制难度较大时,需要过渡材适当增加4~6,以给足够的量调整工艺及控制参数:(3)材质要求:与烫辊材相同:基本原则:(1)为尽快适应主轧材而编制的过渡材,以适应
主轧材的生产难度,即有足够的余地调整好板形,过渡到最宽材、使轧辊热凸度趋于稳定等:(2)宽度过渡:原则上允许增宽过渡不超过300mm:(3)厚度过渡:正向过渡:从薄向厚过渡不允许超过原厚度加5mm:反向过渡:从厚度薄过渡3.0mm以上不允许超过原厚度减3mm,3.0mm以上不超过2mm3.2主轧材编制要求:主轧材是该单位的最大轧制量部分或最宽轧制规格部分,其基本原则如下:l主轧材轧制以较厚、较宽及轧制难度较大、质量要求较高的品种为主:l主轧材规格及长度限制见下表:主轧材轧制规格限制表(表2)轧制厚度轧制宽度单重块数轧制长度合计重量特殊钢块数特殊钢重量备注2.751050184032km72030540不宜编制2.751255216045km1260306303.001275254540km11253510004.001520285050km14003012005.001520285025km14002011201520286020km1680201120
6.00以上l同规格量过多时,允许中间编制少量其他品种或规格,但逆宽规格不得超过10块钢,或逆宽长度应小于10km:l规格变化复杂及逆宽轧制时,必须使用工作辊窜辊轧制,并需在单位表上注明“逆宽窜辊单位”:3.3次主轧材编制要求;次主轧材轧制是该单位的较大轧制量和轧制长度部分,其基本原则如下:l次主轧材轧制以较薄、较窄规格及轧制长度较大的品种为主:l主轧材与次主轧材的宽度过渡属正向(从宽到窄)过渡,如条件允许,一般过渡宽度不大于300mm,过渡轧制厚度大于2.5mm:l如过渡宽度大于300mm,过渡厚度应大于2.75mm,最少轧制量4块:次轧材轧制规格限制表(表3)轧制厚度轧制宽度单重块数轧制长度合计重量2.001050断面163030km4802.501050断面173530km5954异常情况单位编制:由于单位结构不完整,无法按以上规定编制时,在保证稳定生产及产品质量的前提下,被迫编制非正常单位:
l缺乏中间断面(1300断面)的宽料E单位编制:宽窄异常单位编制限制(表4)项目烫辊材过渡材主轧材次主轧材合计限制轧制厚度2.75~4.5mm3.5~4.5mm4.5~6.5mm>4.5轧制宽度10501050~12501520断面1520~1000断面轧制块数4~6块6~8块10~30长度限制<75km轧制长度5km7km1500断面<20km,1300以下断面小于30km轧制重量限制小于2300吨l全窄料F单位单位编制:只有1050断面的规格可编制时,需考虑编制与无取向硅钢相似的单位,该单位应以轧制长度限制为主,最大轧制长度小于65km,而轧制厚料时,应考虑轧制重量限制,应小于2000吨,不能超过两类的共同限制:l窜辊策略:采用窜辊行程逐步缩小策略(自动窜辊方式“9”),窜辊步长10mm,开轧后窜辊行程为140mm,轧到1/3后行程缩短到100mm,轧制2/3后或轧制到2.5mm厚度以下规格时,停止工作辊窜辊,停止工作辊窜辊,直到单位轧完:异常单位明细表上必须注明“异常结构轧制单位”,以便操作人员及时采取有效措施,确保轧制稳定及带钢质量。在目前条件下,应尽可能按以上规范进行编制,超出限制范围时,
需通知有关部门进行专项实验,再完善编制规范。5轧制单位类型划分根据热轧厂产品结构特点及现行单位情况,在原有轧制单位结构类型的条件下,增加和调整了新的轧制单位结构,确定了热轧厂特有的轧制单位模式。5.1根据生产检修及轧制单位特征确定轧制单位的过渡原则1.轧制单位按主体材的轧制宽度与厚度划分为宽度材单位(典型的E单位)、窄薄材单位(典型F单位),其它的变体单位均围绕E、F结构进行延伸形式:2.轧制单位按品种划分为特殊的单位结构,如瓶钢单位、集装箱出口材单位、取向硅钢单位、无取向硅钢单位等;3.轧制单位按加热炉烧钢温度及RT4温度区分为高温、低温单位,典型单位如下四类:l高温单位:RT4温度大于1100℃:如典型的T单位、取向硅钢Z单位:l低温单位1类:RT4温度在1040~1060℃:如典型的瓶钢P单位;l低温单位2类:RT4温度小于1000℃:如无取向Y(W)硅钢单位l中温单位:RT4温度在1060~1100℃之间:该类型占热轧材的主体,主要为普钢单位:l
注意:以上单位必须在实际热轧厂轧制顺序中必须合理的过渡,否则会影响板坯的轧制产能及加热质量,甚至直接影响到产品的性能,影响到全线的生产稳定。其过渡方法原则上采用中温单位或通过检修及工艺停机进行有效过渡。1.合理利用检修停机安排的的生产单位,实现合理的过渡热轧通过多年的摸索确定了以下的单位过渡模式,l工艺停机(60~90分钟)以后安排无取向硅钢或取向硅钢单位,在轧后直接生产:l周期检修(8小时~16小时)安排取向硅钢或无取向硅钢单位,在开轧后烫滚过渡完成后再轧制约20块普钢后进行硅钢轧制:l无取向硅钢轧制结束后安排高温的集装箱薄材单位,或难轧品种单位、T52L高温单位,以利用加热炉的高温余热和轧制节奏慢的特点,实现难轧品种的充分加热或有效的余热利用和温度过渡:5.2典型轧制单位划分与结构的确定5.2.1断面与品种代码的分类在编制单位以前,为便于确认分析单位的结构特点及今后计算机编制程序的需要,特将热轧板坯的断面结构和品种类型进行编号划分。l断面结构的划分
热轧厂断面划分表(表5)划分编号ABCDEF最窄宽度8009001100120013001400最宽宽度90011001200130014001550划分级别1234567891011121314板坯宽度900950100010501100115012001250130013501400145015001550热轧厂断面划分表(表6)表2为炼钢厂实际提供板坯可能出现的全部宽度,该编号更加准确:表1为热轧厂实际使用可使用的宽度划分范围,划分使用的灵活性较大,适用与计划编制,只要宽度在断面范围,均可编入轧制计划:l品种结构的划分热轧厂轧制单位类型中的钢种类别代码表(表7)类型代码1234567890类型名称冷轧材普钢优镇集装箱管线瓶钢含钛钢低合金无取向钢取向硅钢热轧厂钢种分约30大类,而按典型的大批量生产的重点品种区分,则编成以上代码用于轧制单位的主题结构控制和标识,有以上两种代码进行以下的单位结构的确定。5.2.1轧制单位结构的划分l根据热轧商品材的合同需求、冷轧硅钢的供料保证及热轧厂检修听机状况,首先主要产品的类型,如集装箱、管线钢、硅钢等,由此确定了单位类型:
l以主轧材的类别区分确定单位的主体结构和单位名称,如瓶钢单位、集装箱单位等;l由单位的主体结构确定单位的整体结构,包括烫辊、过渡及次轧材的轧制量及品种类型,最终完成整个单位的编制热轧厂轧制单位结构划分表(表8)单位类型符号烫辊过渡主轧材1主轧材2主轧材3次轧材重量范围瓶钢单位PBCIDICD5D1CBA断面量60140~2008006005002160管线钢GBCIDIFF4DCBA断面量60200200~10001000~1500500~10005002800~3800集装箱KBCIDIFDECCBA断面量602000~14001000~15000~7000~5002500~3400集装箱BBCIDIDCC3CCBA断面量602002002000~7000~5001600~2100集装箱KGKGBCIDEF1F4DE(3)CCBA断面量6030010008007004003260F位FBCIDIDECBA断面量60140~20014006002200E位EBCIDIFDEDCBA断面量60140~2001000~1400600~10006002500~3200Y单位YBCIBCIB8断面量5050800t(50块)900W单位WBCIBCIB8断面量5050740t(46块)840
Z单位1ZBC1BC1D0CBA1断面量5050445(28块)1340(56块)1889Z单位2ZBC1BC1D0CBA1断面量5050890(28块)640(28块)1630件类型:热送热装●说明:(1)KG单位:为管线钢与集装箱钢的合成单位;(2)Z单位1:为一座加热炉交叉轧制取向硅钢单位;(3)Z单位2:为两座加热炉交叉轧制取向硅钢单位;5.3热轧厂单位顺序的确定根据热轧厂情况确定以下顺序原则,确定热轧轧制计划的轧制顺序:●合同:主体品种(集装箱、集装钢、瓶钢及硅钢、冷轧口提供保证量)确定主体计划结构,如每日保证3800吨冷轧料,每周保证1万吨的硅钢量,重点品种在20日以前全部生产完成等,由此确定每日保证的重点品种结构,形成主体编制顺序;●根据轧制检修计划、加热炉检修周期确定相对固定化的间隔时间和日程;●由加热炉状况及热轧检修日程确定硅钢、专用钢的有效生产时间,例如在工艺停机以后轧制无取向硅钢,检修以后轧制取向硅钢,在周二生产热轧商品材的专用钢等,热轧厂多年来已经形成固定有效的生产模式;●高温单位过渡到低温单位需要普钢单位进行过渡,否则工艺控制难以有效实现,影响正常的轧制节奏;●取向硅钢单位后面接高强度难轧品种,如接集装箱B单位,后面再接高强度钢单位(HG60、X70、Q235等)这些钢种一方面利用长在炉时间,另一方面利用炉内高温是难轧品种得到充分的加热,使难轧品种轧制更加顺利轧制;●取向硅钢交叉轧制普钢应全部为冷轧材,在取向硅钢交叉轧制时对冷轧材的需求量约为硅钢轧制量的2.5倍,硅钢轧制期间应保证充分的冷轧材供料;
●板坯厚度应有合理的过渡,不允许250mm厚的1500宽度板坯与210mm厚度的窄料混排,否则造成厚坯不能充分加热,影响生产能力;●热轧商品材存在备料周期,因此需要满足周期性的供料量,并做到精整五条线的供料均衡,故要求每日的品种结构具有相应的多样性,普钢商品材一般在主体单位之后,及次轧材部分编制;以上方面作为轧制单位顺序编排原则,足以确定现行的五日计划顺序,并完全能够满足热轧合同交货需要,且实际板坯原料供应总量与热轧需要是相符的,只是循序不同,如果能够实现按热轧顺序供料,在加上时间差,则热装可以在热轧整体计划中全面实现。5.4根据热轧合同及下工序需求确定热轧计划下表是根据以上要求确定的热轧厂4月11日~4月15日五日计划编制安排表,而在实际操作中已经按计划实行,加黑部分如期实施,而由于原料问题,瓶钢、管线钢没有实施计划,具体计划入下:热轧厂4月11/15日五日计划表(表9)日期周123456789101112131415161718192021222324日产量11日2Y:硅钢量:4800tF:2200tB:集装箱2.0B:集装箱2.0G:管线钢:3300t1150012日3G:管线钢:3300tE单位:3000P瓶钢:2100tP瓶钢:2100tP瓶钢:2100tE1340013日4E:3000K(G):3300轧线停机检修16小时500560014日5无取向硅钢单位5个,4000t,15小时(Y/Y/Y/W/Y/Y)F单位:2200tP瓶钢:2100tP930015日6P:2100E单位:3000K(G):3300K(G):3300E单位13600(1)热轧厂五日计划形成以后,热轧厂将按计划向公司提料,要求提供所需要的板坯断面和品种的板坯量,热轧厂将严格按计划时序进行组织生产;
(2)热轧设备正常情况下,以上结构有70%被确定为固定模式,即无论是否加热装均按以上要求进行编排,其余30%部分只要原料到位则可以实现以上轧制模式;(3)在热轧轧制计划有相当的适应性,可根据实际情况以及第3部分的要求进行较大灵活调整,为今后冶炼计划的调整创造了较好的条件;(4)表9中的原料需求总量与日计划量以及实际生产量非常接近,当出现超产或超出计划量时,以检修和硅钢生产为界,调整单位轧制量,以保证单位数量和结构的相对稳定;由相对确定的表9查询表8则可以确定每一个单位的断面及品种结构,计算机或相关计划人员可以从已经形成的合同库中提取具体断面和品种,形成热轧需求五日计划;(5)由相对确定的表9查询表8则可以确定每一个单位的断面及品种结构,计算机或相关计划人员可以从已经形成的合同库中提取具体断面和品种,形成热轧需求五日计划;(6)热轧五日原料需求计划形成后,根据炼钢状况,确定炼钢冶炼—轧钢计划,经过轧钢和炼钢的整合调整,考虑热送时序及日程,最终确定冶炼计划;(7)根据冶炼计划对应铁水的来源要求,在此整合调整,形成最终确定的冶炼实施计划,按此计划实施,热送热装得以实现。'
您可能关注的文档
- 贵州美升能源有限公司采煤掘进工作面作业规程编制规范
- 采煤作业规程样本及编制规范
- 煤矿采掘工作面作业规程编制规范要求_免费下载
- 计算机软件文档编制规范
- 宁夏职业技术学院实践教学大纲编制规范及要求
- 永城职业学院实践教学大纲编制规范
- 防突技术措施编制规范
- 建设项目职业病危害放射防护评价报告编制规范
- 县级土地利用总体规划地图设计与编制规范研究
- 通信工程竣工资料编制规范V
- 《全宗指南编制规范》ppt课件
- 河南省考古勘探经费预算编制规范
- 煤矿掘进作业规程编制规范(I)
- 流程编制规范文档
- “三措”编制规范(试行)
- DFMEA编制规范_PDC_PM_V1_20090515
- LBT 072-2019 包价旅游产品说明书编制规范
- 油田开发调整方案编制规范标准[详]