


- 36.50 KB
- 2页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'锡电镀层技术规范和试验方法1术语和定义1.1主要表面1.2熔流、熔融、流光、重熔2需方应向供方提供的资料2.1标准号2.2基体材料的性质2.3要求的镀层使用条件或镀层的分级号2.4标明待镀制品的主要表面,例如提供图纸或有适当标识的样品2.5验收抽样方法2.6可以接收的不可避免的接触痕迹和其它缺陷的位置2.7采用的附着强度试验方法2.8热处理要求2.9空隙率试验要求2.10可焊性试验要求和采用的试验方法及条件2.11底镀层的特殊要求2.12表明精饰要求的试样2.13特殊预处理要求2.14锡镀层纯度要求2.15镀后零件的包装要求2.16特殊的镀后处理要求3抽样抽样方法按GB/T12609和ISO2859S的规定。抽样方法和验收水平由供需双方商定4…分类4.1.使用条件号下述等级的使用条件号表明该使用条件的严酷程度4:极严酷——例如在严酷腐蚀条件的户外使用3:严酷——例如在一般条件的户外使用2:中等——例如在一定潮湿的户内使用1:轻度——例如在干燥大气中户内使用,或用于改善可焊性4.2镀层分级号镀层分级号必须由四部分组成,其中前后两部分用一斜线分开,如:a/bcd其中:a----表示基体金属的化学符号b----表示底镀层的化学符号c――表示锡镀层的化学符号d-----表示表面的光泽度。M代表无光镀层;b代表光亮镀层;f代表熔流处理的镀层5.钢的热处理5.1电镀前消除应力处理经过深度冷加工的钢件,电镀前需在190℃~220℃处理1h。有些钢件经过渗碳、火焰淬火或感应淬火及随后进行的磨削加工后,若有上述温度处理,可能使其性能下降;在这种情况下应代之以较低的温度去应力处理,例如在130℃~135℃处理时间不少于5h.5.2电镀后消除氢脆处理因为氢气穿过锡镀层的扩散很慢,电镀后不能采用热处理方法消除氢脆。
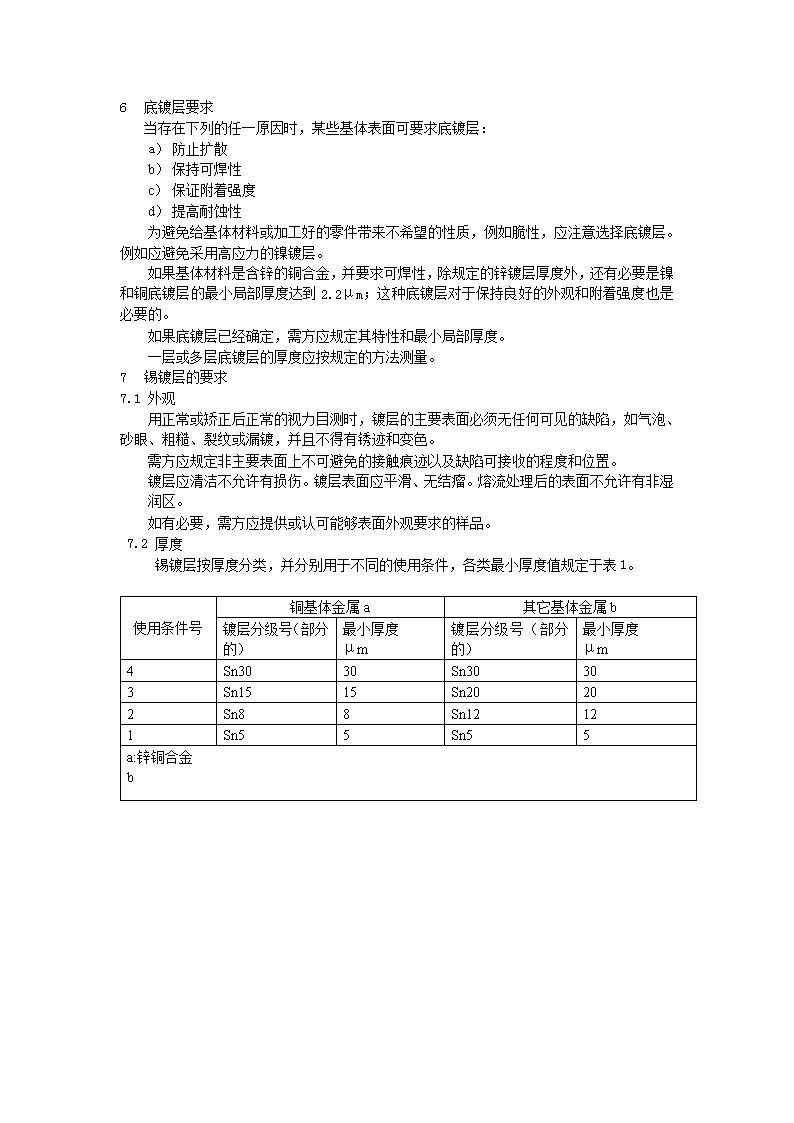
6底镀层要求当存在下列的任一原因时,某些基体表面可要求底镀层:a)防止扩散b)保持可焊性c)保证附着强度d)提高耐蚀性为避免给基体材料或加工好的零件带来不希望的性质,例如脆性,应注意选择底镀层。例如应避免采用高应力的镍镀层。如果基体材料是含锌的铜合金,并要求可焊性,除规定的锌镀层厚度外,还有必要是镍和铜底镀层的最小局部厚度达到2.2μm;这种底镀层对于保持良好的外观和附着强度也是必要的。如果底镀层已经确定,需方应规定其特性和最小局部厚度。一层或多层底镀层的厚度应按规定的方法测量。7锡镀层的要求7.1外观用正常或矫正后正常的视力目测时,镀层的主要表面必须无任何可见的缺陷,如气泡、砂眼、粗糙、裂纹或漏镀,并且不得有锈迹和变色。需方应规定非主要表面上不可避免的接触痕迹以及缺陷可接收的程度和位置。镀层应清洁不允许有损伤。镀层表面应平滑、无结瘤。熔流处理后的表面不允许有非湿润区。如有必要,需方应提供或认可能够表面外观要求的样品。7.2厚度锡镀层按厚度分类,并分别用于不同的使用条件,各类最小厚度值规定于表1。使用条件号铜基体金属a其它基体金属b镀层分级号(部分的)最小厚度μm镀层分级号(部分的)最小厚度μm4Sn3030Sn30303Sn1515Sn20202Sn88Sn12121Sn55Sn55a:锌铜合金b'
您可能关注的文档
- 新旧施工现场临时用电安全技术规范对照表
- #1机组c+级检修技术规范书
- 江苏联通基站代维技术规范书(2011修订版)
- 电厂锅炉磷酸盐加药装置技术规范书
- 通信铁塔基础工程施工及验收技术规范
- 国沥青路面施工技术规范规定
- 建筑施工技术规范
- 中国联通福建分公司本地传输网汇聚机房整治技术规范书
- 互联星空技术规范--sp系统接口分册v1.2
- 压延微晶板技术规范
- 临床输血技术规范试题
- 用电客户电能计量装置技术规范
- cjjt73-2010卫星定位城市测量技术规范
- gb50333-2013医院洁净手术部建筑技术规范解读
- gbz188职业健康监护技术规范2014word版
- gbz188-2014职业健康监护技术规范信息
- gpon光纤聚合拉远技术规范书解读
- sf6气体泄漏监控报警系统技术规范书