


- 232.79 KB
- 7页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'欧盟铁路机车车辆互联互通技术规范“TSI”CE认证解析南车株洲电力机车有限公司□郭立平付江英摘要本文分析欧盟铁路系统机车车辆子系统互联互通技术规范“TSI”CE符合性认证相关要求,并解读了认证体系,对比分析了各认证模式的不同特点及成本高低,述了认证的工作流程以及认证产品和认证模式的选择思路。研究并阐TSI(TechnicalSpecificationforInterope-欧盟铁路还通过指令、TSI以及相关标准对铁路rability)——欧盟铁路互联互通技术规范,是欧系统“安全性、可靠性与可用性、健康、环境盟关于铁路产品的法规,任何进入欧盟国家的铁保护及技术兼容性”等方面的基本要求进行了路产品必须具有“TSI”CE认证证书。在轨道交逐级分解,形成了自上而下、逐级分配、系统通领域,欧洲标准是大多数国际标准的来源。获配套的铁路系统产品互通性准入管理的法规体得欧盟认可,也就是获得了铁路轨道产品进入欧系,保证了列车安全和不间断运行。盟市场的通行证,对欧盟以外的任何市场都有很大的帮助。因此,如何获得欧盟认可、进入欧盟市场,为进一步拓展海外市场加快国际化步伐提供有力的支撑和保障,是目前急需研究的课题。(2)认证模式对于几乎所有的欧盟产品来说,通常会为制造商提供出几种CE认证的模式,制造商可根据本身的情况量体裁衣,选择最适合自己的模式。本文依据欧盟指令(Directive)“2008/57/EC”(3)子系统(Subsystem)《欧盟铁路系统互通性》和决议(Decision)根据欧盟内部铁路系统的互通性指令“2008“2010/713/EU”《应用于2008/57/EC指令的使用和EC确认用符合性适应性评估程序模块》欧盟铁路系统按结构和功能领域划分/57/EC”,如下:及“2011/291/EU”《关于跨欧洲常规铁路系统1)结构领域:基础设施、能量、和信号、机车车辆子系统。控制命令“机车和客车”子系统的铁路互通技术规范》等,对机车车辆“TSI”CE认证模式及相关要求进行2)功能领域:交通运营和管理、维护、货运远程信息处理应用子系统。客分析,并提出相应的认证工作思路。互通部件(4)(InteroperabilityConstituent)1定义构成子系统并需单独进行“TSI”CE认证的零部件或组件,简称为“IC”部件。(1)CE认证标志是一种安全认证标志,被视为制“CE”各子系统规定了相应的互通部件,在2011/造商打开并进入欧洲市场的护照。即铁路“TSI”291/EU中规定“普速机车和客车”互通部件为领域的“CE”认证。1996年以来,欧盟颁布了救援车钩、车轮、车轮防滑系统、车前灯、标志灯、尾灯、喇叭、受电弓、受电弓滑板、主跨欧高速铁路、普速铁路系统等《铁路指令》,432014.12总第499期机械工业标准化与质量
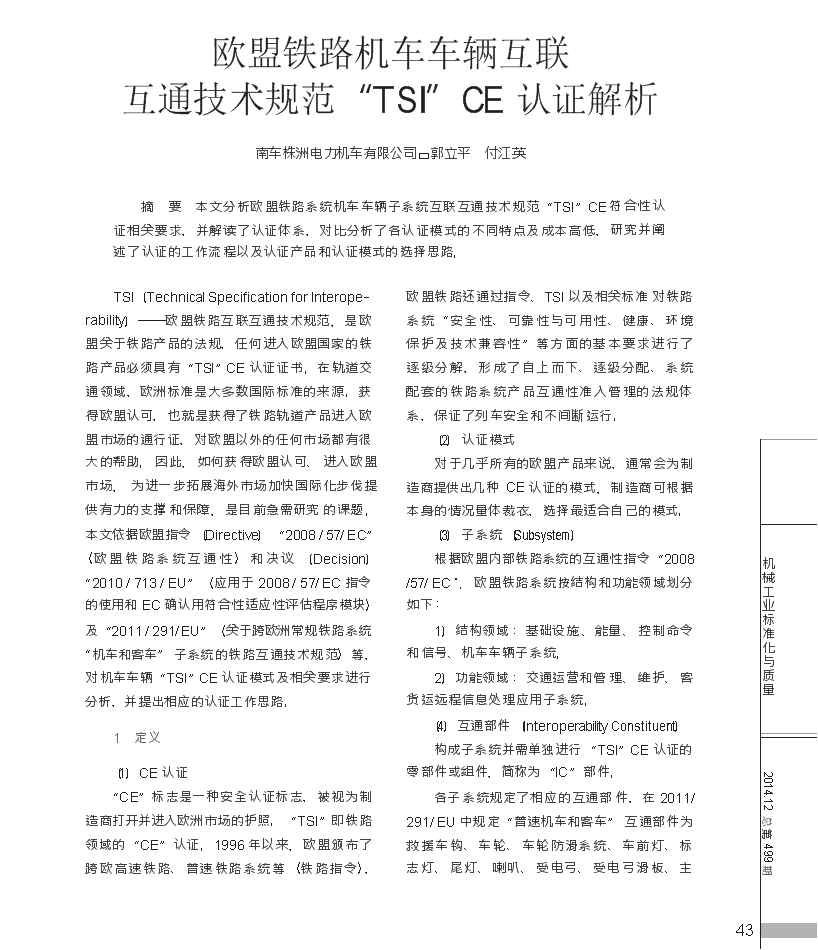
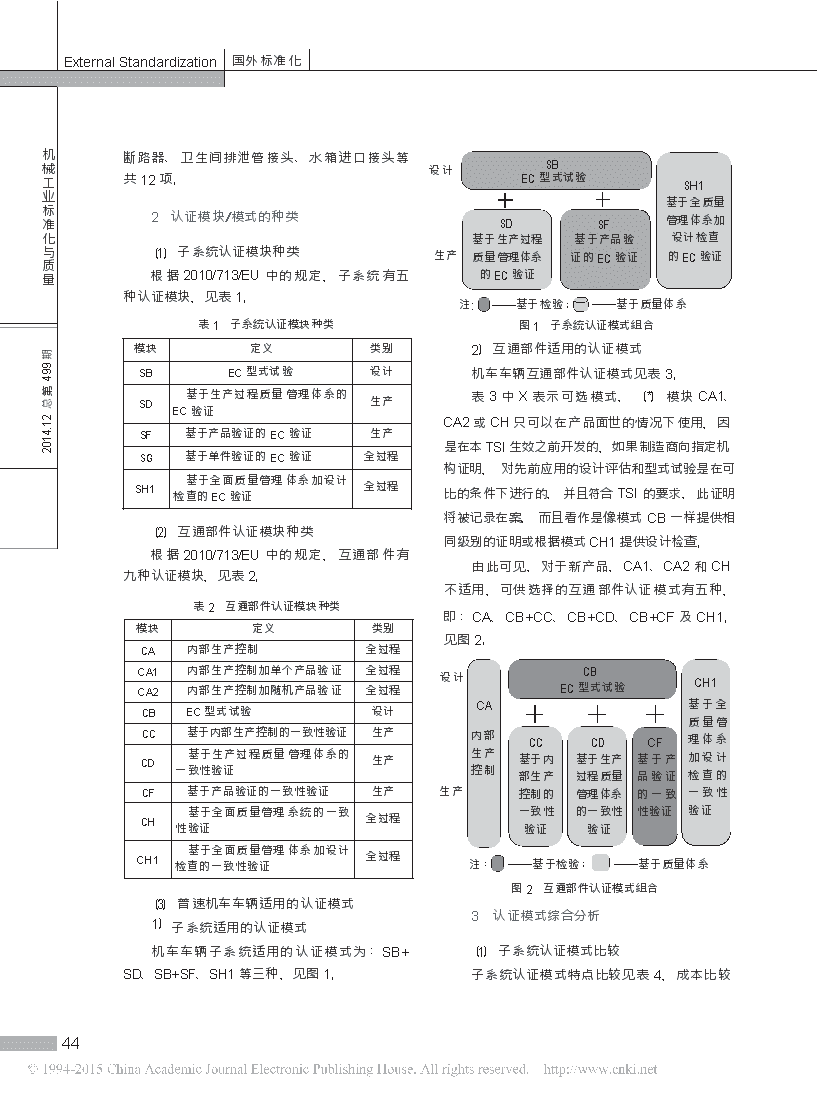
断路器、卫生间排泄管接头、共12项。水箱进口接头等SBEC型式试验设计SH1基于全质量管理体系加设计检查的EC验证2认证模块/模式的种类SD基于生产过程质量管理体系的EC验证SF基于产品验证的EC验证(1)子系统认证模块种类生产根据2010/713/EU中的规定,种认证模块,见表1。子系统有五——基于质量体系注:——基于检验;表1子系统认证模块种类图1子系统认证模式组合互通部件适用的认证模式2)机车车辆互通部件认证模式见表3。表3中X表示可选模式,(*)模块CA1、CA2或CH只可以在产品面世的情况下使用,因是在本TSI生效之前开发的,如果制造商向指定机构证明,对先前应用的设计评估和型式试验是在可比的条件下进行的,并且符合TSI的要求,此证明将被记录在案,而且看作是像模式CB一样提供相同级别的证明或根据模式CH1提供设计检查。由此可见,对于新产品,CA1、CA2和CH不适用,可供选择的互通部件认证模式有五种,(2)互通部件认证模块种类根据2010/713/EU中的规定,九种认证模块,见表2。互通部件有表2互通部件认证模块种类即:CA、见图2。CB+CC、CB+CD、CB+CF及CH1。CBEC型式试验设计CH1基于全质量管理体系加设计检查的一致性验证CA内部生产控制CC基于内部生产控制的一致性验证CD基于生产过程质量管理体系的一致性验证CF基于产品验证的一致性验证生产注:——基于检验;——基于质量体系图2互通部件认证模式组合(3)1)普速机车车辆适用的认证模式认证模式综合分析3子系统适用的认证模式机车车辆子系统适用的认证模式为:SD、SB+SF、SH1等三种,见图1。子系统认证模式比较SB+(1)子系统认证模式特点比较见表4,成本比较442014.12总第499期模块定义类别CA内部生产控制全过程CA1内部生产控制加单个产品验证全过程CA2内部生产控制加随机产品验证全过程CBEC型式试验设计CC基于内部生产控制的一致性验证生产CD基于生产过程质量管理体系的一致性验证生产CF基于产品验证的一致性验证生产CH基于全面质量管理系统的一致性验证全过程CH1基于全面质量管理体系加设计检查的一致性验证全过程模块定义类别SBEC型式试验设计SD基于生产过程质量管理体系的EC验证生产SF基于产品验证的EC验证生产SG基于单件验证的EC验证全过程SH1基于全面质量管理体系加设计检查的EC验证全过程机械工业标准化与质量ExternalStandardization国外标准化
表3互通部件认证模式见图3。(2)认证的基本工作流程及任务4互通部件认证模式比较互通部件认证模式特点比较见表5,较见图4。成本比(1)认证的基本工作流程认证的基本工作流程包括:标准与需求的理表4子系统认证模式特点比较查。常用的具备公信力的认证模式,对于长期稳定的批量生产共享。适合大量生产的产品,但首次投入成本较高模式的产品分类对同类型的每件产品进行现场生产检验验证。信力的认证模式,对于批次少,产量低的产品来说认证成本较进行认证,对于批量生产的产品将会增加认证费用造商,认证过程覆盖子系统设计和制造的全面控制。不适合生452014.12总第499期模式适用范围特点SB+SD设计和型式试验+生产过程中的质量管理体系审核包括详细的设计审核阶段和型式试验审核阶段;其型式试验通过授权机构认证(获得B模式证书)后,需进行产品制造及相关的质量管理体系(QMS)审核,另外可进行非预通知的抽的产品来说,成本较稳定,一次投资后可持续长期使用该证书,并且B模式证书范围覆盖的同类产品可与额外增加的生产现场SB+SF设计和型式试验+产品检验验证型式试验通过授权机构认证(获得B模式证书)后,按照B对该批次合格的产品类型颁发F模式认证证书。常用的具备公低。B模式证书范围覆盖的同类产品可与额外增加的生产现场共享。对于产量高、批次多的产品,费用会随着批次数量而增加SGEC单件认证常用于单批次产品的认证,采用此模式对于每件产品都需要SH1全面质量管理体系+设计审查对整个生命周期中的质量管理要求较高,而且对于产品的设计也同时要求进行审查。周期较短、费用较低。认证主体为制产现场多、产品分布复杂及跨区域的组织机械工业标准化与质量条款ICCACA1或CA2CB+CCCB+CDCB+CFCHCH15.3.1救援车钩—X(*)—XXX(*)X5.3.2车轮—X(*)—XXX(*)X5.3.3WSP—X(*)—XXX(*)X5.3.4前灯—X(*)XX—X(*)X5.3.5标志灯—X(*)XX—X(*)X5.3.6尾灯—X(*)XX—X(*)X5.3.7喇叭—X(*)XX—X(*)X5.3.8受电弓—X(*)—XXX(*)X5.3.8.1滑板—X(*)—XXX(*)X5.3.9主断路器—X(*)—XXX(*)X5.3.10排泄管接头X—X————5.3.11水箱进口接头X—X————国外标准化ExternalStandardization
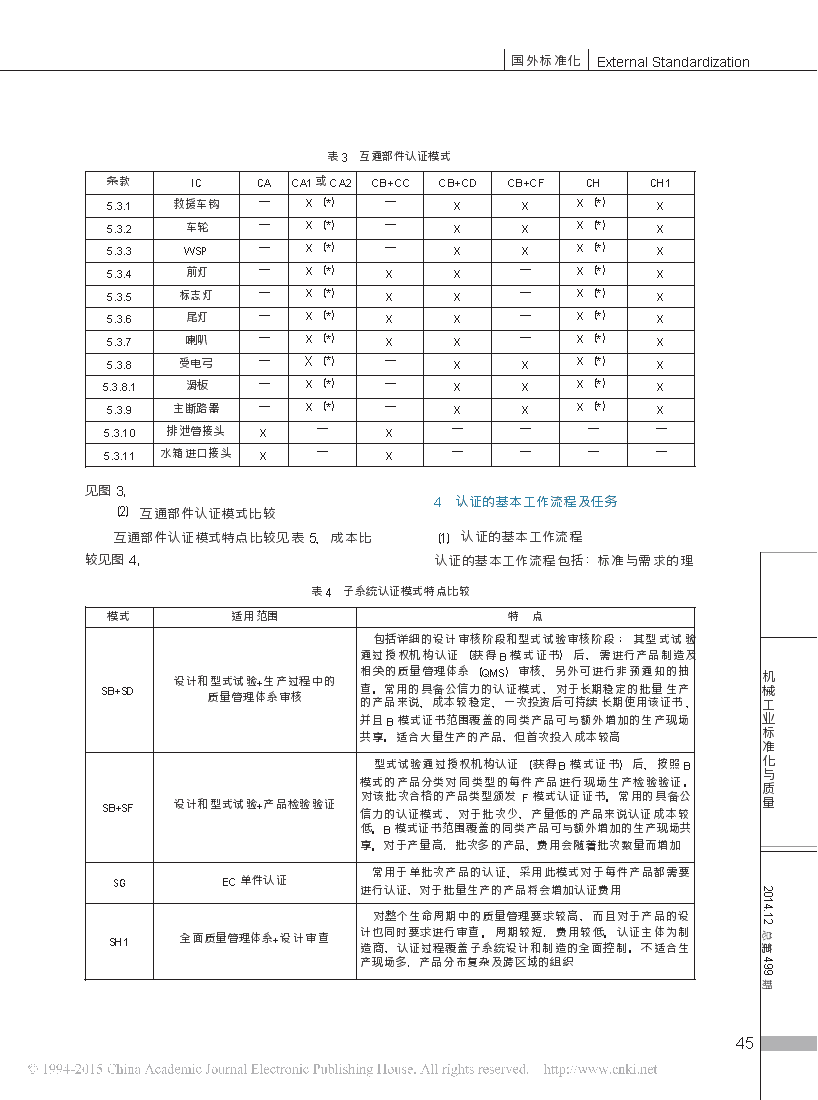
成本25成本20201515101098CB+CDB+SD8SB(6)547.57530CB+CCCHICA046系列产品规模123456系列产品规模12图335子系统认证模式成本比较图4互通部件认证模式成本比较表5互通部件认证模式特点比较颁发符合性证明。过程比较简单但公信力较弱,一般适用于产品式。企业自行检验和内部审核,较灵活。由于质量责任由企业指批量生产的产品来说,成本较稳定,一次投资后可持续长期使用的产品来说认证成本较低。B模式证书范围覆盖的同类产品可与462014.12总第499期模式适用范围特点CA内部产品控制模式制造商制定满足TSI及其他相关欧盟规范的产品使用条件和说明等技术文件。由第三方进行文件和规范的符合性评估,合格后安全要求不高、复杂度较低的产品CB+CC型式试验+基于内部产品控制型式试验通过授权机构认证(获得B模式证书)后,由部件制造商指定一名责任人对生产的质量控制、检验、测试及相关数据负责,由授权机构对报告和声明进行评估,属于常用的认证模定人员承担,国际公信力较弱,客户对产品质量的信心不足,适用于质量风险较低的产品CB+CD型式试验+生产过程的质量管理体系的符合性型式试验通过授权机构认证(获得B模式证书)后,需进行部件制造及相关的质量管理体系(QMS)审核,可对制造商进行非预通知的抽查。常用的具备公信力的认证模式,对于长期稳定的该证书,并且B模式证书范围覆盖的同类产品可与额外增加的生产现场共享。适合大量生产的产品。首次投入成本较高CB+CF型式试验+基于产品验证型式试验通过授权机构认证(获得B模式证书)后,对同类型部件的每件产品进行产品验证,对该批次合格的部件颁发F模式认证证书。常用的具备公信力的认证模式,对于批次少,产量低额外增加的生产现场共享。对于产量高、批次多的产品,则需对所有批次的所有产品进行检验,费用会随着批次数量而增加CH1完整的质量管理体系+设计审查由制造商建立完善的质量管理体系,要求覆盖产品整个生命周期。由授权机构首先进行设计审查,通过设计审查后由授权机构进行生产过程的质量管理体系审核。周期较短、费用较低。认证主体为制造商,认证过程覆盖设计和制造的全面控制。不适合生产现场多、产品分布复杂及跨区域的组织SSHI机械工业标准化与质量ExternalStandardization国外标准化
解、选择认证的子系统与模式、认证的前期准备、认证、获取证书/发布EC符合性声明等共五降低认证项目的风险,同时缩短认证项目的周期;d)长远的经济效益——在初次认证时,应充分考虑到将来的产品可能会在TSI认证的子系统的个阶段,如图5所示。基础上进行改进(如用自己研制的部件替换外部采购的部件)的可能性,为这些可能性预留足够的空间,尽量避免在将来发生相同内容的重复认证。②认证模式的选择根据自身的具体需求和实际情况,结合客户的要求,并充分考虑各模式的成本因素,分析并决定所要选用的认证模式(如SB+SD、SB+SF或者SH1等)。在认证模式选择时,要充分考虑到后续TSI认证的可能性,并为此预留足够的空间,避免重复认证的出现,以降低后续认证的费用,缩短后续认证的周期。③识别子系统中的互通部件对子系统进行研究分析,识别子系统中的互联互通部件,并编制部件清单;分析各TSI的满足方式,是以部件实现还是整车来满足,识别认证项目的风险。图5各阶段工作任务标准与需求的理解(2)1)熟悉TSI相关的指令、标准以及具体的TSI认证的前期准备3)技术规范。通过对指令、规范和标准的学习,清在认证产品和模式核定之后,应就该认证子系统开展必要且充分的认证前期工作。本文以长远来看经济效益最大、成本最低、楚TSI认证的类别、流程以及在各流程阶段中作为申请认证方的具体任务;明确子系统详细具体的TSI要求;编制详细的、可追溯的TSI需求表。比较通用的SB+SD模式为例,主要工作有:2)选择认证的子系统与模式①需求分析。编制子系统、部件的需求规在该阶段中,选取需要认证的子系统以及认范,清楚认证相关的具体的TSIs和相关标准、规范的需求,编制详细的子系统需求规范;结合认证子系统的实际情况,将子系统的需求规范分配到各个相应的部件,编制部件的需求规范,识别子系统中的部件并编制部件清单;证的模式并对子系统进行研究分析,识别子系统中的互通部件,并结合TSI分析整车/部件各项需求的满足方式。①认证子系统(产品)的选择选取子系统(产品)时,需要考虑到:a)客户的要求;②开展子系统的设计工作。针对需求开展子系统设计工作,编制子系统设计相关的文件。需要准备的文件见表6。市场需求——选取市场需求大的子系统b)(产品);③准备部件TSI证明文件。证明文件包括部c)所采用部件/技术的成熟度——尽量选用成熟部件/技术,如已经通过相关TSI认证的部件,以件的EC证书和EC声明以及相关的技术文件。要求所有的部件供应商提供其部件对于相应的TSI472014.12总第499期机械工业标准化与质量获取证书/发布EC符合性声明认证认证的前期准备选择认证的子系统与模式标准与需求的理解国外标准化ExternalStandardization
要求的满足性说明及证明文件;对部件TSI证明文件从文件的有效性、使用范围、所涵盖的TSIa)准备并向认证机构提交SB模块的认证(上一阶段准备的文件);文件范围和条款等进行审核;根据审核的结果,应编开展型式试验(可能在认证机构的监b)制部件TSI的审核报告,详细说明各个部件所满督、见证下进行并与上一阶段的型式测试结合进足的TSI条款以及哪些TSI需求还没有得到满足。表6行);向认证机构提交开展型式试验的证明和记录、结果文件。在所有要求得到满足的情况下,认证机构将颁发子系统的EC-typeexaminationcertificate以及相应的技术文档,②SD模块认证制造商发布EC声明。前期准备a)为了缩短项目周期,这一阶段中的工作可与前阶段同时展开。但因为认证机构只(NoBo)有在SB模块认证通过的前提下才会开展SD模块的认证工作,所以,如果要提前开展SD模块认证的准备(大量的文件编制及翻译等)工作,要考虑到相应的风险。准备SD模块认证要求的文件,见表7。表7中相关的文件)检查证书和附件(SB)责描述工具和过程描述的检查、测试描述④编制子系统的测试计划、测试规范;⑤开展型式测试工作——针对认证的子系统按TSI要求开展型式测试,过程和结果。并且记录型式测试的认证4)①SB模块认证482014.12总第499期序号名称1项目管理组织结构2所有相关方(如部件制造商)清单3子系统所有相关的信息(可引用SB4质量管理体系文件5子系统ISV声明(如果有)6已批准子系统的技术文件和EC型式7对于子系统质量目标、组织架构、职8关于制造、质量控制、质量管理体系9在制造之前、过程中以及之后要开展10质量记录描述(如检查报告、测试数据、校正数据等)11相关人员的资格证书12对子系统质量的监控描述13对部件的质量的监控描述,比如开展活动的记录、审核结果等序号名称1子系统总体描述,总体设计和结构说明2总体及详细的设计图样(与实际实施的一致)3电气原理图和空气管路原理图4数据处理和自动控制系统描述5运行和维护手册6部件清单7部件的EC声明,以及相应的计算文件和测试检查记录8ISV以及相应的EC验证证书(如有)9EC声明相关的证书10注册所要求的数据文件11对于理解子系统的运行和维护所必须的描述和解释文件12在系统环境中的集成条件和必须的接口条件13协同标准和相应的技术规范清单14设计计算结果,检查结果15测试计划,测试报告16与其他规则符合性的证明文件17关于生产和组装的支持性文件18子系统的设计、制造、组装和安装相关的厂商名单19子系统的使用条件(如运行时间,距离的限制等)20TSI中规定的与生产、维护和运行相关的技术文件21先前的检查、测试相关的证据机械工业标准化与质量ExternalStandardization国外标准化
因在认证的整车中,很多部件是外购部件,所以,要对其供应商开展质量控制活动,记录并保存相关活动的过程和结果。符合性证书(CF)——不适用。5)6总结及建议综上所述,选用认证模式的决定因素有很b)认证多,地、如:产品的复杂程度、成本、周期、生产场批量大小和企业战略因素等。向认证机构提交SD模块认证的相关文件。配合认证机构进行现场审查。审查地点可能包括在企业所在地和其主要部件供应商的所在地。5)获取证书/发布EC验证声明对于机车车辆子系统,生产场地集中的小批量产品适合SH1模式,生产场地分散的小批量在通过了SB和SD模块的认证之后,认证适宜检验的产品可采用SB+SF模式,预计大规机构将向制造商颁发EC验证证书(ECcertifi-cateofverification)。制造商在获取该证书和由认证机构编制的技模定点生产或多现场生产的成熟产品适合SB+SD模式。对于互通部件,按表3进行选择。批量较小的部件适合周期短、成本低的CH1模式,大规术文档之后,发布EC验证声明(ECdeclara-模定点生产或现场生产的部件适合CB+CD模式,生产场地分散的小批量适宜检验的产品可采tionofverification),在TSI定义的服务期内,连同技术文档一同保存在官方机构。用CB+CF模式;而对于产品安全要求不高、复(3)定期审核为了确保申请方适时实施所批准的质量管理杂度较低的部件(如:排泄管接头和水箱进口接体系中的相关规定,在获得TSI认证头)可选择CA模式。目前,国内还没有一家机车车辆整机产品获(D,H,H1)证书后,还需进行定期审核。定期审核的频率为每两年至少一次,核认证机构将提供审核报告。每次审得过TSI认证证书,也没有相应的认证经验,没有拿到需要进行TSI认证的海外项目前期,在进行全方面的整车TSI认证有一定风险,但可以选5认证证书的有效期择一较成熟的互通性部件进行TSI认证,的优点是:这样做(1)1)2)3)长两年;机车车辆子系统型式检查证书设计检查证书(SB)——无限期;(SH1)——无限期;(1)通过TSI认证并获取证书,此部件可以销售到欧盟市场或直接安装到需认证的整车上,减少后续认证环节;(2)部件的TSI认证比整车的认证费用少、周期短、风险低,投入的人力财力可控;(3)能加深相关技术人员对TSI认证的认知度,真正掌握TSI的认证流程以及对该部件的要求和实现的方式方法,了解自己的产品与TSI要求的差距;质量管理体系批准(SD,SH1)——最4)EC验证证书(SD,SH1)——最长两年;5)(2)1)2)3)型式检查证书互通部件型式检查证书设计检查证书(SG,SF)——不适用。(CB)——无限期;(CH1)——无限期;使用适合性证书(CV)——无限期;(4)储备TSI人才,品的TSI认证做铺垫。为将来机车车辆整机产4)质量管理体系批准(CD,CH,CH1)——最长两年;(收稿日期:2014-10-15)492014.12总第499期机械工业标准化与质量国外标准化ExternalStandardization'
您可能关注的文档
- 建筑物电子信息系统防雷技术规范
- 《建筑基坑工程监测技术规范》宣贯讲座_-_5_测点布置
- 《建筑桩基技术规范》和《铁路桥涵地基与基础设计规范》关于桩基承载力对比研究
- 中国xx数据网技术规范书(ip部分)
- 制动器用截锥形螺旋弹簧设计与制造技术规范
- 公路桥涵施工技术规范
- 大学毕业论文科技论文英文标题制作的技术规范
- 建筑施工起重吊装安全技术规范_征求意见稿
- 煤矿井下粉尘综合防治技术规范(aq_1020-2006
- 电梯技术规范书20120912 - 用户需求书
- 江苏省电力公司电子式三相多功能电能表技术规范
- 废塑料回收与再生利用污染控制技术规范(试行)
- 浅层地热能勘查评价技术规范
- 口腔科门诊技术规范
- 浙江省地表水环境自动监测技术规范20131022(定稿)x
- 广东电网公司高压开关柜技术规范
- 建筑施工临时支撑结构技术规范jgj300-2013计算书样本-有剪刀撑
- gb50119-2003 混凝土外加剂应用技术规范