


- 52.50 KB
- 7页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'静电粉末涂装检验评定方法一、引用标准1、GB1764涂膜厚度测定法。2、GB9286I802409涂膜附着力测定法。3、GB/T6739涂膜硬度测定法。4、GB1729涂膜颜色及外观测定法。5、GB/T1771-91色漆和漆,耐中性盐雾性能的测试。二、术语解释1、零部件粉末涂装质量:是指为实现装饰,防护(防腐蚀)密封等要求,而涂装在零部件表面上的静电粉末涂装深层的外观质量和内在质量。①外观质量包括:露底、遮盖不良、脱落,杂色(混粉)针孔,桔皮,颗粒,麻点堆积(粉末)锈痕,碰划伤等缺陷。②内在质量包括:深膜硬度、厚度、附着力,耐腐蚀性等技术工艺参数。2、喷涂外观缺陷种类:①露底(BARE):漏涂或未能完全覆盖材料色泽的现象。(清晰可见)②遮盖不良(BARE):深层涂覆盖薄致使底色隐约可见的现象。(有粉末的原因)③脱落(CHIP):涂层从深面呈现片装脱离造成金属表面层清晰可见的现象。④杂色(DISCOLOURATION):涂层表面的不同颜色或颜色深浅不一的斑点,色块或阴影。⑤桔皮(ORANGEPEEL):涂层表面呈现桔皮状纹路的现象。⑥针孔:涂层表面呈现针状小孔或毛孔的现象。⑦颗粒(TMELUSION):深层表面附着的清晰可见的颗粒状物质的现象。⑧麻点:涂层表面因水、油等异物影响致使涂料不能均匀流平,形成泡状疤痕。⑨堆积:深层表面因局部涂料边厚而形成涂料集结的现象。⑩锈痕:深层中产生锈点或接缝处呈现锈斑的现象。碰划伤:深层表面受外力碰撞或摩擦而呈现划痕的现象。碰划伤分为:a、严重划分:穿透涂层并对金属层造成划伤的现象。(可清晰看到)
b、划份:穿透涂层组对金属层未造成划伤的现象。(可清晰看到)c、磨损:经仔细观察才可发现的,轻度轻微的划痕现象。D、碰伤:深层表面出现的各种原因所造成的凹凸痕。3、喷涂外观缺陷的严重度分类:①观察深层表面的缺陷的环境要求:a、环境整洁,不能有显著影响检验作业的蒸汽、湿气、烟雾、粉尘等。B、检验光线要求为正常光线下的自然光或照度不低于500LXCE的目光灯照明。例:2只长度约120cm的40W的标准日光灯,安装在观察点正上方的位置。C、在一臂距离内(500mm),光线良好的条件下,以不超过15秒的时间观察(检查)零部件的第一部分独立的表面。②对缺陷本身严重度的划分:a、严重:一般情况下,任何操作机器的认可立即看到的缺陷,或在一臂长的距离可看到的缺陷。B、轻微:在一般情况下,充足的光线下,径边认真的近距离(小于一臂距离)的观察(检查)才可看到的缺陷。③不合格定义:在一般情况下按规定的要求进行观察,任何操作机器的人可立即看到的缺陷,或在一臂长的距离可看到的缺陷称为不合格。注:经过认真的观察(检查),才可看到的可称为不合格,如果经过如上的现未发现的某种缺陷则不可称为不合格,只能称作“缺陷”。④涂装表面检验区域的划分:根据各涂装表面对质量影响度和重要程度分为:①A级②B级③C级即:将零部件的各表面划分为A、B、C、三个检验区域。⑤每一个检验区的缺陷数量允许标准:a、A级:涂层表面没有不合格项。B、B级:在每个B级涂层而上的轻微缺陷不超过2个。C、C级:在每个C级涂层而上最多有5个轻微缺陷。三、内在质量、质量检查:所用仪器及量具应符合计量要求,并在有效检定周期内检验测试项目标准测量仪器
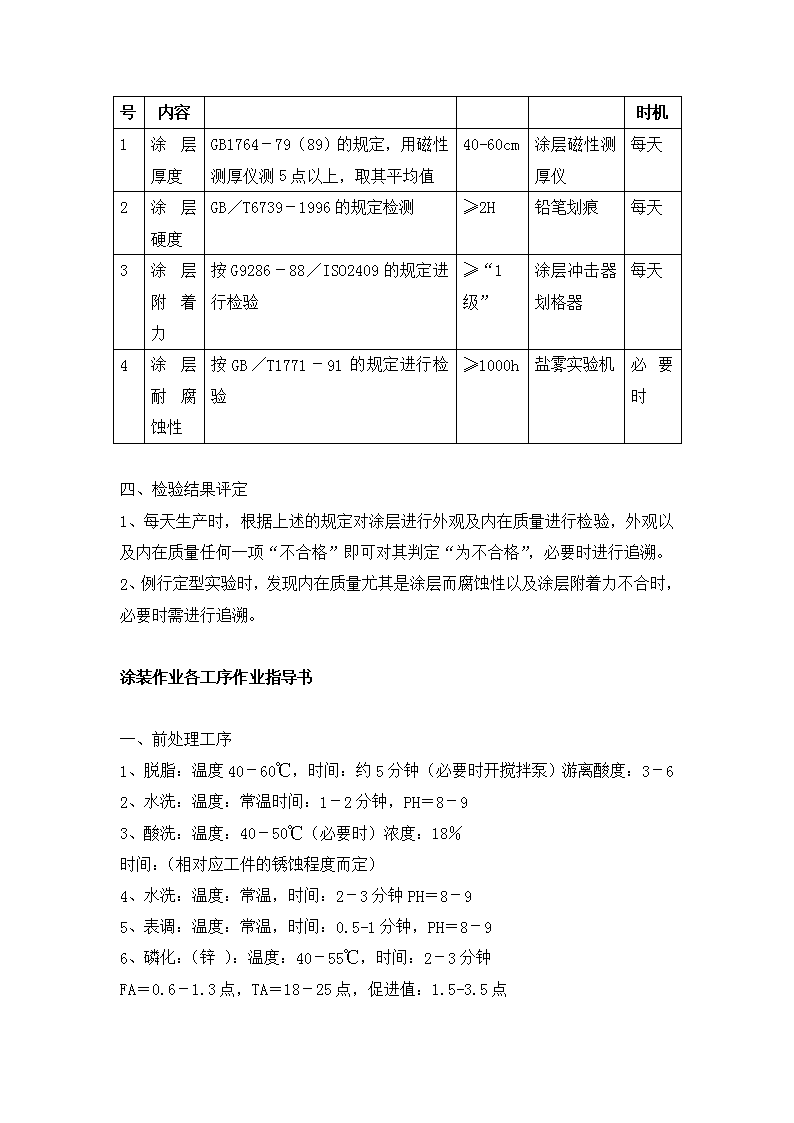
序号内容检验时机1涂层厚度GB1764-79(89)的规定,用磁性测厚仪测5点以上,取其平均值40-60cm涂层磁性测厚仪每天2涂层硬度GB/T6739-1996的规定检测≥2H铅笔划痕每天3涂层附着力按G9286-88/ISO2409的规定进行检验≥“1级”涂层冲击器划格器每天4涂层耐腐蚀性按GB/T1771-91的规定进行检验≥1000h盐雾实验机必要时四、检验结果评定1、每天生产时,根据上述的规定对涂层进行外观及内在质量进行检验,外观以及内在质量任何一项“不合格”即可对其判定“为不合格”,必要时进行追溯。2、例行定型实验时,发现内在质量尤其是涂层而腐蚀性以及涂层附着力不合时,必要时需进行追溯。涂装作业各工序作业指导书一、前处理工序1、脱脂:温度40-60℃,时间:约5分钟(必要时开搅拌泵)游离酸度:3-62、水洗:温度:常温时间:1-2分钟,PH=8-93、酸洗:温度:40-50℃(必要时)浓度:18%时间:(相对应工件的锈蚀程度而定)4、水洗:温度:常温,时间:2-3分钟PH=8-95、表调:温度:常温,时间:0.5-1分钟,PH=8-96、磷化:(锌):温度:40-55℃,时间:2-3分钟FA=0.6-1.3点,TA=18-25点,促进值:1.5-3.5点
7、水洗:温度:常温或加垫60-70℃,时间:1-2分钟8、纯水洗:温度:常温,时间:待工件全部被洗到,并没有残留物为止。二、脱水烘干1、方式:烘干炉烘烤。2、温度:120-150℃。3、时间:相对应工件定时间(必需实干)。一般:5-10分钟三、上件工序:1、认真检查挂具结构是否良好,不可超负荷挂载。检查与工件接触部位的导电性是否良好,及时更换损坏挂具,清理接触不良挂具。2、挂工件前检查工件有无碰伤和划痕较重,影响喷涂质量。3、禁止用手直接接触前处理后的工件(可戴干净的手套)4、各吊点悬挂的工件间距不≤2580mm(横向)5、工件进喷房前,需完成洁净程序(用抹布和压缩空气吹净工件上的灰尘。车间地面应保持潮湿和干净)。四、喷粉工序1、操作方式:人工(手动)喷粉2、技术工艺参数:(1)静电电压:70-80KV(2)压缩空气压力:6-7KG/cm23、操作程序:(1)工作前检查并疏通各条供粉线路及喷枪。(清理喷枪时一定要注意喷枪电源线是否与喷嘴接触良好,供粉线路是否与喷嘴疏通)。并清理干净喷粉定及供粉桶。(2)合上电源开关,打开静电电源,开通喷粉定风机。接通压缩空气。(接地线是否正常)。(3)打开静电发生器开关,检查各部分仪表工作是否正常。把高压调到所规定的工艺数值,再打开喷枪供粉、喷涂。工作进程中,根据工件的不同调整喷枪供粉喷涂。工作进程中,根据工件的不同调整喷枪的出粉量。(喷枪头与工件的距离不<200mm)以保证涂膜的质量。安全操作。
(4)喷粉操作人员必须赤手握枪,(必要时戴手套,必须在手掌心处剪一洞。)此保证皮肤与金属的直接接触。(5)作业结束后,检查设备,关闭电及气源,将喷枪挂好,并清理粉房的卫生。五、固化工序:1、方式:热空气换固化进程(燃气加垫)2、温度:180-200℃3、时间:180℃固化(恒温时间20分钟)200℃固化(不少于10分钟)4、定期清理固化通道卫生六、深层质量技术要求:1、涂层颜色及外观:涂层平整(允许有轻微桔皮)2、涂层厚度:50-70微米(mm)按GB1764规定进行。特殊情况除外。3、涂层硬度:不<2H,按GB/T6739规定进行。4、涂层附着力:不大于1级,按GB9286规定进行。5、涂层耐冲击:1级,按GB1732规定进行。涂装作业安全规定规程1、喷粉区10米范围内,除了工件外,不准有其它易燃物质进入。2、喷粉区内不允许存在火源,明火和产生的设备器具。3、喷粉区内要配置灭火器。4、喷粉区内所有导体,都要可靠接地。5、在喷粉区醒目的位置要有安全标识。6、喷粉区的环境要保持一定的相对湿度,其噪声不超过85db。7、喷粉室的排风量,必须定期检查。8、喷粉室的通风管道必须保持一定的风速,同时应有良好接地防止粉末聚积和产生静电。9、在喷粉区内只允许存放当班所需粉末用量,不应存放过多的粉末涂料。10、喷粉操作必须在排风启动后至少3分钟,方可开启高压静电发生器和喷粉装置。停止作业时,必须先停高压静电发生器和喷粉装置,3分钟后再关闭风机。
11、当班必须清理喷粉室内积粉。积粉清理应采用吸尘器吸收,严禁采用单独吹扫的方式。12、应及时清除作业区地面,设备管道、墙壁上沉积的粉末,以防止形成悬浮状粉气混合物。13、挂具上的涂层应经常清理,以确保工件接地效果。14、当喷涂系统处于运行状态时,操作者除持枪手臂外人体各部分均不得进行喷涂室。15、作业运行中应注意观察,挂具及工件是否有摇摆碰撞和滑位滑落现象。16、喷粉操作人员应穿戴防静电工作服,鞋、帽、严禁带手套及金属饰物。17、非岗位操作人员不得进行设备操作。前处理化验员职责(责任制)一、前处理作业前。将各槽按工艺技术参数调整完毕。(作好记录)二、重点测验算1、脱脂槽2、磷化槽(每小时测验一次)脱脂槽液:①离碱度=3-6pt②温度:40-60℃磷化槽液:①FA=0.6-1.3点②FA=18-25点③促进值=1.5-3.5点④温度:40-60℃三、及时填写“前处理”工序槽“测验”记录。(规定表格)四、每小时巡视一次各槽液的情况,及磷化后的质量情况五、对前处理操作人员进行技术控制,并作为配合,保证生产顺利进行。六、对出现的任何异常情况,及时进行处理和解决(作好记录)并通知有关人员。七、保持化验室的环境干净整洁,操作安全可靠,实验用品摆放合理,安全所用药液和试剂要统一贴标识管理,增减有记录。八、对所需的药液和试剂及其它用品提前作计划准备配备相应的存量,以保证生产需要。九、对所有的记录妥善保存,以备查证。辅助人员的职责范围
一、前处理人员的职责范围:1、严格按照前处理的工艺要求,安全作业,确保上线喷涂工件的数量。2、合理摆放工件,不能有严重的碰撞及损坏,确保工件的完好。3、如发现有工件变形和其它情况,进行相应的解决和及时上报。4、严禁赤手接触前处理后的工件(戴干净的手套)。5、前合理后合格的工件,必须在有效时间内(4-6小时)上线喷作加工。6、下线人员(下活)对已喷涂的工件(检验合格后)经冷却后轻拿轻放,分类放到指定位置,并按照要求进行有效的保护和包装作为记录。7、积极配合品检工作,发现问题及时解决。8、对合格与不合格的工件要定置明确区分,作好记录。以便以后解决。9、对责任区内的工作现场随时进行清理,以保证文明安全生产作业。10、工作结束后,对工件和工件场地进行彻底清理和清扫。喷涂工岗位操作程序(责任制)1、按规定要求向供粉桶内加入指定牌号的粉末涂料(筛粉机筛后)。2、工作前检查并疏通各条供粉线路及喷枪,检查喷枪时,一定要注意喷枪电源是否与喷嘴接触良好,接地线是否良好。3、合上电源开关,开通喷粉室风机后,开启高压静电发生器,接通压缩空气。4、检查各部分仪表工作是否正常,将电压调整到工艺参数后(70-80KV)在打开喷枪供粉喷涂,工作进程中,根据工件的不同调整喷枪的出粉量以保证深层的质量。5、换色进程①彻底清理供粉管和供粉桶②用压缩空气吹扫粉末管及喷枪③将要使用的粉末涂料装入供粉桶,并完成各项准备工作。④开始喷涂前,将喷枪对准粉房方向试喷。(打开回收风机)6、工作结束后,关闭高压静电发生器及电源,将喷枪挂好,最后关闭风机。7、彻底清理粉房的卫生,为以后的工作作好准备。'
您可能关注的文档
- qcn 29008.6-91车身密封性评定方法
- 通风与空气调节工程质量检验评定方法
- 钢实际晶粒度的显示和评定方法
- 体育课生理负荷脉搏测试综合评定方法
- 第九章 建构筑物保护煤柱设计及损害评定方法
- 钢质模锻件金相组织评级图与评定方法
- gbt .- 过程测量和控制装置 通用性能评定方法和程序 第部分:参比条件下的试验
- 风速传感器回归方程的不确定度评定方法研究
- 蛋白质和氨基酸价值评定方法
- 羊肉等级评定方法和标准
- 工程材料检测中不确定度的评定方法研究.doc
- 大家谈手法肌力评定方法及常见问题
- JBT 10560-2017 滚动轴承 防锈油、清洗剂清洁度及评定方法
- 渭南市初中学生健康行为实际操作项目及评定方法
- 爱爱医资源-脑瘫康复评定方法 脑瘫的康复怎样评定
- 羊肉等级评定方法和标准
- 肩周炎临床疗效评定方法及研究进展
- 公路隧道工程质量交工验收检测及评定方法体系
相关文档
- 青岛市城市桥梁检测技术导则
- DLT1105.1-2010电站锅炉集箱小口径接管座角焊缝无损检测技术导则通用要求.pdf
- DLT1105.2-2010电站锅炉集箱小口径接管座角焊缝无损检测技术导则超声检测.pdf
- DLT1105.3-2010电站锅炉集箱小口径接管座角焊缝无损检测技术导则涡流检测.pdf
- DLT1105.4-2010电站锅炉集箱小口径接管座角焊缝无损检测技术导则磁记忆检测.pdf
- DLT694-2012高温紧固螺栓超声波检测技术导则.pdf
- HJ733-2014泄漏和敞开液面排放的挥发性有机物检测技术导则.pdf
- DL937-2005 热交换器管声脉冲检测技术导则 - 下载地址.pdf
- dlt 1 105.1-2010 电站锅炉集箱小口径接管座角焊缝 无损检测技术导则 第1部分:通用要求
- dlt 1 105.3-2010 电站锅炉集箱小口径接管座角焊缝 无损检测技术导则 第3部分:涡流检测