


- 1.92 MB
- 16页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'大项目考核报告书(理工类)项目名称:吊机运料控制系统课程名称:变频器技术专业班级:14电气2学生学号:学生姓名:学生学号:学生姓名:所属院部:机电工程学院考核教师:杭阿芳2016——2017学年第2学期金陵科技学院机电学院电气系
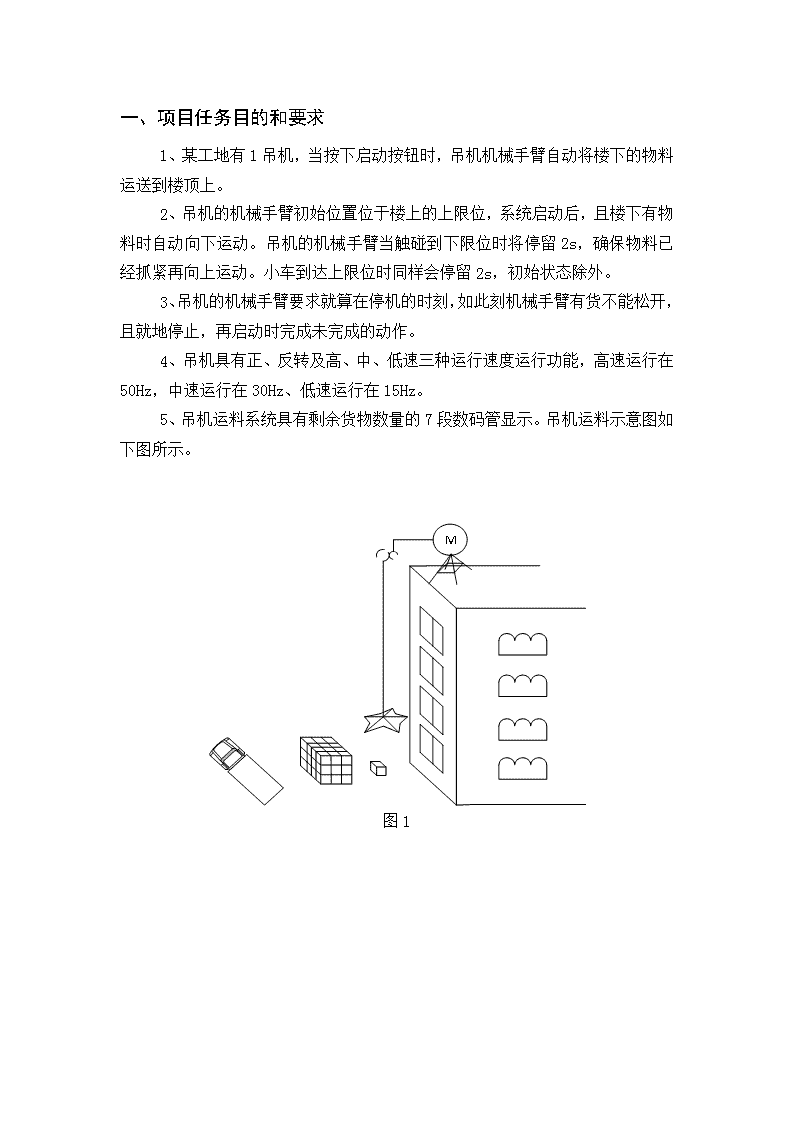
一、项目任务目的和要求1、某工地有1吊机,当按下启动按钮时,吊机机械手臂自动将楼下的物料运送到楼顶上。2、吊机的机械手臂初始位置位于楼上的上限位,系统启动后,且楼下有物料时自动向下运动。吊机的机械手臂当触碰到下限位时将停留2s,确保物料已经抓紧再向上运动。小车到达上限位时同样会停留2s,初始状态除外。3、吊机的机械手臂要求就算在停机的时刻,如此刻机械手臂有货不能松开,且就地停止,再启动时完成未完成的动作。4、吊机具有正、反转及高、中、低速三种运行速度运行功能,高速运行在50Hz,中速运行在30Hz、低速运行在15Hz。5、吊机运料系统具有剩余货物数量的7段数码管显示。吊机运料示意图如下图所示。图1
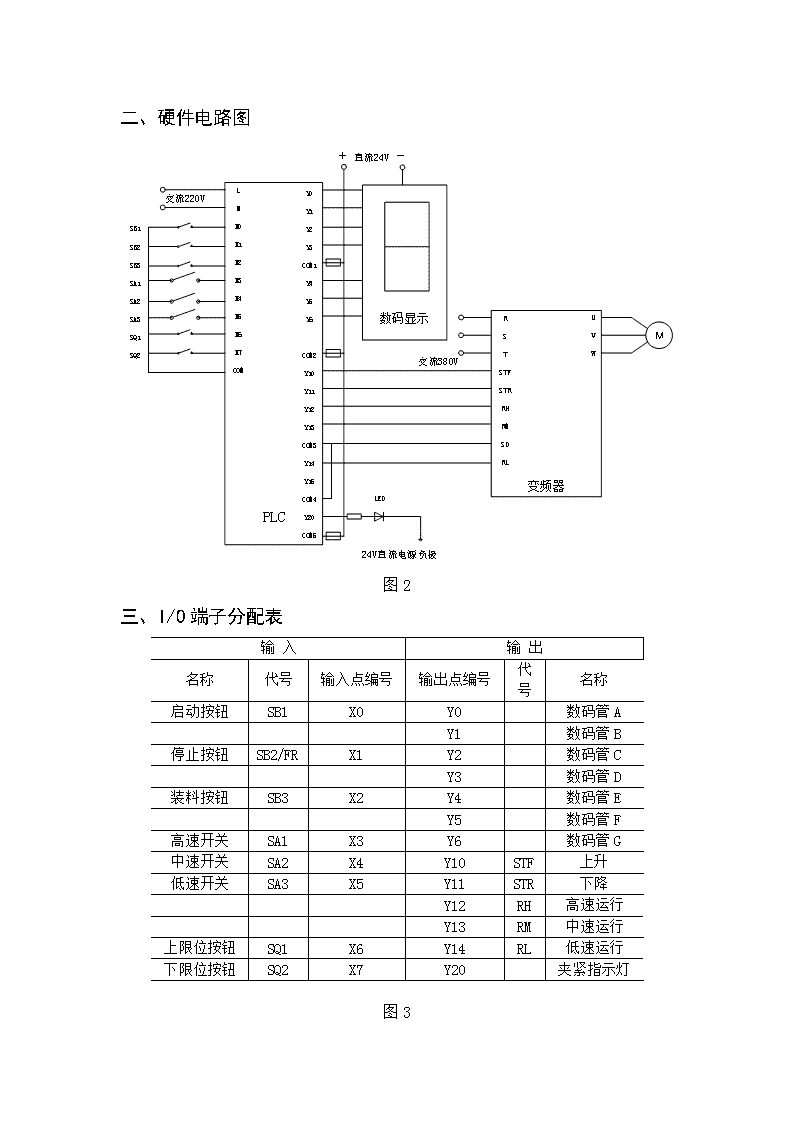
二、硬件电路图图2三、I/O端子分配表输入输出名称代号输入点编号输出点编号代号名称启动按钮SB1X0Y0数码管AY1数码管B停止按钮SB2/FRX1Y2数码管CY3数码管D装料按钮SB3X2Y4数码管EY5数码管F高速开关SA1X3Y6数码管G中速开关SA2X4Y10STF上升低速开关SA3X5Y11STR下降Y12RH高速运行Y13RM中速运行上限位按钮SQ1X6Y14RL低速运行下限位按钮SQ2X7Y20夹紧指示灯图3
四、梯形图程序运行即刻比较是否还有物料要运送,否则经由M11常闭触点的M1锁定启动中间继电器M0,放入的Y20为机械手是否抓紧的状态判断,若抓紧了,且下方已无物料,但由于其是最后一个,仍要运送到楼顶。所以串联Y20的常闭触点。X2为物料装满的按钮,清除C0已运送的物料值,在做减法运算时,显示的剩余物料即会显示已满的状态值;在开机时已剩的物料值会是默认的0,那么需要初始话一下将其装满,故手动按一下X2按钮接通一个脉冲实现上述考虑。减法运算,实现显示剩余物料的功能。启动按钮X0按下,且有物料M1常闭,未按停止按钮X1,那么M0接通,接通M2一个脉冲的原因是为了在停止按钮按下后,实现物料在再启动上升状态的继续进行。若启动了,且未到下限位,机械手未夹紧,那么下行Y11接通。可见,若停止运行再启动,那么若当初在下降状态那么会依旧下降的。当到达下限位,那么启动2s定时器,同时收紧机械手臂。
若2s定时已到,机械手已经收紧,未到达上限位,那么上行Y10接通。那么重新启动时若没有初始脉冲M2的一个接通周期会上行循环吗?由于M0的复位,Y10变成断开状态,且T0亦复位为0,那么就算M0的再接通,由于T0的未接通亦不会实现上行的功能,那么要求有个停止再启动信号,这就算上面程序中,启动输出一个周期接通M2的原因。当运行到上限位时,机械手臂依然处于抓紧状态,启动T1,实现2s定时。T1计时到,即复位机械手臂的抓紧状态,给2s的时间是为了确保放下,避免一些突发状况,在实际生产工程中时间可以根据实际情况需要进行调整。每次到达下方的限位开关且2s过后,就计数1次,对T0的正跳变进行计数。要通过数码管显示剩余物料数量,通过Y0~Y6交给七段显示数码管A~G显示。X3~X5分别是控制高、中、低速运行的开关。
五、梯形图仿真调试按下启动按钮X0,由于此刻没有物料,系统不允许电机运行。按下装料按钮X2,D1此刻显示的剩余物料的个数9,且吊机电机向下运行Y11。
在到达下限位时,加紧指示灯亮Y20,但是要等2s后吊机电机上升Y10。2s过后吊机电机上升Y10,而且数码管显示数目减1。
此刻按下停止X1,机械手不可以松开Y20。但当再启动X0时电机依然要上升Y10。按下启动X0,吊机电机从停止状态继续上升Y10。
吊机机械手到达上限位X6,吊机机械手不会立即松开Y20,经过2s后松开下降Y11。2s后吊机电机机械手彻底松开开始下降Y11。
按下X3,以高速状态运行,按下X4、X5中速及低速的效果类似从略。六、变频器参数设置参数代码功能设定数据Pr.1上限频率50HzPr.2下限频率0HzPr.4多段速设定:1段速45HzPr.5多段速设定:2段速30HzPr.6多段速设定:3段速15HzPr.26多段速设定:6段速15HzPr.79运行模式选择3
七、系统调试1、按照图2接线。数码管显示电路制作及显示电路接线如下图所示。(注意:焊接好的板子的背面请用绝缘胶带封好)
2、将梯形图通过GXDeveloper软件进行编程,并测试程序的正误,正确无误后通过数据线将程序下载到PLC中。注意此时PLC的选择开关打到STOP,否则程序无法下载成功。(GXDeveloper的使用自学视频,下载程序时到底使用哪个串行端口可到设备管理器的“端口”中查看。)注意:首次使用数据线,先要安装数据线的驱动。驱动程序在“编程数据线驱动”文件夹中。3、将图4中的参数写入变频器中。4、将PLC的选择开关打到RUN后,即可以运行电路。按下RH吊机机械手臂夹紧以50Hz频率上升
按下RH、RM吊机机械手臂夹紧以15Hz频率上升按下RM吊机机械手臂夹紧以15Hz频率上升
按下RH、RM吊机机械手臂松开以15Hz频率下降按下RM吊机机械手臂松开以30Hz频率下降
八、小组分工PLC程序编写:硬件电路图绘制:控制示意图绘制:变频器必要参数查找:硬件接线:小组成员共同参与完成。'