


- 1.26 MB
- 10页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
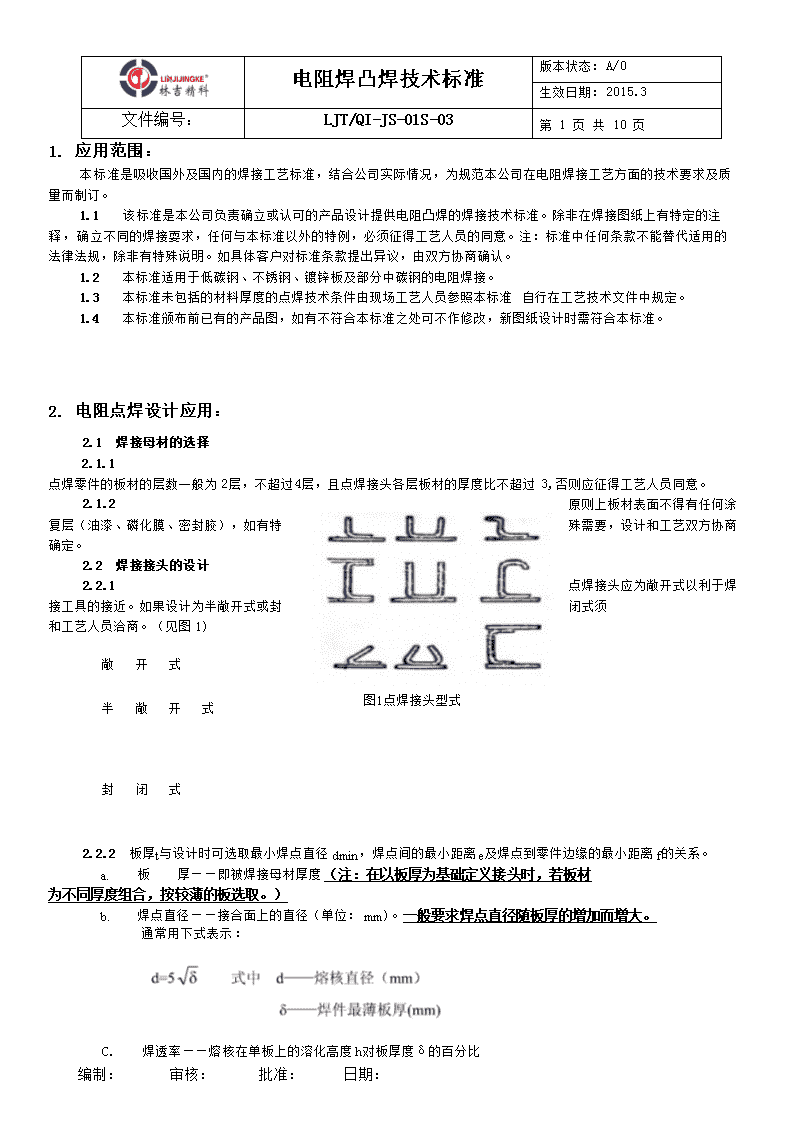
'电阻焊凸焊技术标准版本状态:A/0生效日期:2015.3文件编号:LJT/QI-JS-01S-03第10页共10页1.应用范围:本标准是吸收国外及国内的焊接工艺标准,结合公司实际情况,为规范本公司在电阻焊接工艺方面的技术要求及质量而制订。1.1该标准是本公司负责确立或认可的产品设计提供电阻凸焊的焊接技术标准。除非在焊接图纸上有特定的注释,确立不同的焊接耍求,任何与本标准以外的特例,必须征得工艺人员的同意。注:标准中任何条款不能替代适用的法律法规,除非有特殊说明。如具体客户对标准条款提出异议,由双方协商确认。1.2本标准适用于低碳钢、不锈钢、镀锌板及部分中碳钢的电阻焊接。1.3本标准未包括的材料厚度的点焊技术条件由现场工艺人员参照本标准自行在工艺技术文件中规定。1.4本标准颁布前已有的产品图,如有不符合本标准之处可不作修改,新图纸设计时需符合本标准。2.电阻点焊设计应用:2.1焊接母材的选择2.1.1点焊零件的板材的层数一般为2层,不超过4层,且点焊接头各层板材的厚度比不超过3,否则应征得工艺人员同意。2.1.2原则上板材表面不得有任何涂复层(油漆、磷化膜、密封胶),如有特殊需要,设计和工艺双方协商确定。2.2焊接接头的设计2.2.1点焊接头应为敞开式以利于焊接工具的接近。如果设计为半敞开式或封闭式须和工艺人员洽商。(见图1)敞开式半敞开式图1点焊接头型式封闭式2.2.2板厚t与设计时可选取最小焊点直径dmin,焊点间的最小距离e及焊点到零件边缘的最小距离f的关系。a.板厚——即被焊接母材厚度(注:在以板厚为基础定义接头时,若板材为不同厚度组合,按较薄的板选取。)b.焊点直径——接合面上的直径(单位:mm)。一般要求焊点直径随板厚的增加而增大。通常用下式表示:C.焊透率——熔核在单板上的溶化高度h对板厚度δ的百分比编制:审核:批准:日期:
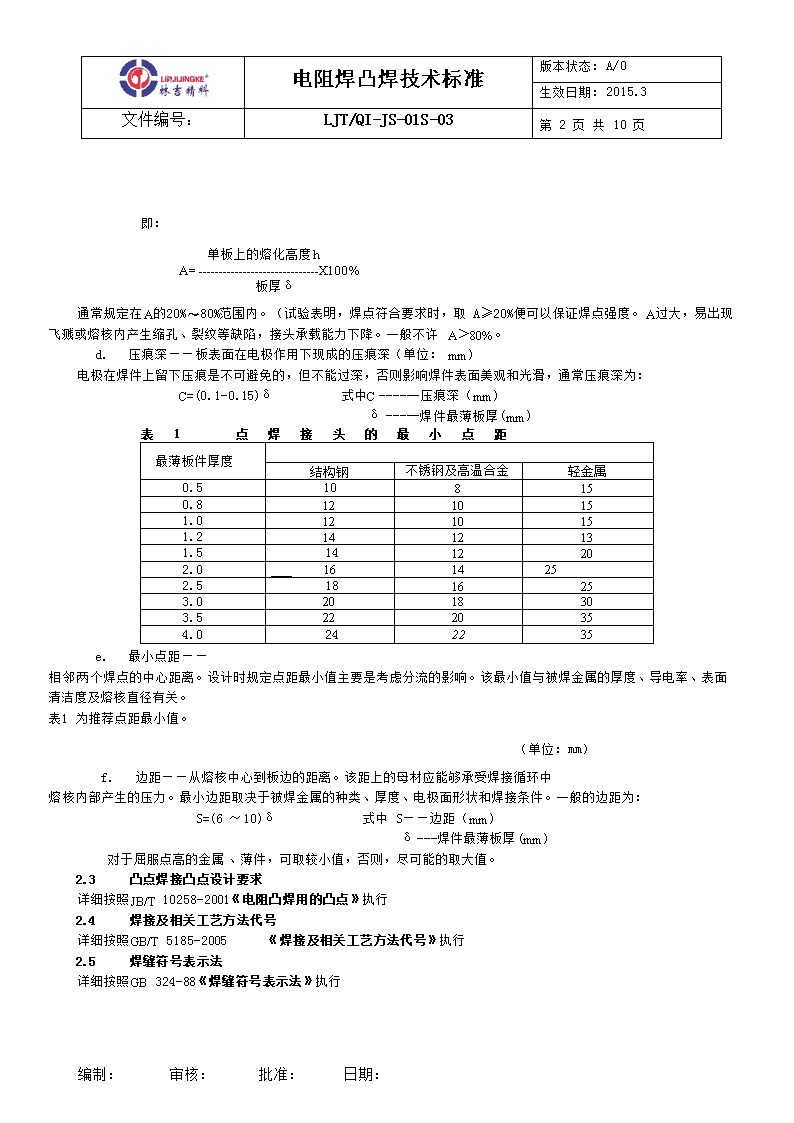
电阻焊凸焊技术标准版本状态:A/0生效日期:2015.3文件编号:LJT/QI-JS-01S-03第10页共10页即:单板上的熔化高度hA=------------------------------X100%板厚δ通常规定在A的20%〜80%范围内。(试验表明,焊点符合要求时,取A≥20%便可以保证焊点强度。A过大,易出现飞溅或熔核内产生缩孔、裂纹等缺陷,接头承载能力下降。一般不许A>80%。d.压痕深——板表面在电极作用下现成的压痕深(单位:mm)电极在焊件上留下压痕是不可避免的,但不能过深,否则影响焊件表面美观和光滑,通常压痕深为:C=(0.1-0.15)δ式中C压痕深(mm)δ焊件最薄板厚(mm)e.最小点距——相邻两个焊点的中心距离。设计时规定点距最小值主要是考虑分流的影响。该最小值与被焊金属的厚度、导电率、表面清洁度及熔核直径有关。表1为推荐点距最小值。表1点焊接头的最小点距最薄板件厚度结构钢不锈钢及高温合金轻金属0.5108150.81210151.01210151.21412131.51412202.01614252.51816253.02018303.52220354.0242235(单位:mm)f.边距——从熔核中心到板边的距离。该距上的母材应能够承受焊接循环中熔核内部产生的压力。最小边距取决于被焊金属的种类、厚度、电极面形状和焊接条件。一般的边距为:S=(6~10)δ式中S——边距(mm)δ焊件最薄板厚(mm)对于屈服点高的金属、薄件,可取较小值,否则,尽可能的取大值。2.3凸点焊接凸点设计要求详细按照JB/T10258-2001《电阻凸焊用的凸点》执行2.4焊接及相关工艺方法代号详细按照GB/T5185-2005《焊接及相关工艺方法代号》执行2.5焊缝符号表示法详细按照GB324-88《焊缝符号表示法》执行编制:审核:批准:日期:
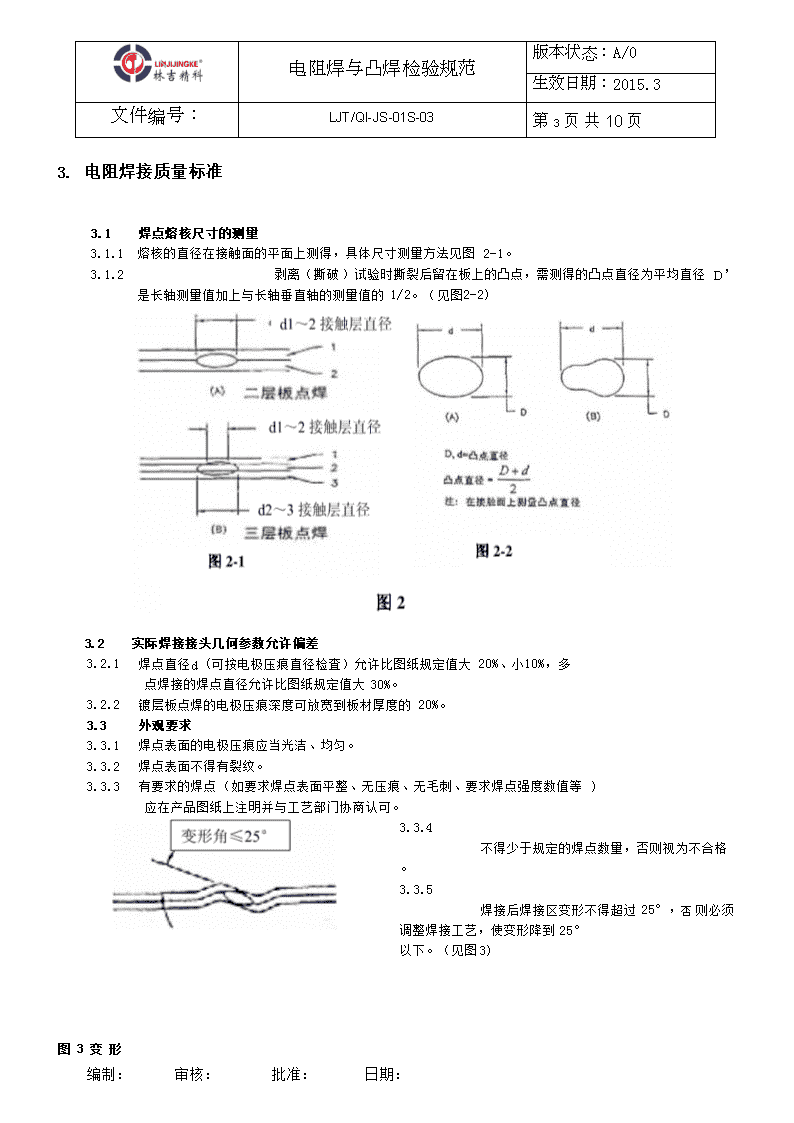
电阻焊凸焊技术标准版本状态:A/0生效日期:2015.3文件编号:LJT/QI-JS-01S-03第10页共10页3.电阻焊接质量标准3.1焊点熔核尺寸的测量3.1.1熔核的直径在接触面的平面上测得,具体尺寸测量方法见图2-1。3.1.2剥离(撕破)试验时撕裂后留在板上的凸点,需测得的凸点直径为平均直径D’是长轴测量值加上与长轴垂直轴的测量值的1/2。(见图2-2)3.2实际焊接接头几何参数允许偏差3.2.1焊点直径d(可按电极压痕直径检査)允许比图纸规定值大20%、小10%,多点焊接的焊点直径允许比图纸规定值大30%。3.2.2镀层板点焊的电极压痕深度可放宽到板材厚度的20%。3.3外观要求3.3.1焊点表面的电极压痕应当光洁、均匀。3.3.2焊点表面不得有裂纹。3.3.3有要求的焊点(如要求焊点表面平整、无压痕、无毛刺、要求焊点强度数值等)应在产品图纸上注明并与工艺部门协商认可。3.3.4不得少于规定的焊点数量,否则视为不合格。3.3.5焊接后焊接区变形不得超过25°,否则必须调整焊接工艺,使变形降到25°以下。(见图3)图3变形编制:审核:批准:日期:
电阻焊凸焊技术标准版本状态:A/0生效日期:2015.3文件编号:LJT/QI-JS-01S-03第10页共10页4.电阻焊接接头质量检测方法4.1外观检查4.1.1目视检查按3.2、3.3各项规定。4.2板材焊接接头强度试验4.2.1剥离法(凿子破坏性试验)优质焊点的标志是:在撕开试样的一片上有圆孔,另一片上有圆凸台,圆凸台即为熔核。熔核尺寸符合2.2.2或图纸要求,尺寸测最按3.1.2所述方法。4.2.2剪切法厚板或淬火材料不能撕出圆孔和凸台时,可通过剪切的断丨口判断熔核的直径及熔深(如图5所示)。图5剪切法熔核尺寸4.2.3抗剪强度试验法当图纸对抗剪拉力有要求时,需利用万能拉力机,采用抗剪强度试验法(试样尺寸见图6及表2),每次试验至少取3个试样以上。拉的速度不可超过10mm/分。编制:审核:批准:日期:
电阻焊凸焊技术标准版本状态:A/0生效日期:2015.3文件编号:LJT/QI-JS-01S-03第10页共10页4.3螺母凸焊焊接强度检测方法4.3.1焊接螺母扭矩测试(图7)当图纸只对扭力有要求时,可通过扭矩测试来验证焊接质量,扭力达到图纸要求时螺母仍无松动或脱落即为合格。图7螺母扭矩测试4.3.2焊接螺母顶出力测试(图8)当图纸只对螺母顶出力有要求时,可通过万能拉力机来顶出验证焊接质量,顶的速度不可超过10mm/分。顶出力达到图纸要求时螺母仍无松动或脱落即为合格。编制:审核:批准:日期:
电阻焊凸焊技术标准版本状态:A/0生效日期:2015.3文件编号:LJT/QI-JS-01S-03第10页共10页图8螺母顶出力测试5.焊接工艺应用5.1在新设备投入使用和工程进行期间,或者每一台修理后的设备在正式投入生产前,为控制焊接质量,必须进行焊接工艺验证5.2点焊工艺参数的选择1.通常是根据工件的材料和厚度,参考《焊接条件表》(焊接条件表见7.3)首先确定电极的端面形状和尺寸;2.初步选定电极压力和焊接时间;3.调节焊接电流,以不同的电流焊接试样;4.经检査熔核直径符合要求后,再在适当的范围内调节电极压力、焊接时间和电流,进行试样的焊接和检验,直到焊点质量完全符合技术条件所规定的要求为止。5.3电阻焊接工艺验证时最常用的检验试样的方法1.撕幵法,优质焊点的标志是:在撕幵试样的一片上有圆孔,另一片上有圆凸台。2.厚板或淬火材料有时不能撕出圆孔和凸台,但可通过剪切的断口判断熔核的直径。3.必要时,还需进行低倍测量、拉抻试验和X光检验,以判定熔透率、抗剪强度和有无缩孔、裂纹等。以试样选择工艺参数时,要充分考虑试样和工件在分流、铁磁性物质影响,以及装配间隙方面的差异,并适当加以调整。5.4不等厚度和不同材料的点焊当进行不等厚度或不同材料点焊时,熔核将不对称于其交界面,而是向厚板或导电、导热性差的一边偏移,偏移的结果将使薄件或导电、导热性好的工件焊透率减小,焊点强度降低。调整熔核偏移的原则是:增加薄板或导电、导热性好的工件的产热而减少其散热。常用的方法有:(1)采用强条件使工件间接触电阻产热的影响增大,电极散热的影响降低。(2)采用不同接触表面直径的电极在薄件或导电、导热性好的工件一侧采用较小直径,以增加这一侧的电流密度、并减少电极散热的影响。(3)釆用不同的电极材料薄板或导电、导热性好的工件一侧采用导热性较差的铜合金,以减少这一侧的热损失。5.5各种材料焊接参数的选用可参考附表《电阻焊接工艺参数参考表》6.电阻焊接设备通用技术条件6.1使用条件6.1.1冷却介质要求通水冷却的焊机,进水口水温不大于30℃;冷却水的压力应能保证必需的流量;水质应符合工业用水标准。编制:审核:批准:日期:
电阻焊凸焊技术标准版本状态:A/0生效日期:2015.3文件编号:LJT/QI-JS-01S-03第10页共10页6.1.2电网供电参数在220V或380V,50Hz电网供电条件下,电网电压波动在±10%内(当频率为额定值时),频率波动不大于±2%(当电压为额定值时)。6.1.3使用场所要求6.1.3.1使用场所应无严重影响产品使用的气体、蒸汽、化学性沉积、尘垢、霉菌及其它爆炸性、腐蚀性介质,并无剧烈振动和颠簸。6.1.3.2由于焊接产生的烟尘对人体有害,焊接工作处必须通风良好。编制:审核:批准:日期:
电阻焊凸焊技术标准版本状态:A/0生效日期:2015.3文件编号:LJT/QI-JS-01S-03第10页共10页6.2焊接设备验收标准详细按照SJ/T31435《对焊机完好要求和检査评定方法_》执行本标准适用于新焊接设备入厂验收以及生产过程中焊机质量判定7.电阻焊接工艺参数参考表(供焊接工艺验证参考)7.1点焊工艺参数表编制:审核:批准:日期:
电阻焊凸焊技术标准版本状态:A/0生效日期:2015.3文件编号:LJT/QI-JS-01S-03第10页共10页7.1凸焊工艺参数编制:审核:批准:日期:
电阻焊凸焊技术标准版本状态:A/0生效日期:2015.3文件编号:LJT/QI-JS-01S-03第10页共10页编制:审核:批准:日期:'
您可能关注的文档
- 中小企业技术标准管理细则
- 食品添加剂生产应用新工艺新技术与使用管理及产品技术标准实用手册
- [地质╱水利]工程建设岩土工程勘察质量、技术标准化管理实施细则
- (万科技术标准)室外给排水管网工程
- 给排水管网运行操作技术标准
- 二级综合医院临床科室基本诊疗技术标准
- 化验室安全技术标准
- 森林生态系统定位研究站建设技术标准(ly1626-2005)
- 深圳万科户内橱柜、浴室柜、衣柜、玄关柜安装技术标准资料
- 省市级河道管理范围划界技术标准
- 洪洞天域绵城技术标准
- 港口码头堆场施工技术标准
- 污水处理厂改扩建提标升级项目技术标准
- 盐业公司轻盐科技办公楼施工技术标准
- 变电站设备巡视检查内容和技术标准
- 普通干线公路养护管理示范路技术标准
- 汽车空调用冷凝风扇技术标准.doc
- 江苏省国家教育考试标准化考点建设技术标准 第部分 视频及网络监控系统.doc