


- 344.03 KB
- 11页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
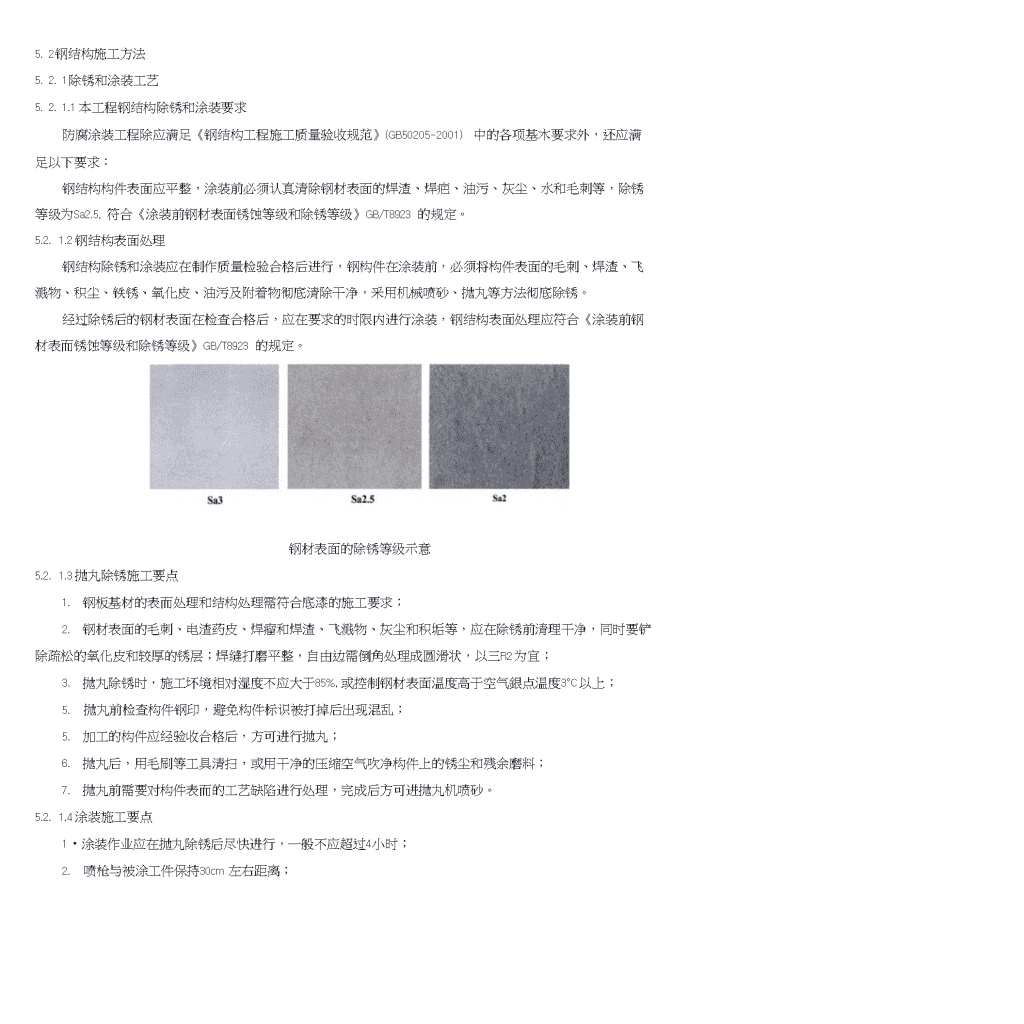
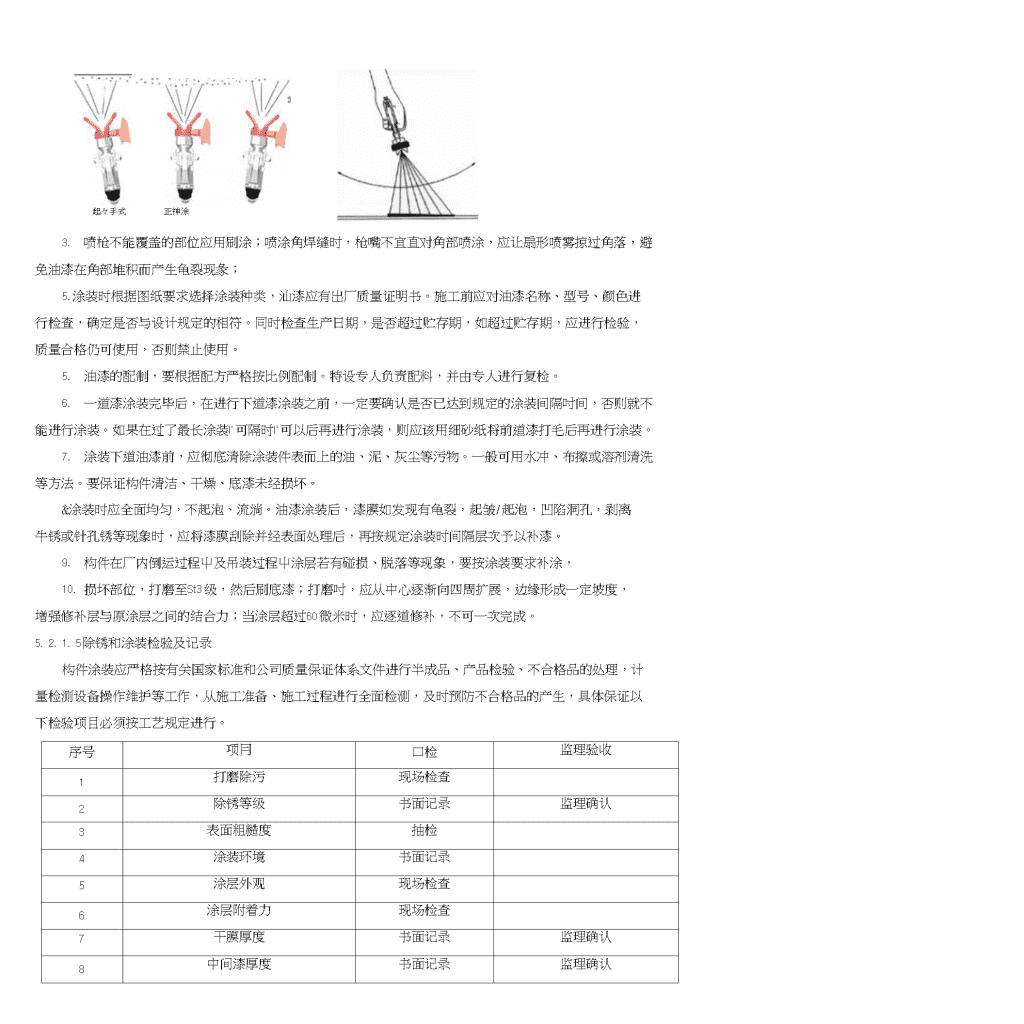
'5.2钢结构施工方法5.2.1除锈和涂装工艺5.2.1.1本工程钢结构除锈和涂装要求防腐涂装工程除应满足《钢结构工程施工质量验收规范》(GB50205-2001)中的各项基木要求外,还应满足以下要求:钢结构构件表面应平整,涂装前必须认真清除钢材表面的焊渣、焊疤、油污、灰尘、水和毛刺等,除锈等级为Sa2.5,符合《涂装前钢材表面锈蚀等级和除锈等级》GB/T8923的规定。5.2.1.2钢结构表面处理钢结构除锈和涂装应在制作质量检验合格后进行,钢构件在涂装前,必须将构件表面的毛刺、焊渣、飞溅物、积尘、铁锈、氧化皮、油污及附着物彻底清除干净,釆用机械喷砂、抛丸等方法彻底除锈。经过除锈后的钢材表面在检查合格后,应在要求的时限内进行涂装,钢结构表面处理应符合《涂装前钢材表而锈蚀等级和除锈等级》GB/T8923的规定。钢材表面的除锈等级示意5.2.1.3抛丸除锈施工要点1.钢板基材的表而处理和结构处理需符合底漆的施工要求;2.钢材表面的毛刺、电渣药皮、焊瘤和焊渣、飞溅物、灰尘和积垢等,应在除锈前清理干净,同时要铲除疏松的氧化皮和较厚的锈层;焊缝打磨平整,自由边需倒角处理成圆滑状,以三R2为宜;3.抛丸除锈时,施工坏境相对湿度不应大于85%,或控制钢材表面温度高于空气銀点温度3°C以上;5.抛丸前检查构件钢印,避免构件标识被打掉后出现混乱;5.加工的构件应经验收合格后,方可进行抛丸;6.抛丸后,用毛刷等工具清扫,或用干净的压缩空气吹净构件上的锈尘和残余磨料;7.抛丸前需要对构件表而的工艺缺陷进行处理,完成后方可进抛丸机喷砂。5.2.1.4涂装施工要点1•涂装作业应在抛丸除锈后尽快进行,一般不应超过4小时;2.喷枪与被涂工件保持30cm左右距离;
起々手式正神涂2.喷枪不能覆盖的部位应用刷涂;喷涂角焊缝时,枪嘴不宜直对角部喷涂,应让扇形喷雾掠过角落,避免油漆在角部堆积而产生龟裂现彖;5.涂装时根据图纸要求选择涂装种类,汕漆应有出厂质量证明书。施工前应对油漆名称、型号、颜色进行检查,确定是否与设计规定的相符。同时检查生产日期,是否超过贮存期,如超过贮存期,应进行检验,质量合格仍可使用,否则禁止使用。5.油漆的配制,要根据配方严格按比例配制。特设专人负责配料,并由专人进行复检。6.一道漆涂装完毕后,在进行下道漆涂装之前,一定要确认是否已达到规定的涂装间隔吋间,否则就不能进行涂装。如果在过了最长涂装I"可隔时I"可以后再进行涂装,则应该用细砂纸将前道漆打毛后再进行涂装。7.涂装下道油漆前,应彻底清除涂装件表而上的油、泥、灰尘等污物。一般可用水冲、布擦或溶剂清洗等方法。要保证构件清洁、干燥、底漆未经损坏。&涂装时应全面均匀,不起泡、流淌。油漆涂装后,漆膜如发现有龟裂,起皱/起泡,凹陷洞孔,剥离牛锈或针孔锈等现象时,应将漆膜刮除并经表面处理后,再按规定涂装时间隔层次予以补漆。9.构件在厂内倒运过程屮及吊装过程屮涂层若有碰损、脱落等现象,要按涂装要求补涂,10.损坏部位,打磨至St3级,然后刷底漆;打磨吋,应从中心逐渐向四周扩展,边缘形成一定坡度,增强修补层与原涂层之间的结合力;当涂层超过60微米时,应逐道修补,不可一次完成。5.2.1.5除锈和涂装检验及记录构件涂装应严格按有关国家标准和公司质量保证体系文件进行半成品、产品检验、不合格品的处理,计量检测设备操作维护等工作,从施工准备、施工过程进行全面检测,及时预防不合格品的产生,具体保证以下检验项目必须按工艺规定进行。序号项冃口检监理验收1打磨除污现场检查2除锈等级书面记录监理确认3表面粗糙度抽检4涂装环境书面记录5涂层外观现场检查6涂层附着力现场检查7干膜厚度书面记录监理确认8中间漆厚度书面记录监理确认
检测依据:国家标准:SB9286-88《色漆和清漆漆膜的划格试验》;质量标准:外观:表面平整、无气泡、起皮、流挂、漏涂等缺陷;附着力:有机涂层与金属涂层结合牢固;外观检查:肉眼检查,所有工件100%进行,并认真记录,监理抽查;油漆外观必须达到涂层、漆膜表面均匀、无起泡、流挂、龟裂和掺杂杂物等现象;附着力检查:测试用划格法,划格法规定,在漆膜上用单面刀片划间隔为1mm的方格36个,然后用软毛刷沿格阵两对角线方向,轻轻地往复各刷5次,按标准的要求评判合格与否。厚度检查:凡是上漆的部件,应离自由边15nun左右的幅度起,在单位面积内选取一定数量的测量点进行测量,取其平均值作为该处的涂膜厚度。5.2.2主要施工工艺及方法5.2.2.1施工前准备1.施工人员应认真熟悉图纸和相应的规范标准,有关人员应参加建设单位组织的设计交底和图纸会审,并组织技术交底和技术培训。2.质量管理和安全管理部门应组织施工人员进行质量、安全教育,提高施工人员的质量、安全意识。3.清理施工现场,搞好“三通一平”,备齐施工机具和施工材料。5.根据工序交接卡,复查钢柱基础。5.施工工序见钢结构施工程序图5.2.2.2材料检验1.所有到货材料,均必须有相应的合格质量证明书,并且经过材料检验工程师会同质量检查部门进行确认并报验合格。2.当钢材表面有锈蚀、麻点或划痕等缺陷,且深度大于钢材的允许负偏差的1/2时,不得使用。同时检查钢材表面的平整度、弯曲度和扭曲度等是否符合规范要求。3.所有的连接件,均应进行标识,焊材按规定进行烘干。5.2.2.3基础验收钢结构安装前应由监理单位会同土建专业和安装专业对基础进行验收,土建专业应提供:材料质量证明书和材料复验报告、隐蔽工程记录、混凝土抗压强度试验报告、复测基础测量记录包括(定位轴线、基础轴线和标高、地脚螺栓位置),并办理基础中间工序交接。并要求:1.基础强度达到图纸设计要求;2.基础周围回填夯实完毕;3.基础的轴线标志和标高基准点准确、齐全;5.地脚螺栓允许偏差满足下表要求。地脚螺栓允许偏差表名称项目允许偏差(mm)地脚螺栓螺栓中心距(根部和顶部测量)±2.0
螺栓中心对基础轴线距离±2.0
螺纹长度0〜20顶面标高0〜20
钢结构施工程序k—丿厂A工序
5.2.2.4柱底垫板设置钢柱脚采用座浆法安装。无剪力柱脚安装时,在基础中央设置一块钢垫板,,用灌浆料找平、把紧螺栓,如下图。有剪按图纸标高找正、找平,预制好的构件吊装就位后,找正、力柱脚安装时,在两侧设置各设置一块钢垫板。邸浆法安装柱子基础处理图5.2.2.5钢结构预制要求1.钢结构的筋板、节点板使用样板下料,用气割或切割机剪切,并按图纸要求切割好坡口,打磨光滑后分类摆放好,并进行标识待用。气体切割和机械切割尺寸的允许偏差见下表。气体切割和机械切割尺寸的允许偏差5m)项丨1允许偏差宽度、长度手工或口动气割±2.0机械切割±1.5切割端面垂直度气割2.0切割面平面度气割0.05T且不大于2.0割纹深度气割0.5局部缺口深度气割1.0注:T指钢板厚度。2.钢材矫正后的允许偏差应符合下表的规定。
钢材矫正后的允许偏差项目允许偏差钢板的局部平面度TW141.5T)141.0型钢弯曲矢高L/1000且不大于5.0角钢肢的垂直度B/100双肢栓接角钢的角度不得大于90°槽钢翼缘对腹板的垂直度B/80工字钢、H型钢翼缘板对腹板的垂直度B/100且不大于2.01.钢结构预制完毕后,应进行各部位的尺寸检测,对超标的部位进行矫正,矫正完后各种构件的尺寸,应符合下表的要求。钢结构构件预拼装允许偏差构件类型项目允许偏差(mm)多节柱预拼装总长±5.0弯曲矢高L/1000,且W10扭曲矢高L/250,且W5.0接口错边+3.0任意一牛腿间距±3.0构件平面总体拼装相邻柱间距±3.0相邻层梁与梁之间距离±5.0各层间框架两对角线之差II/2000,且W5.0任意两对角线之差EH/2000,且W&05.钢结构成片组对时,应尽可能采用刚性连接,不能采用刚性连接的,在吊装时的主要受力点进行刚性加固,防止吊装变形。成片组对时,立柱间应考虑焊接收缩变形,适当留出收缩余量。5.2.2.6钢结构安装1.钢结构安装要求(1)在钢柱安装前,应对定位轴线、基础轴线、标高、地脚螺栓位置等进行检查,并办理书而交接验收手续,基础验收应由总承包商或监理单位会同土建施工单位和安装施工单
位联合进行。(2)在碗基础上划出安装中心线,将柱底板找平,拧紧螺栓,划出立柱安装中心线。(3)混凝土柱顶以上成框安装的钢结构经过检查合格后,吊装前应划出柱子中心线,并作好标记。(4)检查立柱屮心线是否与柱底板上的屮心线重合,再调节钢丝缆风绳,找正后进行柱底定位焊接,随后进行焊接。(5)构件吊装前需对参加吊装的施工人员进行吊装的技术、安全交底,使所有参加吊装作业的人员清楚自己的职责,熟悉整个吊装的过程;(6)根据吊装要求准备吊装所需的钢丝绳、卡扣、跑绳、道木等,专人检査确认吊装用机、索具、材料的合格证,确保吊装用索具、材料的质量;到现场的被吊物按照要求进行摆放,摆放的位置、角度应符合巾装要求,尽可能避免二次运输及摆放;1.高强度螺栓连接的施工工艺(1)高强度螺栓连接处构件接触面要达到一定的摩擦系数,金属表面氧化皮、浮锈要清除干净,一般可采取喷砂除锈、酸洗或砂轮打磨处理,接触而以生红锈为最佳,接触面的摩擦系数在安装时应达到要求,接触面不得刷油漆。(2)高强度螺栓一般应转动螺母拧紧,必要时才可转动螺栓头,高强度螺栓应分两次拧紧,初拧扭矩不得小于终拧扭矩的30%。(3)高强度螺栓连接处应采用钻孔成孔,孔直径比高强螺栓直径大1.5到2mm,待高强螺栓拧紧后,如再卸下时,该螺栓不得重新使用。(4)高强度螺栓施工完毕,其连接处应涂防锈涂料,螺栓及连接处周边用涂料封闭。2.焊接(1)所有的焊工均持证上岗,并均在有效的合格期限内,且通过项目部认可。(2)严格按照设计要求或有关规定对焊材进行选用、烘烤。严格焊条管理制度,焊接时不得使用药皮脱落或受潮的焊条,每个焊工必须有焊条保温筒,做好焊条的发放与回收记录工作。(3)角焊缝转角处宜连续绕角施焊,起落弧点距焊缝端部宜大于lOmnio(4)焊接完毕,焊工应清理焊缝表面的熔渣及两侧的飞溅物,检查焊缝外观质量,外观不合格部位应修整、打磨,直至合格为止。(5)焊工应注意焊接顺序,防止发生焊接后不可逆转的焊接变形。
(6)焊缝质暈应符合图纸要求,图纸未注明者焊缝外观应符合下表的要求。焊缝质量标准项目质量标准气孔直径小于或等于1.0mm的气孔,在1000mm长度内不得超过5个。咬边不要求修磨的焊缝深度不超过0.5mm,累计总长度不超过焊缝长度的20%o要求修磨的焊缝不允许对接焊缝焊缝余高宽度B〈200〜2mm宽度B2200〜3mm焊缝凹面值0〜0.5,每100mm焊缝内缺陷总长度不得大于25mm焊缝错边量WO.15T,且不大于3.Omm贴角焊缝焊脚高焊脚高KW60〜1.5mm焊脚高K〉60〜3.0mm焊缝余高焊脚高KW60~L5mm焊脚高K〉60〜2.0mmT型头K型焊缝外形尺寸偏差0〜1.5mm注:焊缝金属表面不得有裂纹、夹渣、焊瘤、烧穿、弧坑等缺陷;(7)焊接工艺要求:遵循经批准的焊接工艺评定及焊接作业指导书。5.2.2.7钢结构施工检查及验收标准1.检查组装好的构件尺寸,是否符合图纸设计要求,分片组焊的钢结构尺寸是否正确。及时地填写班组自检记录,报质量检查员送检,检验合格后移交下道工序。2.检查组焊好的构件,所有焊缝是否完整、合格、有无漏焊及缺陷。3.检查钢结构的防腐质量,损坏处应及时补刷,安装前结构表面不能有泥土、杂物等。5.钢结构安装的允许偏差见下表。钢结构安装的允许偏差序号项目允许偏差(nun)1底层柱柱底轴线对定位轴线±3.0
序号MII允许偏差(mm)2地脚螺栓偏移2.03底层柱基准点标高_5〜+34主体钢结构的整体垂直度(由各节柱的倾斜计算得)H/1000,且W255主体钢结构整体平面弯曲(由各层产生的偏差计算得)L/1000,且W106上下柱连接处的接口3.07单接柱的垂直度108同一层柱的各柱顶高度差5.09同一根梁两端顶面高度差10'
您可能关注的文档
- 钢结构施工方案设计
- 钢结构施工方案设计
- 综合楼钢结构施工方案.docx
- 钢结构施工方案
- 半钢钢结构施工方案组织的设计与管理措施
- 大西洋钢结构施工方案.doc
- 广州黄埔体育中心屋盖钢结构施工方案简介培训
- 钢结构施工方案(钢结构,施工方案)
- 钢结构施工方案
- 楼梯钢结构施工方案设计
- 某火车站站房及雨棚钢结构施工方案设计(大跨度空间管桁架)_secret
- 室外观光电梯井道钢结构施工方案设计
- fab2厂房及连廊等6项-cub北侧管井支架钢结构施工方案》
- fab2厂房及连廊等6项-cub北侧管井支架钢结构施工方案
- fab2厂房及连廊等6项-cub北侧管井支架钢结构施工方案(1)
- 新华大厦层夹层钢结构施工方案钢结构夹层施工方案-凯利恒
- 某项目钢结构施工方案
- 钢结构施工方案