


- 76.50 KB
- 5页

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
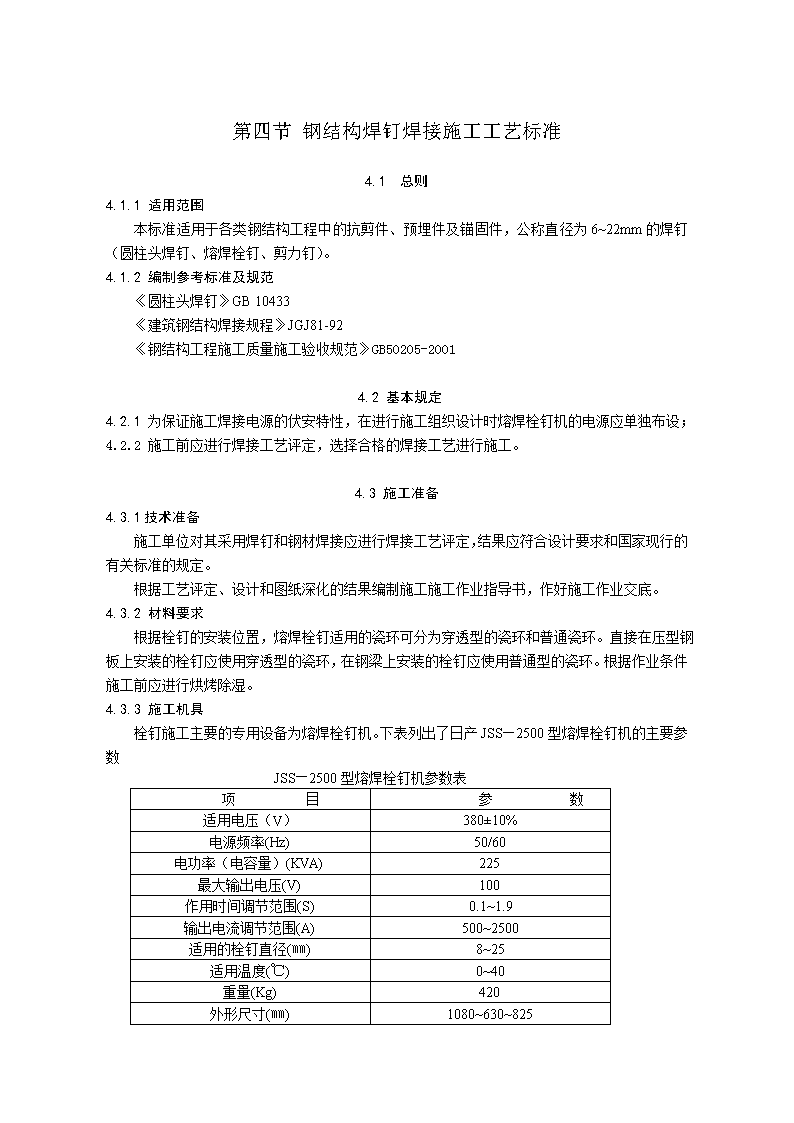
'第四节钢结构焊钉焊接施工工艺标准4.1总则4.1.1适用范围本标准适用于各类钢结构工程中的抗剪件、预埋件及锚固件,公称直径为6~22mm的焊钉(圆柱头焊钉、熔焊栓钉、剪力钉)。4.1.2编制参考标准及规范《圆柱头焊钉》GB10433《建筑钢结构焊接规程》JGJ81-92《钢结构工程施工质量施工验收规范》GB50205-20014.2基本规定4.2.1为保证施工焊接电源的伏安特性,在进行施工组织设计时熔焊栓钉机的电源应单独布设;4.2.2施工前应进行焊接工艺评定,选择合格的焊接工艺进行施工。4.3施工准备4.3.1技术准备施工单位对其采用焊钉和钢材焊接应进行焊接工艺评定,结果应符合设计要求和国家现行的有关标准的规定。根据工艺评定、设计和图纸深化的结果编制施工施工作业指导书,作好施工作业交底。4.3.2材料要求根据栓钉的安装位置,熔焊栓钉适用的瓷环可分为穿透型的瓷环和普通瓷环。直接在压型钢板上安装的栓钉应使用穿透型的瓷环,在钢梁上安装的栓钉应使用普通型的瓷环。根据作业条件施工前应进行烘烤除湿。4.3.3施工机具栓钉施工主要的专用设备为熔焊栓钉机。下表列出了日产JSS—2500型熔焊栓钉机的主要参数JSS—2500型熔焊栓钉机参数表项目参数适用电压(V)380±10%电源频率(Hz)50/60电功率(电容量)(KVA)225最大输出电压(V)100作用时间调节范围(S)0.1~1.9输出电流调节范围(A)500~2500适用的栓钉直径(㎜)8~25适用温度(℃)0~40重量(Kg)420外形尺寸(㎜)1080~630~825
其他最常用配合施工的工具时角向磨光机,用于安装栓钉时祛除钢梁上的非导电型油漆。熔焊栓钉施工时还必须配套安排焊接工艺特性较好的中型焊机(交直流均可)用于栓钉的补焊。4.3.4作业条件1.钢结构构件表面的油漆应清除,没有露水、雨水、油及其他影响焊缝质量的污渍。空气相对湿度不大于85%。2.根据作业条件,施工所使用的栓钉和配套使用的瓷环应烘烤除湿。4.4材料和质量要点4.4.1材料的关键要求1.焊钉化学成分如下表材料化学成分%CmaxSimaxMnPmaxSmax普碳钢0.200.100.3~0.60.040.042.焊钉机械性能如下表抗拉强度N/mm2屈服点N/mm2延伸率%minmaxminmin40055024014焊钉尺寸符合下图及表1所示。rrrr表1mmd公称681013161922min5.767.719.7112.6515.6518.5821.58max6.248.2910.2913.3516.3519.4222.42dkmin10.6515.3518.3522.4229.4232.535.5max11.3514.6517.6521.5828.5831.534.5kmin5.487.587.5810.5810.5810.5812.7max5.007.007.0010.0010.0012.0012.00
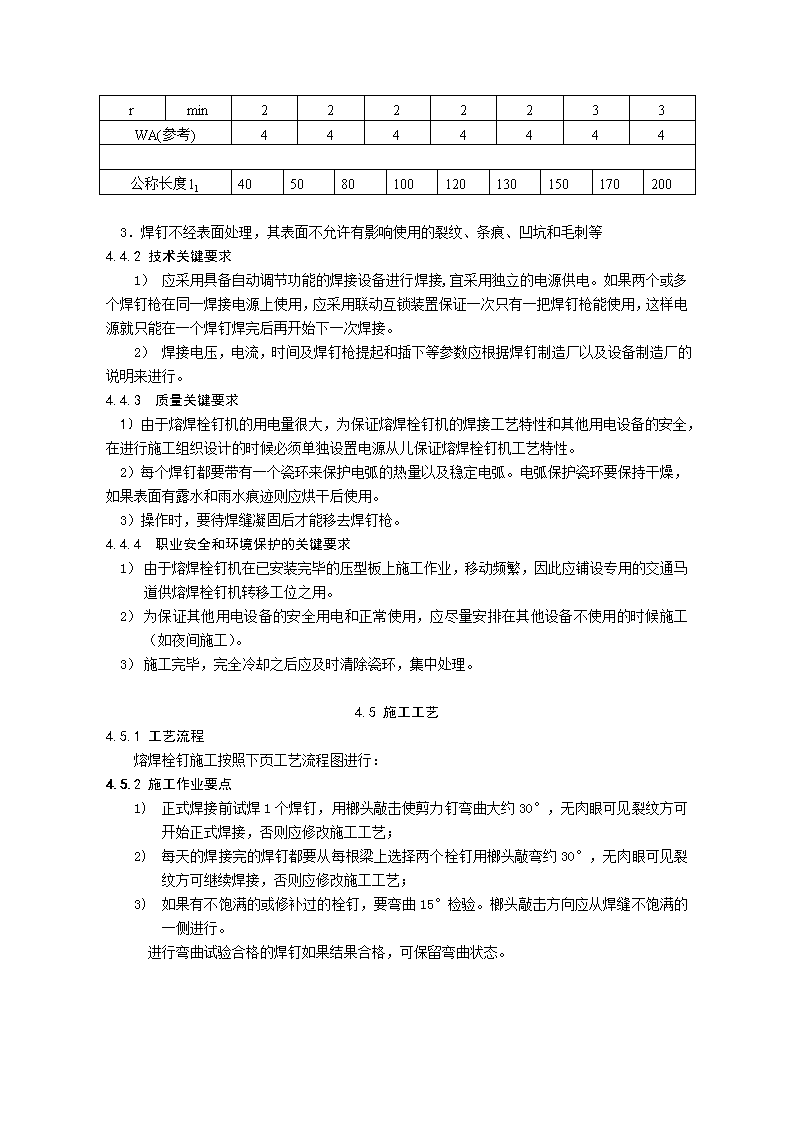
rmin2222233WA(参考)4444444公称长度l14050801001201301501702003.焊钉不经表面处理,其表面不允许有影响使用的裂纹、条痕、凹坑和毛刺等4.4.2技术关键要求1)应采用具备自动调节功能的焊接设备进行焊接,宜采用独立的电源供电。如果两个或多个焊钉枪在同一焊接电源上使用,应采用联动互锁装置保证一次只有一把焊钉枪能使用,这样电源就只能在一个焊钉焊完后再开始下一次焊接。2)焊接电压,电流,时间及焊钉枪提起和插下等参数应根据焊钉制造厂以及设备制造厂的说明来进行。4.4.3质量关键要求1)由于熔焊栓钉机的用电量很大,为保证熔焊栓钉机的焊接工艺特性和其他用电设备的安全,在进行施工组织设计的时候必须单独设置电源从儿保证熔焊栓钉机工艺特性。2)每个焊钉都要带有一个瓷环来保护电弧的热量以及稳定电弧。电弧保护瓷环要保持干燥,如果表面有露水和雨水痕迹则应烘干后使用。3)操作时,要待焊缝凝固后才能移去焊钉枪。4.4.4职业安全和环境保护的关键要求1)由于熔焊栓钉机在已安装完毕的压型板上施工作业,移动频繁,因此应铺设专用的交通马道供熔焊栓钉机转移工位之用。2)为保证其他用电设备的安全用电和正常使用,应尽量安排在其他设备不使用的时候施工(如夜间施工)。3)施工完毕,完全冷却之后应及时清除瓷环,集中处理。4.5施工工艺4.5.1工艺流程熔焊栓钉施工按照下页工艺流程图进行:4.5.2施工作业要点1)正式焊接前试焊1个焊钉,用榔头敲击使剪力钉弯曲大约30°,无肉眼可见裂纹方可开始正式焊接,否则应修改施工工艺;2)每天的焊接完的焊钉都要从每根梁上选择两个栓钉用榔头敲弯约30°,无肉眼可见裂纹方可继续焊接,否则应修改施工工艺;3)如果有不饱满的或修补过的栓钉,要弯曲15°检验。榔头敲击方向应从焊缝不饱满的一侧进行。进行弯曲试验合格的焊钉如果结果合格,可保留弯曲状态。
清理焊接区域试焊弯曲30度检验正式焊接弯曲15度检验验收调整焊接参数划线定位合格不合格修补不合格合格熔焊栓钉施工工艺流程图4.6质量检验4.6.1主控项目1)检验数量:全数检验。检验方法:检验焊接工艺评定和烘焙记录。2)焊钉焊接后应进行外观检查和弯曲试验检查:外观检查:焊缝360°饱满,焊缝及热影响区无肉眼可见裂纹。弯曲试验:4.6.2一般项目焊接完成后的焊钉跟部焊缝应均匀,焊角立面的局部未熔和或不足360°的焊脚应进行补焊。
检验数量:按焊钉总数的1%进行抽查,且不少于10个。检验方法:观察检验。4.7安全环保措施1)焊接操作工人应佩带防护眼罩,穿防护服装;2)单独进行施工电源布设;3)焊接电源及焊钉枪要求接地可靠;4)焊接时防止飞溅的熔渣引起火灾4.8质量记录熔焊栓钉的施工记录应执行GB50205-2001《钢结构工程施工质量施工验收规范》和GB50300《建筑工程质量验收统一标准》的要求。'
您可能关注的文档
- 接闪器安装施工工艺标准
- 硬母线安装施工工艺标准
- 2吊顶工程(轻钢骨架金属罩面板顶棚施工工艺标准)
- 通风空调交底-组合式空调机组与新风机组安装工艺标准
- 钢索配线安装施工工艺标准
- 隧道现场监控量测工艺标准
- 裱糊工程施工工艺标准
- 预制楼梯、休息板及垃圾道安装工艺标准(430-1996)
- 明沟排水施工工艺标准
- 玻璃隔断墙施工工艺标准
- 竹、木散装模板施工工艺标准
- 木饰面墙面施工-木饰面油漆施工工艺标准
- 207现浇混凝土结构墙柱钢筋绑扎工程施工工艺标准_secret
- 金属表面施涂混色油漆涂料施工工艺标准
- xps挤塑聚苯板外墙外保温工程施工工艺标准
- 中低压工业管道管段预制工艺标准
- 细部工程施工工艺标准
- 给水管道安装施工工艺标准