


- 42.00 KB
- 4页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
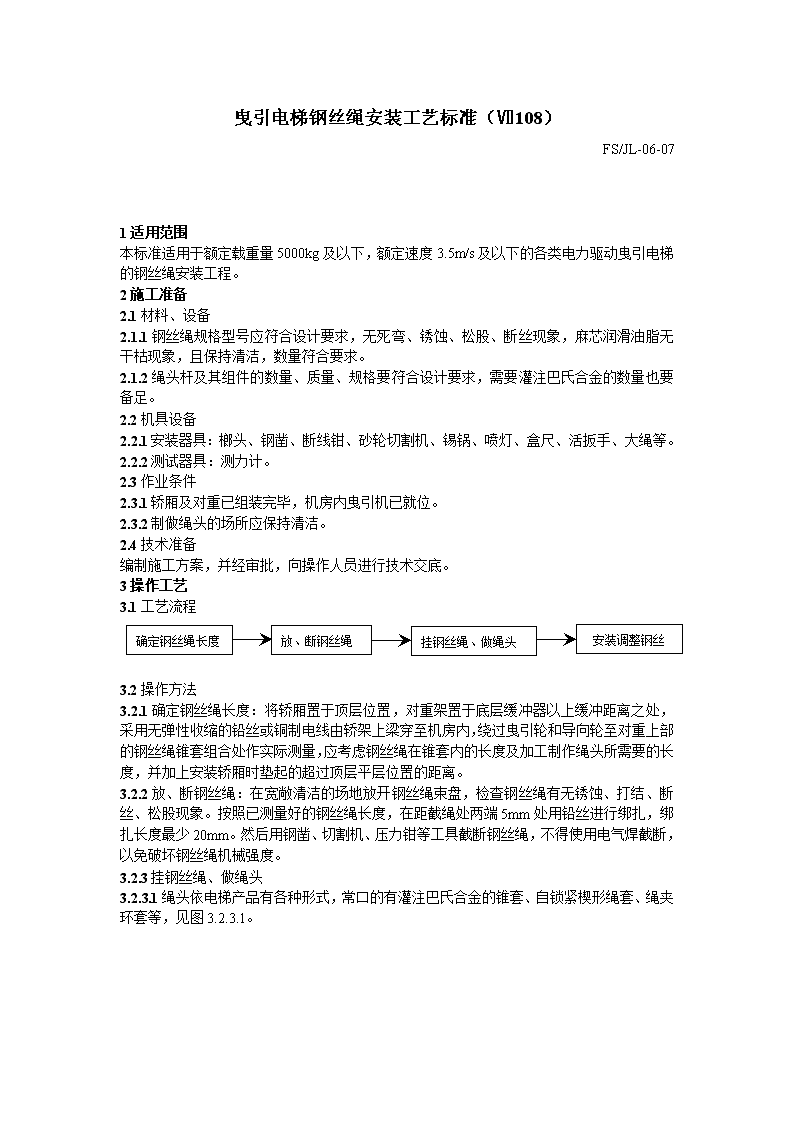
'曳引电梯钢丝绳安装工艺标准(Ⅶ108)FS/JL-06-071适用范围本标准适用于额定载重量5000kg及以下,额定速度3.5m/s及以下的各类电力驱动曳引电梯的钢丝绳安装工程。2施工准备2.1材料、设备2.1.1钢丝绳规格型号应符合设计要求,无死弯、锈蚀、松股、断丝现象,麻芯润滑油脂无干枯现象,且保持清洁,数量符合要求。2.1.2绳头杆及其组件的数量、质量、规格要符合设计要求,需要灌注巴氏合金的数量也要备足。2.2机具设备2.2.1安装器具:榔头、钢凿、断线钳、砂轮切割机、锡锅、喷灯、盒尺、活扳手、大绳等。2.2.2测试器具:测力计。2.3作业条件2.3.1轿厢及对重已组装完毕,机房内曳引机已就位。2.3.2制做绳头的场所应保持清洁。2.4技术准备编制施工方案,并经审批,向操作人员进行技术交底。3操作工艺3.1工艺流程安装调整钢丝绳挂钢丝绳、做绳头放、断钢丝绳确定钢丝绳长度3.2操作方法3.2.1确定钢丝绳长度:将轿厢置于顶层位置,对重架置于底层缓冲器以上缓冲距离之处,采用无弹性收缩的铅丝或铜制电线由轿架上梁穿至机房内,绕过曳引轮和导向轮至对重上部的钢丝绳锥套组合处作实际测量,应考虑钢丝绳在锥套内的长度及加工制作绳头所需要的长度,并加上安装轿厢时垫起的超过顶层平层位置的距离。3.2.2放、断钢丝绳:在宽敞清洁的场地放开钢丝绳束盘,检查钢丝绳有无锈蚀、打结、断丝、松股现象。按照已测量好的钢丝绳长度,在距截绳处两端5mm处用铅丝进行绑扎,绑扎长度最少20mm。然后用钢凿、切割机、压力钳等工具截断钢丝绳,不得使用电气焊截断,以免破坏钢丝绳机械强度。3.2.3挂钢丝绳、做绳头3.2.3.1绳头依电梯产品有各种形式,常口的有灌注巴氏合金的锥套、自锁紧楔形绳套、绳夹环套等,见图3.2.3.1。
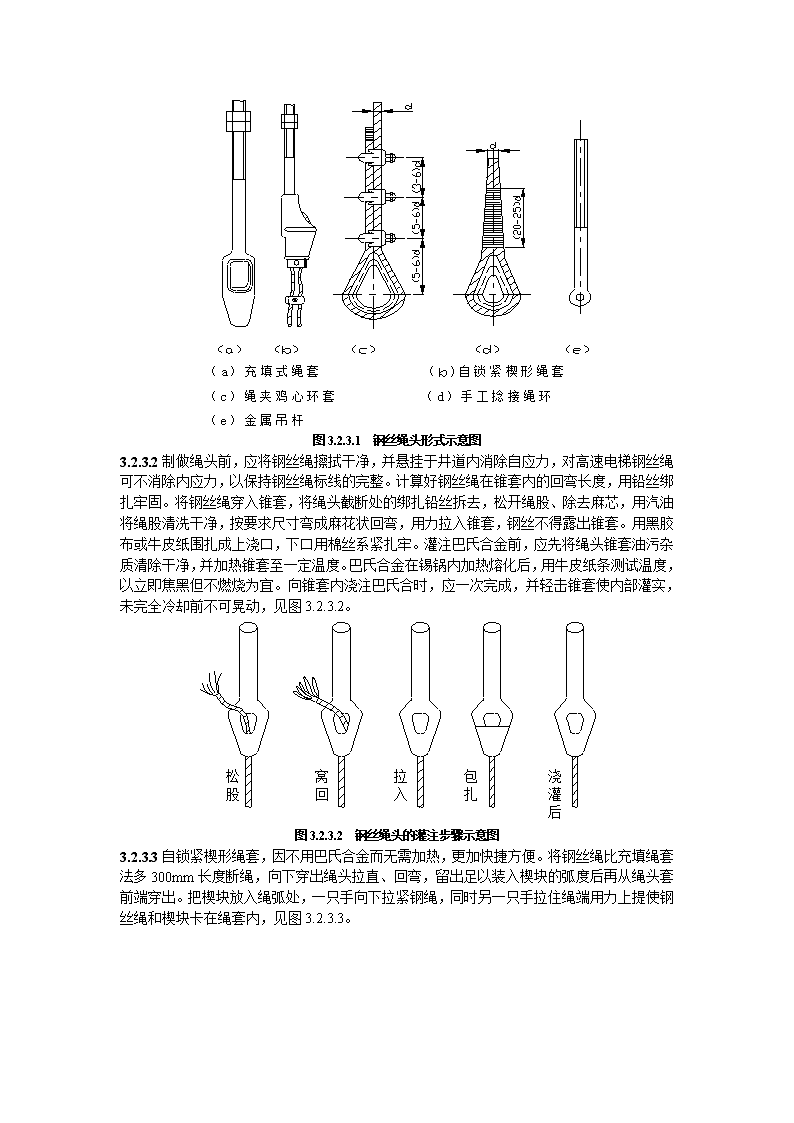
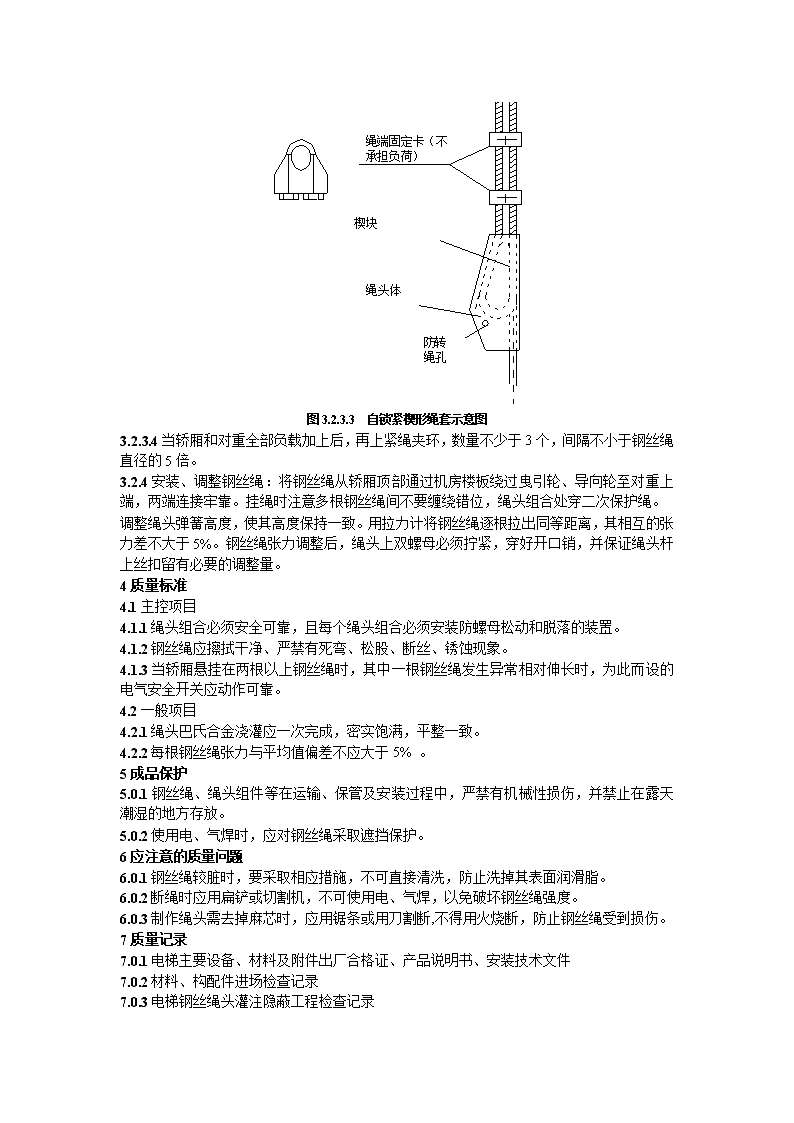
图3.2.3.1钢丝绳头形式示意图3.2.3.2制做绳头前,应将钢丝绳擦拭干净,并悬挂于井道内消除自应力,对高速电梯钢丝绳可不消除内应力,以保持钢丝绳标线的完整。计算好钢丝绳在锥套内的回弯长度,用铅丝绑扎牢固。将钢丝绳穿入锥套,将绳头截断处的绑扎铅丝拆去,松开绳股、除去麻芯,用汽油将绳股清洗干净,按要求尺寸弯成麻花状回弯,用力拉入锥套,钢丝不得露出锥套。用黑胶布或牛皮纸围扎成上浇口,下口用棉丝系紧扎牢。灌注巴氏合金前,应先将绳头锥套油污杂质清除干净,并加热锥套至一定温度。巴氏合金在锡锅内加热熔化后,用牛皮纸条测试温度,以立即焦黑但不燃烧为宜。向锥套内浇注巴氏合时,应一次完成,并轻击锥套使内部灌实,未完全冷却前不可晃动,见图3.2.3.2。图3.2.3.2钢丝绳头的灌注步骤示意图3.2.3.3自锁紧楔形绳套,因不用巴氏合金而无需加热,更加快捷方便。将钢丝绳比充填绳套法多300mm长度断绳,向下穿出绳头拉直、回弯,留出足以装入楔块的弧度后再从绳头套前端穿出。把楔块放入绳弧处,一只手向下拉紧钢绳,同时另一只手拉住绳端用力上提使钢丝绳和楔块卡在绳套内,见图3.2.3.3。
图3.2.3.3自锁紧楔形绳套示意图3.2.3.4当轿厢和对重全部负载加上后,再上紧绳夹环,数量不少于3个,间隔不小于钢丝绳直径的5倍。3.2.4安装、调整钢丝绳:将钢丝绳从轿厢顶部通过机房楼板绕过曳引轮、导向轮至对重上端,两端连接牢靠。挂绳时注意多根钢丝绳间不要缠绕错位,绳头组合处穿二次保护绳。调整绳头弹簧高度,使其高度保持一致。用拉力计将钢丝绳逐根拉出同等距离,其相互的张力差不大于5%。钢丝绳张力调整后,绳头上双螺母必须拧紧,穿好开口销,并保证绳头杆上丝扣留有必要的调整量。4质量标准4.1主控项目4.1.1绳头组合必须安全可靠,且每个绳头组合必须安装防螺母松动和脱落的装置。4.1.2钢丝绳应擦拭干净、严禁有死弯、松股、断丝、锈蚀现象。4.1.3当轿厢悬挂在两根以上钢丝绳时,其中一根钢丝绳发生异常相对伸长时,为此而设的电气安全开关应动作可靠。4.2一般项目4.2.1绳头巴氏合金浇灌应一次完成,密实饱满,平整一致。4.2.2每根钢丝绳张力与平均值偏差不应大于5%。5成品保护5.0.1钢丝绳、绳头组件等在运输、保管及安装过程中,严禁有机械性损伤,并禁止在露天潮湿的地方存放。5.0.2使用电、气焊时,应对钢丝绳采取遮挡保护。6应注意的质量问题6.0.1钢丝绳较脏时,要采取相应措施,不可直接清洗,防止洗掉其表面润滑脂。6.0.2断绳时应用扁铲或切割机,不可使用电、气焊,以免破坏钢丝绳强度。6.0.3制作绳头需去掉麻芯时,应用锯条或用刀割断,不得用火烧断,防止钢丝绳受到损伤。7质量记录7.0.1电梯主要设备、材料及附件出厂合格证、产品说明书、安装技术文件7.0.2材料、构配件进场检查记录7.0.3电梯钢丝绳头灌注隐蔽工程检查记录
7.0.4曳引绳安装质量检查记录8安全、环保措施8.1安全操作要求8.1.1填充式绳头灌注巴氏合金需要动用明火时,遵守安全操作要求,远离易燃易爆物品,并在施工现场配备灭火装置。8.1.2钢丝绳未最终安装完成时或调整钢丝绳时,严禁撤去轿厢底部托梁和保护垫木,防止轿厢坠落。8.2环保措施参见本册《导轨支架和导轨安装工艺标准》(Ⅶ102)的相关内容。'
您可能关注的文档
- 装修饰面工程施工工艺标准
- 东莞供电局配网工程精细化设计施工工艺标准(2013年版)
- 低压电动机、电加热器及执行机构检查接线安装施工工艺标准(qb-cncec j060501-2004)
- 低压电动机电加热器及执行器安装工程施工工艺标准
- 砖基础砌筑工艺标准(601-1996)
- 1.7清水砌体勾缝施工工艺标准7
- 011_钢筋闪光对焊工艺标准
- 207现浇混凝土结构墙柱钢筋绑扎工程施工工艺标准_secret
- 14 钢筋闪光对焊工艺标准(414
- 07清水砌体勾缝施工工艺标准
- 1.11 钢筋冷挤压连接施工工艺标准
- 206人工成孔灌注桩施工工艺标准
- 5-3 大六角高强度螺栓连接工艺标准(503-1996)
- 8-4 现制水磨石工艺标准
- 4.04 高强度大六角头螺栓连接施工工艺标准
- 8.平瓦屋面工程施工工艺标准
- t梁预制及安装施工工艺标准化
- 1.7.1 砖基础砌体施工工艺标准