

- 103.50 KB
- 18页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'射线检测工艺标准1.适用范围1.1本工艺标准适用于锅炉、压力容器、压力管道特种设备熔化焊对接接头的射线检测和质量级。1.2本工艺标准为锅炉、压力容器、压力管道特种设备通用的射线检测工艺标准,它与施工图纸和相关标准、规范配合使用。2.编制依据2.1本工艺标准主要依据JB4730编制,锅炉、压力容器、压力管道检测中若需执行行业标准时,应以现行行业标准为准。2.2本工艺标准执行时若与国家,行业标准相抵触时,应以现行行业标准为准。3.射线检测范围及要求3.1射线检测范围3.1.1锅炉、压力容器、压力管道对接接头检测的数量抽查比例,应与施工图纸和相应标准、规范的要求相一致。3.1.2焊接接头进行抽查检测时,若发现有不合格的缺陷,应做抽查数量双倍数目的补充检测抽查,双倍补充检测仍有不合格,则应对焊工焊接的全部焊接接头进行无损检测。3.2射线检测要求3.2.1焊接接头的射线检测,应执行GB3323《钢熔化焊对接接头射线照相和质量分级》的规定,射线照相的质量要求不应低于AB级。3.2.2
焊接接头质量的评定,应根据锅炉、压力容器、压力管道检测行业标准要求执行的相关标准满足施工图纸的要求。1.检测人员4.1从事射线检测人员,必须持有锅炉、压力容器无损检测人员资格证书。评片人员必须具备II级或II级以上的资格,操作人员必须具备I级或I级以上的检测资格。4.2评片人员的视力应符合JB4730标准4.3.3条的规定。2.检测时机5.1射线检测前,焊缝及热影响区的表面质量应经外观检查合格。表面的不规则状态在底片上的影象应不掩盖焊缝中的缺陷或与之混淆,否则表面应经修整合格后方可进行检测。5.2具有延迟裂纹倾向材质的焊缝,射线检测应在焊后24小时后方可进行。3.设备、胶片、增感屏6.1射线机、观片机、黑度计等射线检测设备,应经调试合格并符合有关标准规定。6.2射线检测应使用中粒、中速工业用胶片和铅箔增感屏。4.象质计7.1射线检测用象质计必须符合JB4730的要求。象质计金属丝的材料应与受检工件的材料一致或类似。7.2象质计选择
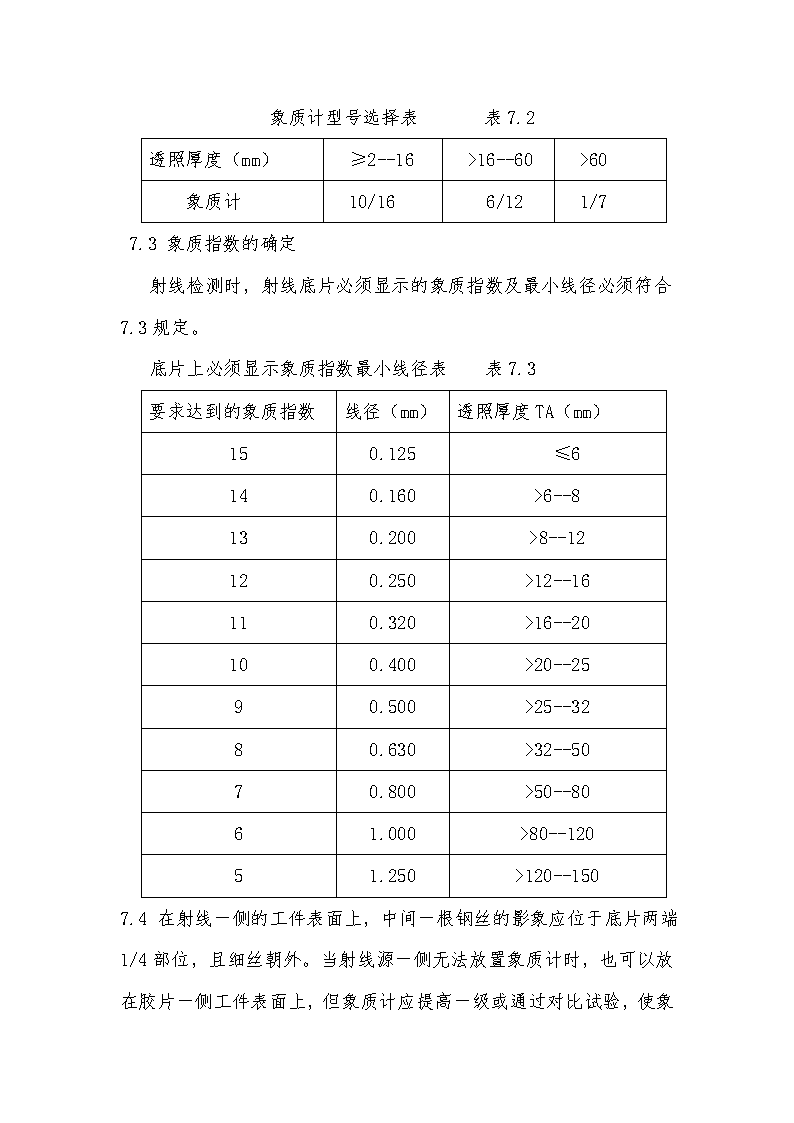
象质计型号选择表表7.2透照厚度(mm)≥2--16>16--60>60象质计10/166/121/77.3象质指数的确定射线检测时,射线底片必须显示的象质指数及最小线径必须符合7.3规定。底片上必须显示象质指数最小线径表表7.3要求达到的象质指数线径(mm)透照厚度TA(mm)150.125≤6140.160>6--8130.200>8--12120.250>12--16110.320>16--20100.400>20--2590.500>25--3280.630>32--5070.800>50--8061.000>80--12051.250>120--1507.4
在射线一侧的工件表面上,中间一根钢丝的影象应位于底片两端1/4部位,且细丝朝外。当射线源一侧无法放置象质计时,也可以放在胶片一侧工件表面上,但象质计应提高一级或通过对比试验,使象质指数达到规定的要求。当象质计放在胶片一侧表面上时,应附加“F标记以示区别。7.5采用射线源置于圆心位置的周向曝光时,象质计应在内壁每隔90º放置一个。7.6返修片、抽查片必须放置象质计。1.透照方式8.1射线检测可依据现场情况,选择纵缝透照法、环缝内透法、环缝外透法、双壁双影法和双壁单影法等五种透照方法进行透照。8.2环缝透照时,应尽量采用中心内透法或偏心内透法进行透照。2.几何条件9.1射线检测时,焦距必须同时满足几何不清晰度及透照厚度比K值的要求。F≥10fL22/3+L2K(T’/T)≤1.1(环缝)K(T’/T)≤1.03(纵缝)式中:F---------焦距;f---------有效焦点尺寸;L2---------从源侧工件表面到胶片距离;K---------透照厚度比;T’--------最大穿透厚度;T---------工件厚度;9.2
一次透照长度应符合黑度象质指数的规定。一次透照长度为250mm时,为保证足够的搭接,片长为300mm。一次透照长度为300mm时,为保证足够的搭接,片长为360mm。1.散射线的屏蔽10.1为减少散射线的影响,检测时应采用适当的屏蔽方法限制受检部位的受照面积。10.2为检查背散射线,可在暗盒背面帖附一个“B”的铅字标记(其高度为13mm,厚度为1.6mm)。若在较黑的背景上出现“B”的较淡影象时,应采取有效措施对散射线进行屏蔽,并将该底片进行重照。如在较淡的背景上出现“B”的较黑的影象时,则不作为该底片判废的依据。2.标记11.1定位标记11.1.1定位标记包括:搭接标记(↑),中心标记(↑→),有效长度标记(↑)三种。11.1.2对全部射线照相的工件(γ射线检测时除外),应使用标尺带。返修片、重照片也应放标尺带,以保证与原透照片有良好的可比性。11.1.3标尺带应放置在容器上,并做出永久标记,标尺带位置应在布片图上标出。11.1.4局部照相时不用标尺带,但必须使用搭接标记,以判明底片的有效长度,并应做好永久性标记。11.2识别标记11.2.1
识别标记包括:产品编号、焊缝编号、焊工号、底片顺序号、透照日期、母材厚度及返修标记R1、R2……(数字代表返修次数)。11.3标记位置11.3.1各种标记摆放整齐,且距焊缝边沿不小于5mm。11.3.2标记的摆放位置见图11.3.2所示:产品编号焊缝编号中心标记底片顺序返修标记透照时间透照厚度焊工号ABCDEFG“B”搭接搭接标记背散射标记象质计象质计位置标记图12.3.2射线检测标记位置图1.曝光参数12.1根据设备、胶片、增感屏和其它具体条件制作或选用合适的曝光曲线,并依此确定曝光规范。12.2为达到规定的底片黑度,曝光量应不低于15mA.min,以防止焦距和高压引起的不良影响。12.3使用X射线进行检测时,管电压应符合JB4730图5-6“透照不同厚度材料时允许使用的最高X射线管电压”,且不大于射线机额定电压的90%。12.4为正确选取曝光参数,每台射线机应做曝光曲线。曝光曲线应在射线机大修或半年后进行修正或重做。2.暗室处理13.1显影、定影液的配制依据胶
生产厂家提供的配方制。配制水温应控制在50℃左右,不得在药液配制过程中任意缩短溶化时间,新配制的药液应在24h后使用。13.2显影13.2.1暗室应有有效的温度控制设备,以保证显影效果。相应温度控制在20±2℃。13.2.2显影时间应控制在4—8min。对曝光量不合适的胶片不得通过改变显影时间的方式,以达到标准黑度的要求。13.2.3显影过程中应不时将胶片作垂直方向的上下移动,以使胶片显影均匀,并避免胶片之间的相互粘结。13.3停影13.3.1在显影结束后,将胶片浸入3%醋酸停影液约30s,以中和遗留在胶片中的显影液。如果不能使用停影液,则可在清水中将胶片强力抖动,进行漂洗2—3min。13.4定影13.4.1定影温度一般控制在20±4℃。13.4.2为保证均匀而快速的定影,胶片在浸入定影液及在第1min末时,要作上下均匀的移动约10s左右,然后浸泡到定影结束(其时间至少为达到底片透明所需时间的两倍)。13.4.3在新鲜的定影液中,定影时间一般应不超过15min。13.5药液的补充和更换13.5.1
显影液每次添加的补充液应不超过总体积的2%,当使用的补充液为原显影液数量的2倍时,药液应废弃。在不使用补充液时,显影液应根据温度和季节的变化及时更换。13.5.2定影时间延长到新定影液所需时间的两倍时,应更换新液。13.6水洗13.6.1定影结束后,底片应在干净、流动的水中进行清洗,水洗时间不得少于30min。13.7干燥13.7.1底片的干燥宜采取自然干燥法。13.7.2为防止水迹,可将冲洗好的底片放到洗涤剂中约30s,以使水自然流下。1.底片质量1.1象质指数14.1.1底片上必须显示出的象质指数及最小线径应符合表5—3的规定。14.2底片黑度14.2.1选择的曝光条件应使底片有效评定区域内的黑度满足14.2表的要求。底片有效评定区域内的黑度要求表14.2射线种类底片要求灰雾度X射线1.5—3.5≤0.3γ射线1.8—3.5≤0.314.3影象识别要求14.3.1
底片上的象质计影象位置应正确,定位标记和识别标记齐全,且不掩盖受检焊缝影象。14.3.2在焊缝上,能正确而清晰地看到长度不小于10mm的象质计金属丝影象,即认为是可识别的。14.4底片不允许的假缺陷14.4.1在底片评定区内不应有以妨碍底片评定的伪缺陷;a.灰雾;b.暗室处理时产生的条纹、水迹或化学污斑等缺陷;c.划痕、指纹、赃物、静电痕迹、黑点或撕裂;d.由于增感屏不好造成的缺陷痕迹;e.其它妨碍底片评定的伪缺陷。1.底片观察15.1评片应在专用的评片室内进行。评片室内的光线应暗淡。室内照明用光不得在底片表面上产生反射。15.2观片灯的最大亮度应不小于100000cd/m2。经透射底片后的亮度应不小于30cd/m2。2.底片评定2.1术语a.圆形缺陷:长宽比小于或等于3的缺陷。b.条状夹渣:长宽比大于3的夹渣。c.综合评级:在圆形缺陷评定区内,同时存在圆形缺陷和条状夹渣或未焊透时,应各自评级,并将级别之和减1作为最终级别。16.2圆形缺陷评定方法
16.2.1圆形缺陷用评定区进行评定,评定区的尺寸选择见表16.2.1的规定。评定区应选在缺陷最严重的部位。缺陷评定区尺寸表16.2.1母材厚度(mm)≤25>25--100>100评定区(mmXmm)10X1010X2010X3016.2.2评定圆形缺陷时,应将缺陷尺寸按表16.2.2换算成缺陷点数。缺陷尺寸与缺陷点数换算表表16.2.2缺陷长径mm≤1>1-2>2-3>3-4>4-6>6-8>8点数123610152516.2.3如缺陷尺寸小于表16.2.3的规定时,则该缺陷可不换算成点数参加缺陷评级。不计点数的缺陷尺寸表表16.2.3母材厚度T(mm)缺陷长径mm)≤25≤0.5>25--50≤0.7>50≤1.4%T16.2.4当缺陷在评定边界上时,应把它划在该评定区内计算。16.2.5当评定区附近缺陷较少,且认为只用该评定区划分级别不适当时,可采用扩大评定区的办法进行处理。16.2.6I级焊缝和母材厚度等于或小于5mm的II级焊缝内不计点数的圆形缺陷,在评定区内不得多于10个。16.3板状对焊缝缺陷等级评定
16.3.1根据缺陷的性质和数量,将焊缝缺陷分为四个等级。a.I级焊内不允许裂纹、未熔合、未焊透和条状夹渣存在。b.II级焊内不允许裂纹、未熔合、未焊透存在。c.III级焊内不允许裂纹、未熔合以及双面焊或相当于双面焊的全焊透焊缝和加垫板单面焊中的未焊透存在。d.焊缝缺超过III级者为IV级。16.3.2圆形缺陷的分级圆形缺陷的分级表表16.3.2评定区(mmXmm)10X1010X2010X30母材厚度(mm)≤10>10-15>15-25>25-50>50-100>100等级IIIIII13626123918412245153061836IV缺陷点数大于III级者或缺陷长径大于1/2T者注:1.表中的点数为允许缺陷点数的上限。2.母材厚度不同时,取薄的厚度值。16.3.3条状夹渣的分级条状夹渣的分级表表16.3.3
等级单个条状夹渣条状夹渣总长I1/3T,最小可为4,最大不超过20在任意直线上,相邻两夹渣间距均不超过6L的任何一组夹渣,其累积长度在12T焊缝长度内不超过T。II2/3T,最小可为6,最大不超过30在任意直线上,相邻两夹渣间距均不超过6L的任何一组夹渣,其累积长度在6T焊缝长度内不超过T。III大于III级者注:①表中“L”为该组夹渣中最长者的长度,“T”为母材厚度。②长度比大于3的长气孔的评级与条状夹渣相同。③当被检焊缝长度不足12T(II级)或III级时,可按比例折算,当折算的条状夹渣总长度小于条状夹渣长度时,以单个条状夹渣长度为允许值。④当两个或两个以上条状夹渣在一直线上且相邻间距小于或等于较小夹渣尺寸时,应做为单个连续夹渣处理,其间距也应计入夹渣长度,否则应分别评定。⑤母材板厚度不同时,取薄的厚度值。16.3.4综合评定在圆形缺陷评定区内,同时存在圆形缺陷和条状夹渣或未焊透时,应各自评级,并将级别之和减1,做为最终级别。1.检测报告及验收标记17.1射线检测报告应包括以下内容:a.委托单位被检工件名称和编号;b.被检工件材质和母材厚度;c.检测设备的名称和型号;
d.透照方法及透规范;e.透照部位及工件示意图(管道检测时应附单线图);f.检测结果、缺陷等级评定及检测标准名称;g.返修情况;h.检测人员和责任人员签字及其技术资格;i.检测日期。17.2验收标记检测合格的所有工件均应作为永久性或永久性的标记。标记要醒目。产品上不适合打印标记时,应详细绘制检测示意图或采用其它有效方式进行标注。各种标记均应保证检测具有良好的重复性。附录:钢管环焊缝透照技术及缺陷等级评定
1.透照方式1.1外径大于89mm的钢管对接焊缝,应采用双壁双投影分段透照或单壁分段透照方法进行透照。1.2外径小于或等于89mm的钢管对接焊缝,应采用双壁双投影法进行透照。透照时,射线束的方向应满足上下焊缝的影象在底片上呈椭圆形显示,焊缝投影间距应以3—10mm为宜,最大间距不应超过5mm。1.3当在上下椭圆显示确有困难时,方可做垂直透照。垂直透照时适当提高管电压。2.分段透照的数量2.12.1外径小于或等于100mm管钢对接焊缝,应采用双壁双投影法进行透照。当射线源在钢管外表的距离小于或等于15mm(使用γ源)时,可分为不小于三段进行透照。每段中心角应不小于120º;当大于15mm时,应进行至少四段透照,每段中心角应不大于90º。外径大于100mm的钢管分段透照数量应按照厚度比K值的要求进行确定,计算公式如下:N=360°/2αα=θ+ηθ=COS-1K-1η=sin-1[D.sinθ/(2F-D)]Leff=πD/N式中:N----透照次数;
F----焦距;D----钢管外径;Leff----有效长度。2.2对外径大于76mm且小于或等于89mm的钢管,其焊缝以双壁双透影法透照时,至少分两次透照,两次间隔90º。2.3对外径小于或等于76mm的钢管,其焊缝以双壁双透影法透照时,如能保检出范围不小于周长的90%,可允许椭圆一次成象。其检出范围的计算方法如下:L=[(L1-L2)/L1]100%式中:L-----检出范围,%;L1----外壁周长,mm;L2----底片上下不见钢丝区域的长度,mm。1.象质计放置位置3.1外径大于89mm的钢管,其焊缝透照应采取R10系列象质计,其象质计应放置于底片有效长度的1/4处。3.2外径小于或等于76mm的钢管,采用双壁双透影法透照时,应采用JB4730规定的II型专用象质计,其象质计放置在焊缝余高中心处。3.3外径大于76mm且小于或等于89mm的钢管,其焊缝透照应采用JB4730规定的III型专用象质计,其象质计放置在焊缝余高中心处。3.4
如数根管接头在一张底片上同时显示时,应至少放置一个象质计,如果只放置一个象质计时,则象质计必须放在最边沿的钢管上。1.钢管环焊缝缺陷评定4.1根据缺陷性质和数量,将钢管环焊缝缺陷分为四个等级。I、II、III级焊缝内应无裂纹、未熔合。凡焊缝内有裂纹、未熔合即为IV级。4.2圆形缺陷的确定和评级圆形缺陷的评级表4.3评定区(mmXmm)10X10母材厚度T(mm)≤10>10--15>15IIIIII13626123918IV缺陷点数大于III级或缺陷长径大于1/2T者等级4.3条状夹渣的确定和评级条状缺陷的评级表4.4母材厚度(mm)等级条状夹渣长度最大连续长度(mm)IIIIIIVT≤12412
相关文档
-
 关注微信公众号售出明细实时看
关注微信公众号售出明细实时看